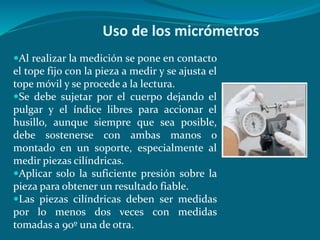
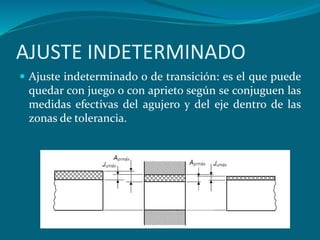
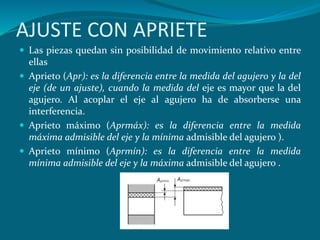
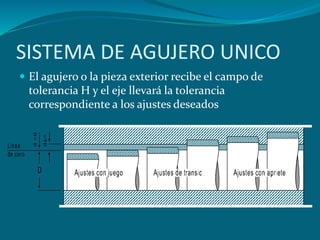
Este documento presenta información sobre metrología y medición. Explica conceptos como metrología, vernier, micrómetro, tolerancias y ajustes. Su objetivo es proporcionar conocimientos básicos sobre instrumentos de medición y sus aplicaciones en la industria.




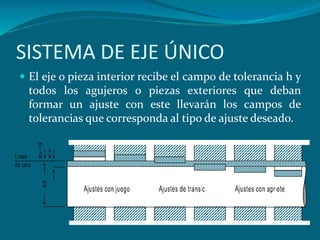

































![23330255 sesion-3-ajustes-y-tolerancias[1] (2)](https://cdn.slidesharecdn.com/ss_thumbnails/23330255-sesion-3-ajustes-y-tolerancias12-101022105920-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![23330255 sesion-3-ajustes-y-tolerancias[1] (2)](https://cdn.slidesharecdn.com/ss_thumbnails/23330255-sesion-3-ajustes-y-tolerancias12-101029081922-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

























