El documento describe diferentes métodos para torneado de conos y roscas. Explica cómo torneado conos usando el carro superior, la regla guía o desplazando el cabezal móvil. También describe cómo mecanizar roscas exteriores e interiores en el torno, incluyendo características como el paso y ángulo. Finalmente, resume diferentes tipos de roscas normalizadas como métrica, whitworth y sus designaciones.





























![EJEMPLO DE CÁLCULO
Paso a construir = 1mm
Paso del tornillo patrón = 12 mm
Juego de ruedas dentadas intercambiables: 20; 25,
30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100,
110, 120, 125, 127.
Pc / P = (Z1 x Z2) / (Z3 x Z4)
TE = Pc / P = 1 / 12 = (1 x 1) / (4 x 3)
= [(1x20)x(1x30)] / [(4x20)x(3x30)]
TE = (Z1 x Z2) / (Z3 x Z4) = (20 x 30) / (80 x 90)
Z1 = 30 Z2 = 30 Z3=80 Z4=90](https://image.slidesharecdn.com/tornocono-191211070741/85/Torno-cono-32-320.jpg)
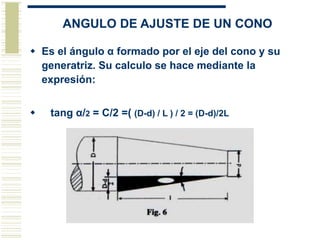
![Ejemplo :
En un torno que tiene un husillo patrón de 4 hilos por pulgada. Si el
tornillo patrón es de 4 hilos/pulgada, su paso es de 1pulgada/4 = ¼
pulg. = 6.35 mm. Calcular los engranajes necesarios para construir un
tornillo de 6 mm. de paso.
Solución:
6 / 6.35 =Rdas. Ctoras. / Rdas. Cdas.
multiplicamos por 100
6 / 6.35 = 600 / 635
dicha fracción la descomponemos
600 = 10 x 60 y 635 = 5 x 127
Quedando así
10 x 60 /5 x 127
Multiplicamos el numerador 5 y 4
, el denominador 20 y 1
(10x5) x (60x4) / (5x20) x (127x1)
Quedando así
(50 x 120x2) / (100 x 127)
Factorizamos el 2
[(50x120) / (100x127)] x2
Estos son los engranajes para realizar el paso solicitado.](https://image.slidesharecdn.com/tornocono-191211070741/85/Torno-cono-33-320.jpg)









































































