



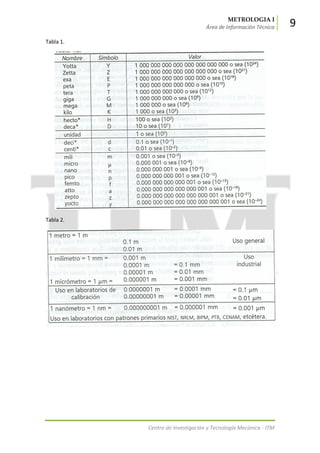





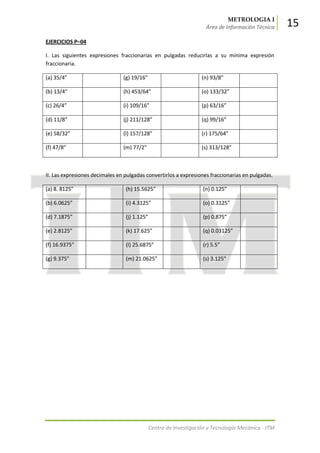

































El documento trata sobre metrología, que es la ciencia de las medidas y los sistemas de unidades. Explica que la metrología dimensional se ocupa de la medición de longitudes y ángulos. También describe los conceptos básicos como magnitud, unidad y patrón, así como los métodos y aplicaciones de la metrología en la industria. Finalmente, resume el Sistema Internacional de Unidades y los múltiplos y submúltiplos utilizados en las mediciones.















































































