Descargado 160 veces

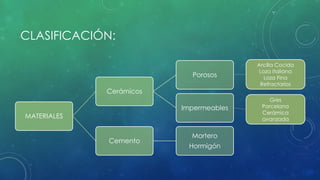
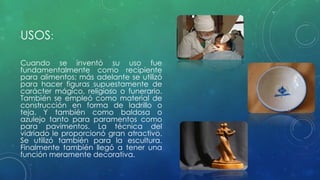
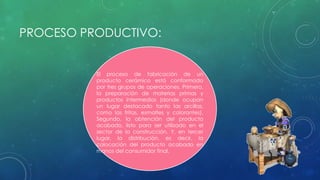














El documento proporciona información sobre la historia, definición, características, constitución, clasificación, usos y proceso productivo de la cerámica. La cerámica data de hace 9000 años y se originó en Anatolia como recipientes endurecidos al sol. Más tarde se empezó a cocer con fuego y se usó para fabricar vasijas y contenedores domésticos.



































































