Descargar para leer sin conexión


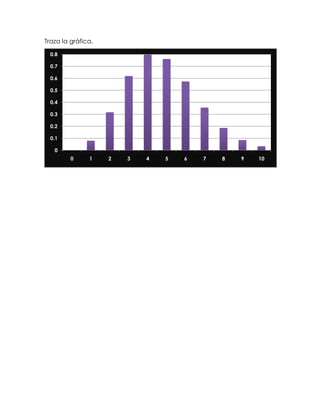

Este documento presenta tres problemas de probabilidad y estadística relacionados con la tasa de defectos en una fábrica de marcadores. El primer problema calcula la probabilidad de 0 a 4 defectos en una muestra de 4 piezas con una tasa de defectos del 1%. El segundo problema calcula la probabilidad de 0 a 10 defectos en una muestra de 85 piezas con una tasa de defectos del 4.5%. El tercer problema grafica la distribución de probabilidad del segundo problema.












![Trabajo de bayes [principal]](https://cdn.slidesharecdn.com/ss_thumbnails/trabajodebayesprincipal-140826161849-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)




















































