Descargado 107 veces
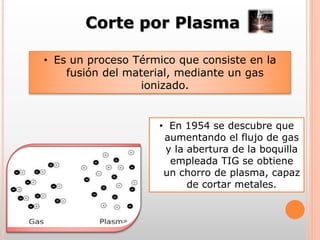








El documento describe el proceso de corte por plasma, que consiste en fundir materiales mediante un chorro de plasma generado por un gas ionizado. Explica las variables del proceso como el gas utilizado, la velocidad de corte y la distancia de la boquilla a la pieza, así como las variantes del proceso como el corte por plasma convencional, de doble flujo o con protección de agua. Finalmente, compara el corte por plasma con otros métodos como el corte con láser o agua en términos de deformación del material, esfuerzo de trabajo posterior































































































