
Descargado 447 veces










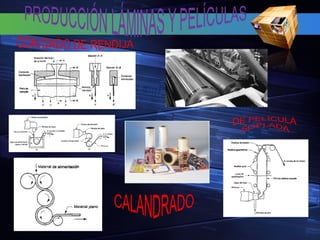
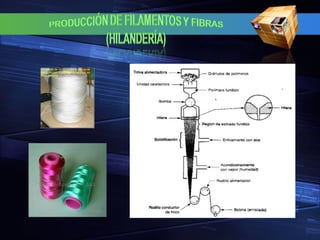


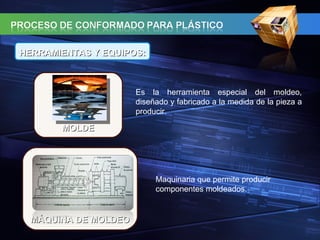


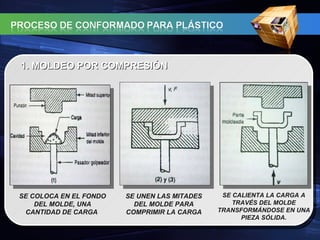
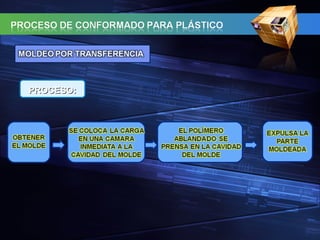




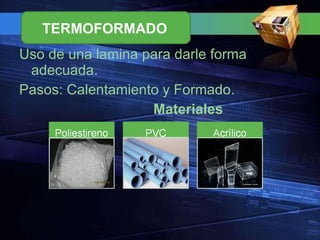

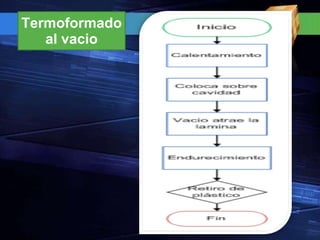

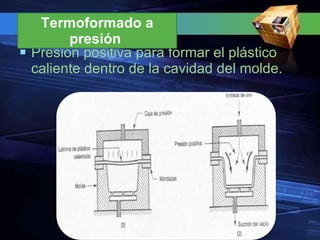
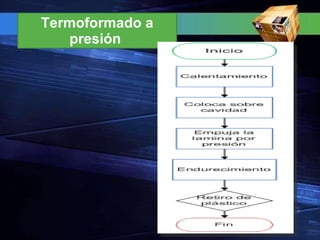

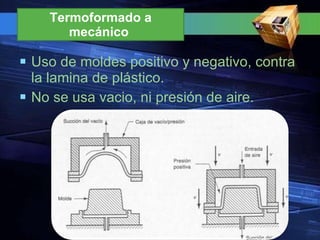
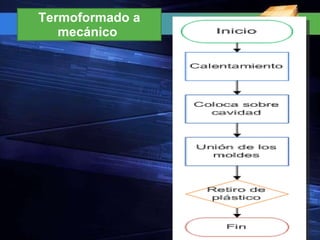




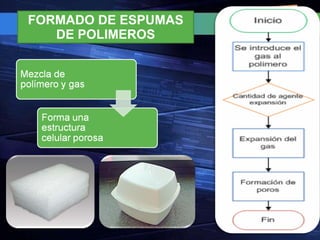
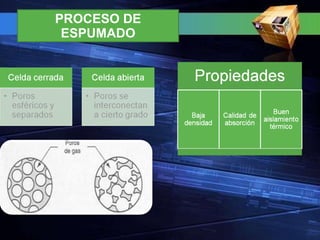

El documento describe los principales procesos de conformado de plásticos como la extrusión, moldeo por inyección, moldeo por compresión, moldeo por transferencia, moldeo por soplado, moldeo rotacional y termoformado. Explica que estos procesos permiten dar una gran variedad de formas a las piezas de plástico utilizando menos energía que con los metales.























































































