Descargado 40 veces








































































































![240
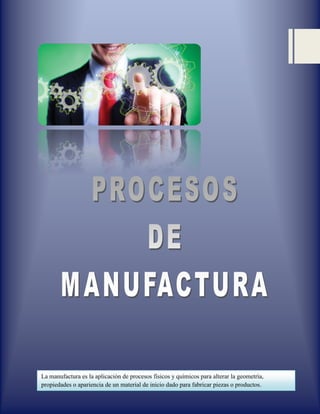
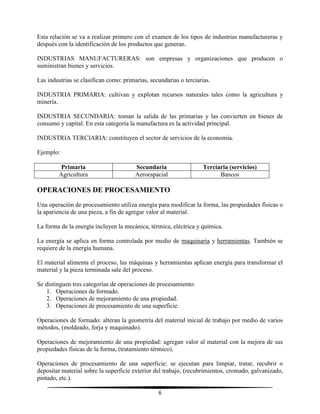
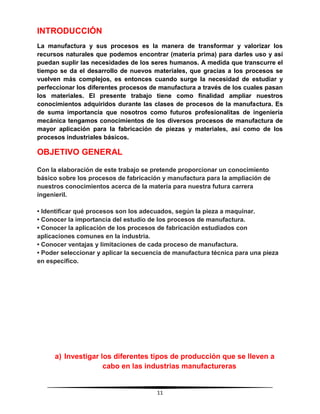
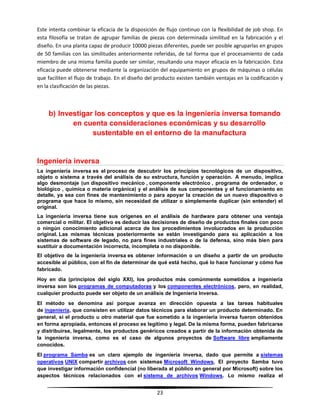
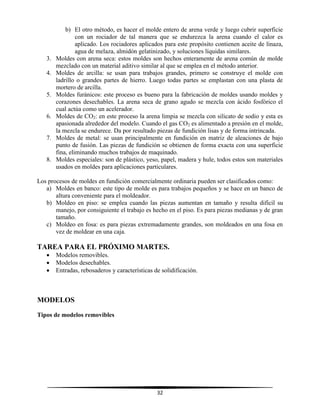
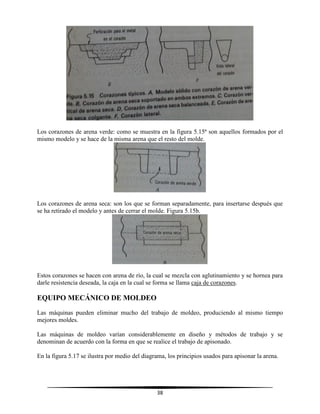
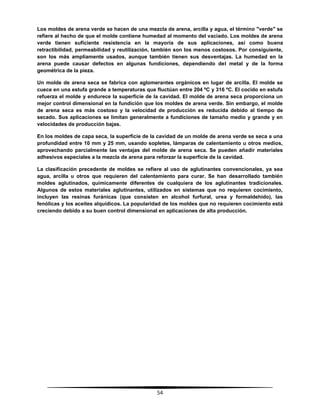
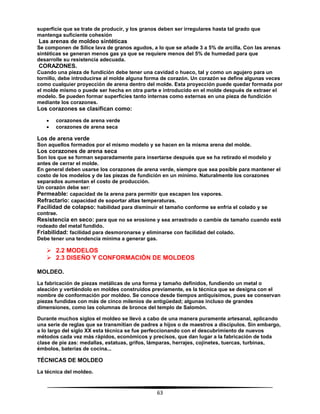
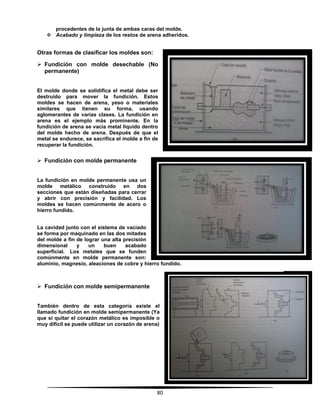
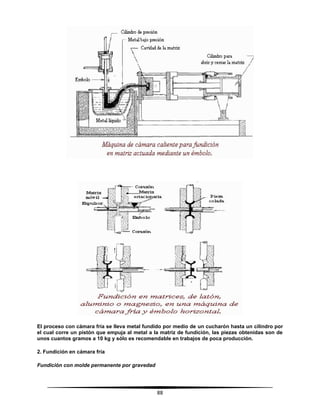
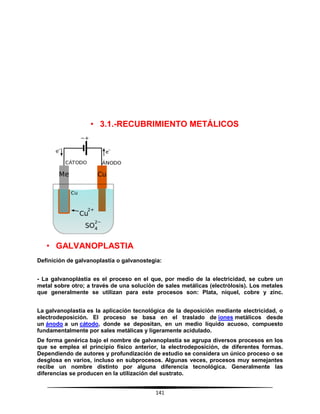
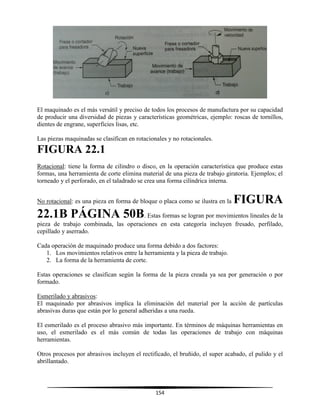
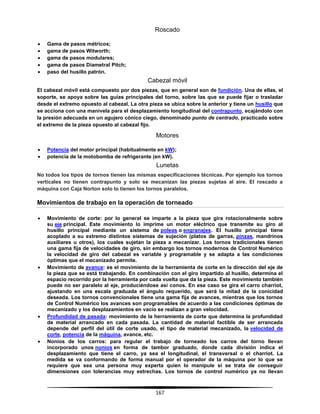
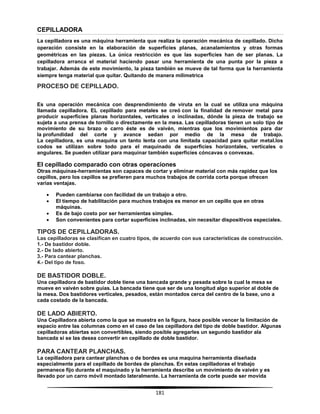
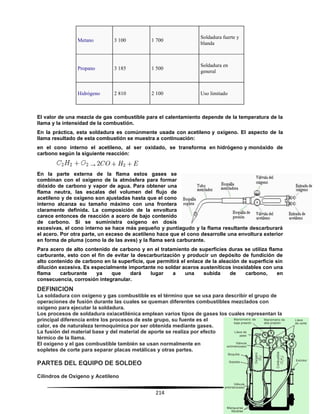
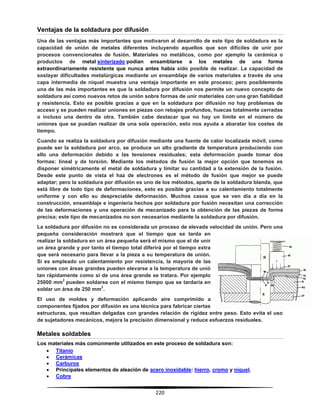
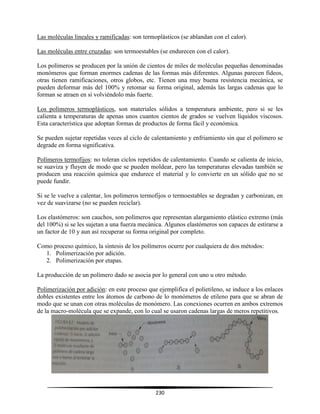
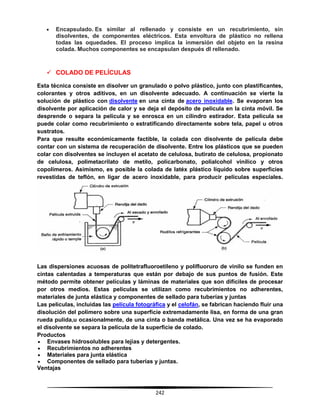
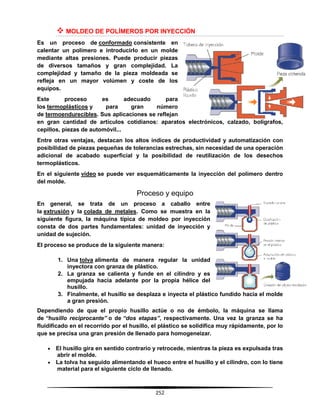
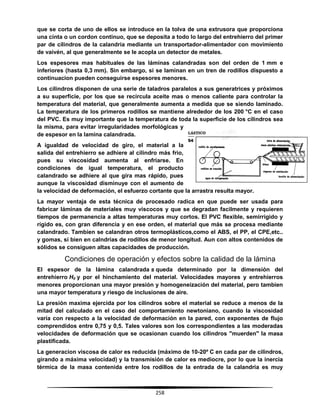
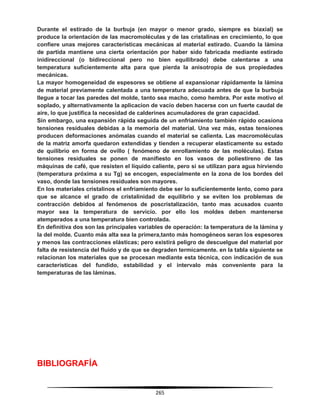
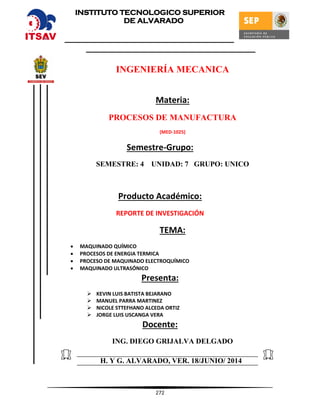
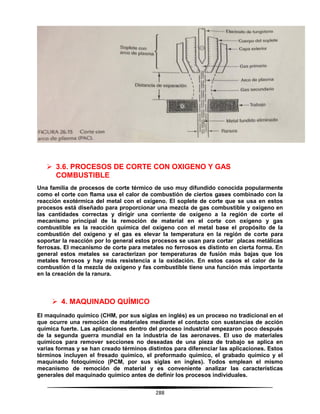
En la siguiente tabla, se muestra un rango de viscosidades para diversos materiales a
temperatura ambiente y presión atmosférica.
Liquido Viscosidad aproximada ( )
Vidrio fundido (500 °C)
Bitumen
Polimeros fundidos
Jarabes
Miel liquida
Glicerol
Aceite de oliva
Agua
Aire
Otro de los factores que influye a la viscosidad es la temperatura. Por encima
della temperatura de transiciòn vitrea (Tg), ls viscosidad sigue una ley de tipo Arrhenius.
El coeficiente de viscosidad, a su vez, es dependiente de la temoeratura, segùn la
siguiente relaciòn:
donde es la viscosidad absoluta, es la energìa de activaciòn y T es la
temperatura [K].
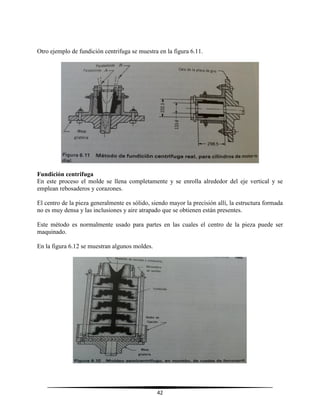
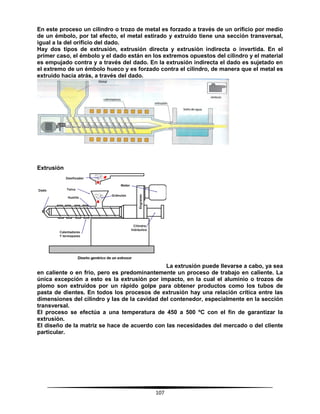
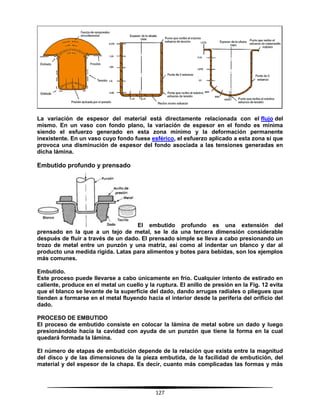
El comportamiento viscoelàstico, que muchos polimeros exhiben en estado solido,
tambien lo muestran en estado liquido. Un ejemplo es la dilatacion en la matriz de
extrusion. el material extruido "recuerda" su forma antes de pasar por el orificio. Por otro
lado, para el conformado de polímeros también hay que tener en cuenta el
comportamiento viscoelástico, que muchos polímeros exhiben en estado sólido, pero
que también lo muestran en estado líquido. Un ejemplo es la dilatación en la matriz
de extrusión. El material extruido “recuerda” su forma antes de pasar por el orificio.
[[Razón de dilatación a la salida de la matriz debida a la viscoelasticidad:
= Razòn de dilataciòn.
= Diàmetro de la secciòon extruida.
= Diàmetro del orificio de la matriz ]]](https://image.slidesharecdn.com/portafoliofinal-160111062640/85/Procesos-de-manofactura-240-320.jpg)








![259
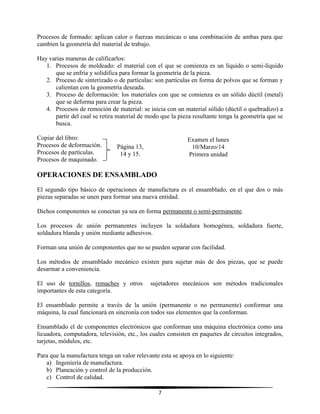
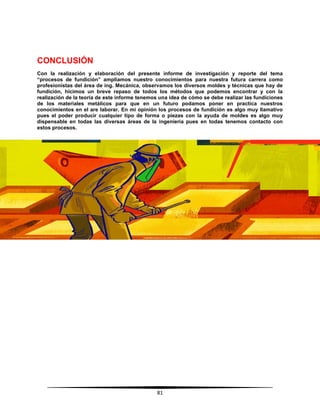
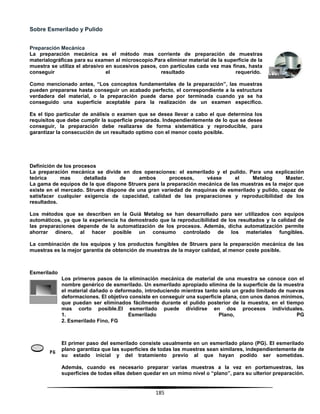
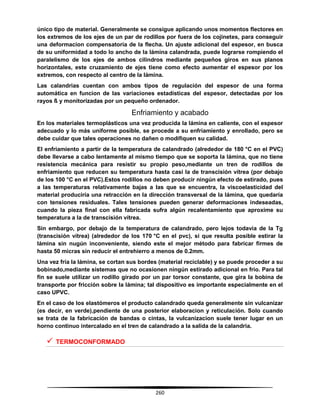
grande. Un incremento de la temperatura de calandrado ocasiona, en general, los
siguientes efectos:
mejor calidad superficial de la lámina, especialmente cuando el "compound"
lleva una alta proporcion de carga.
menores riesgos de defectos en el despegue de la lámina de los rodillos
(marcas superficiales en forma de multiples V [VVVVV]).
disminución de la viscosidad, y por consiguiente, de la presión que ejercen
los rodillos sobre la masa y un menor esfuerzo tendente a deformar los
rodillos, que en caso de no compensarse, ocasiona una reduccion de espesor
en el centro de la lámmina. tambien se facilita la inclusion de burbujas de aire
en el interior de la masa, que posteriormente se traducirá en porosidad.
mayor peligro de degradación del material.
La velocidad de los rodillos, puede considerarse como una varible independiente del
proceso, que puede servir para ajustar "en fino" el espesor de la lámina fabricada (efecto
del hinchamiento a la salida) sin modificar el entrehierro. Adicionalmente, un aumento de
la velocidad produce los siguientes efectos:
aumento de la presion maxima alcanzada y de la generacion viscosa de calor,
con lo que se puede reducir la temperatura de los rodillos, si hubiera
problemas de degradación o de inclusión de burbujas de aire.
aumento de la producción, que puede ocasionar problemas superficiales de
ruptura del fundido observables en forma de una aspereza superficial y la
consiguiente pérdida de brillo.
disminución del tiempo de residencia, que puede afecta al mezclado y a la
plastificación, si la alimentación no aporta el materialen las condiciones
óptimas.
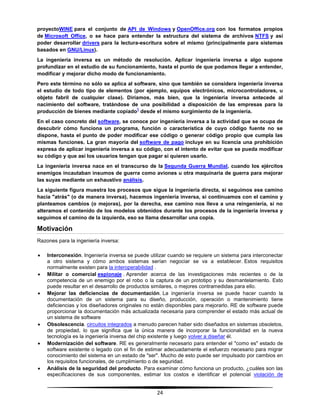
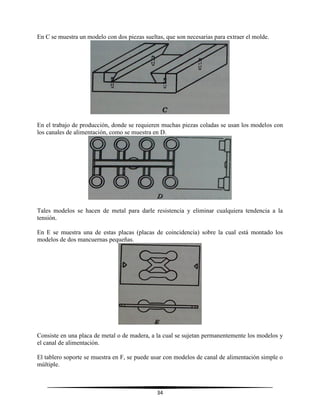
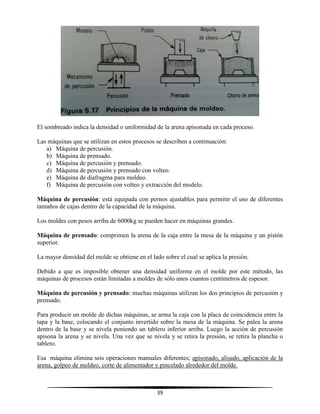
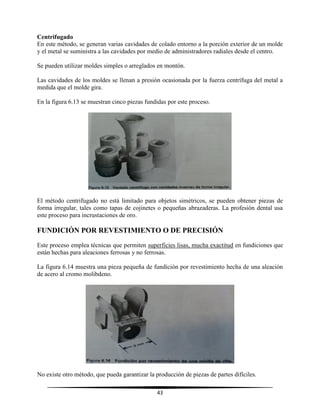
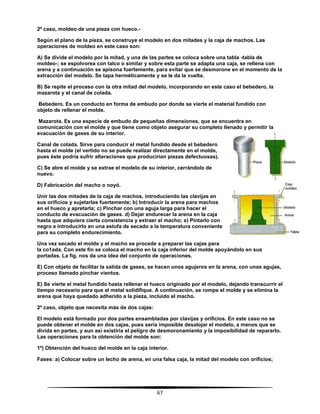
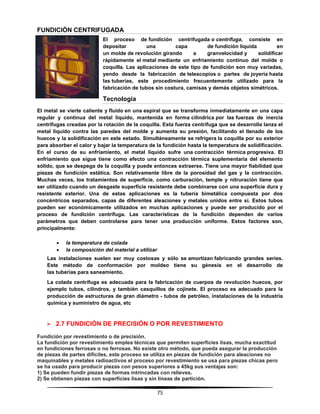
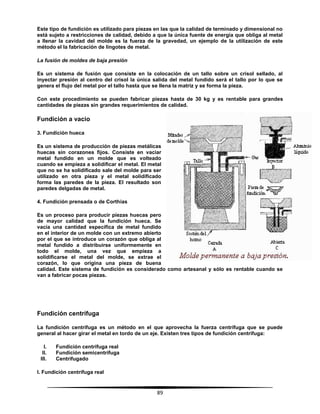
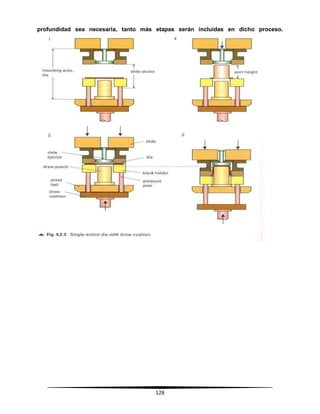
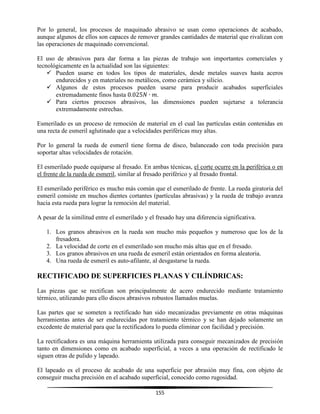
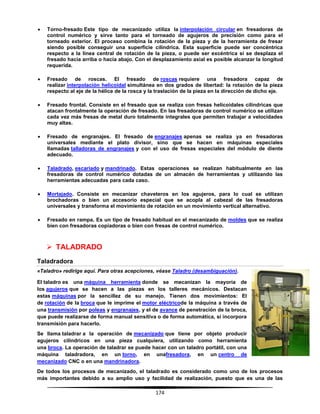
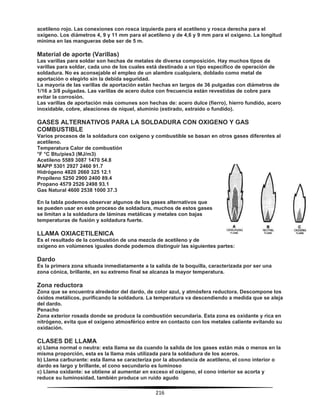
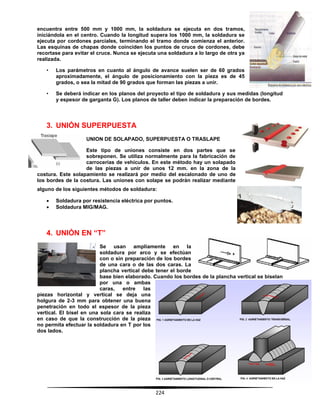
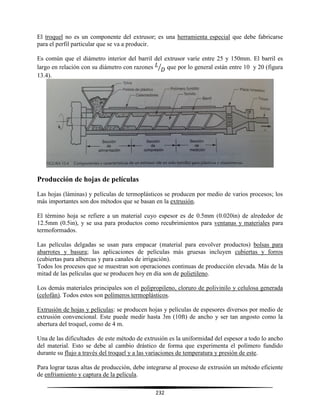
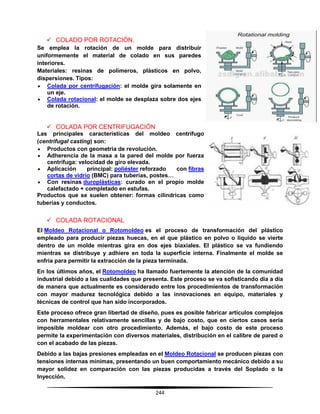
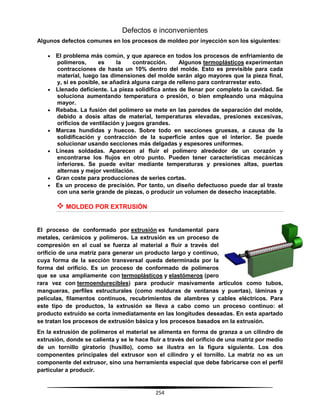
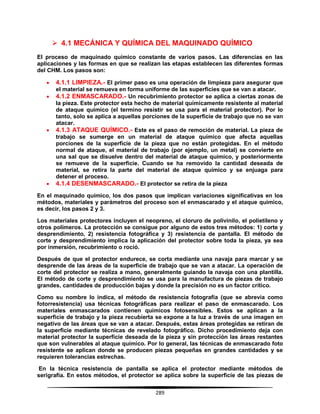
Medida y control del espesor
La medida del espesor de la lámina, que circula a velocidades de hasta 30m/min por los
rodillos de arrastre de la calandria se hace mediante rayos ß emitidos por una fuente
radioactiva de baja energia que se mueve en la direccion perpendicular. Asi se va
barriendo la lamina de lado a lado, de modo que los rayos la atraviesan
perpendicularmente dando asi una
lectura del espesor de la lámina.
Debido al peso propio de los
cilindros, soportados
exclusivamente en sus extremos
por los cojinetes, y a la
contrapresion del material
comprimido en el entrehierro se
produce una deformación o flecha
que reduce el espesor de la lámina
por el centro, especialmente con
cilindros de gran longitud. Para
compensarla se puede modificar el
perfil de la generatriz del cilindro,
pero esta solucion solo es adecuada cuando se utiliza un](https://image.slidesharecdn.com/portafoliofinal-160111062640/85/Procesos-de-manofactura-259-320.jpg)
![262
Al vacío directo.
Con macho.
Con molde coincidente.
Mecánico.
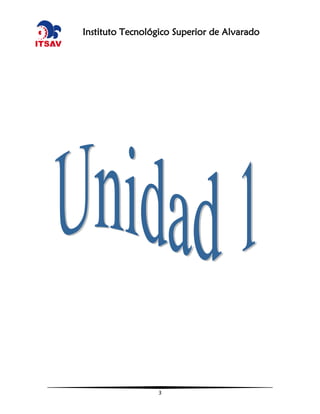
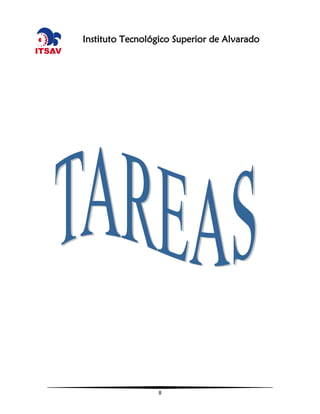
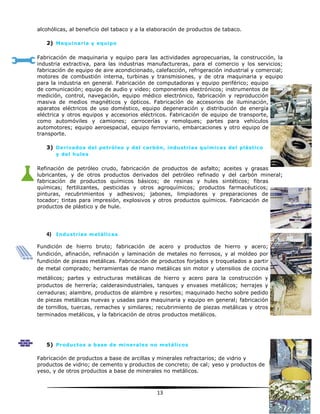
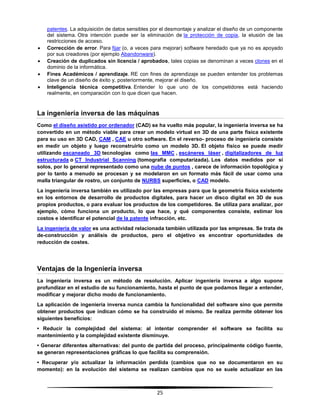
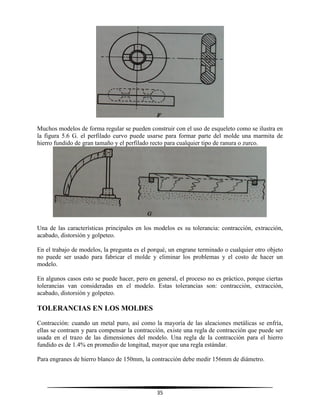
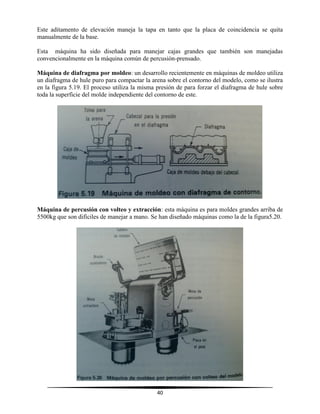
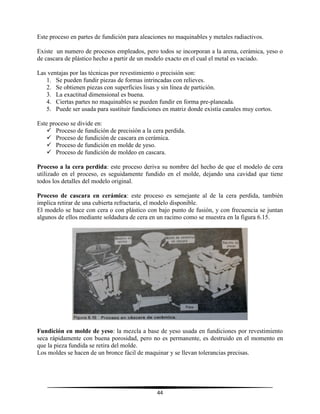
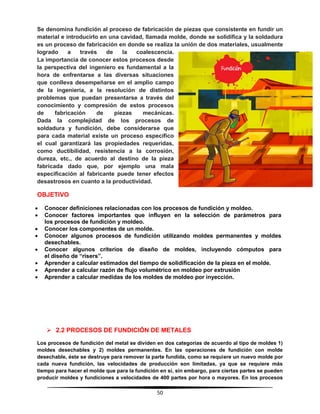
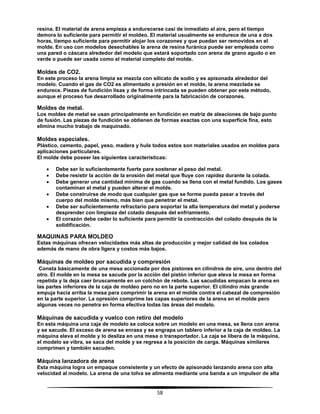
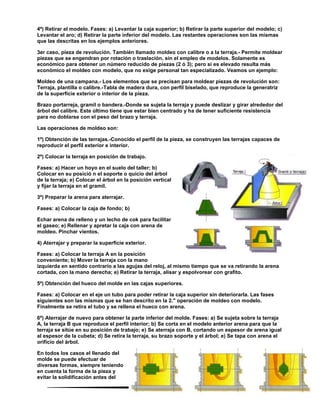
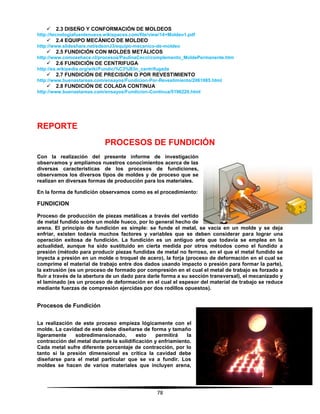
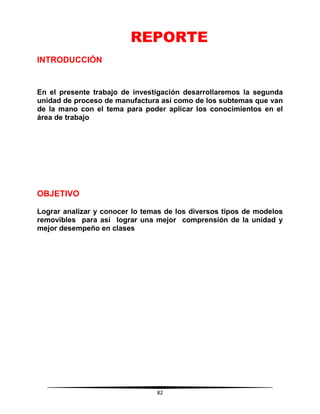
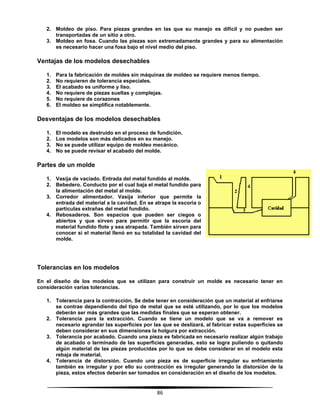
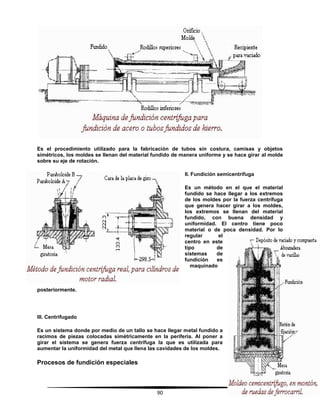
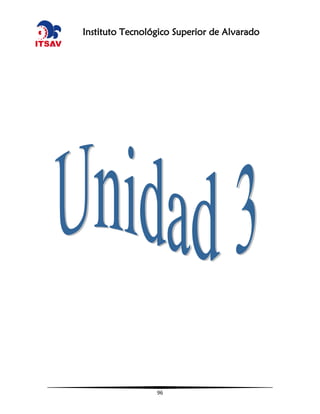
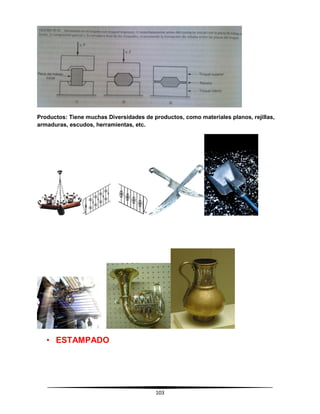
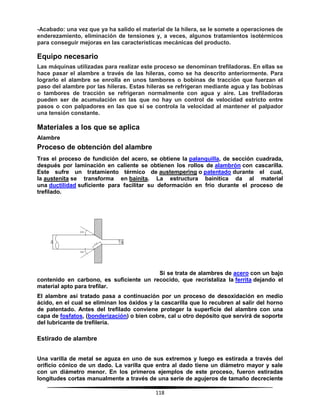
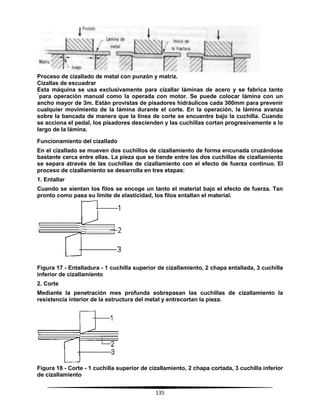
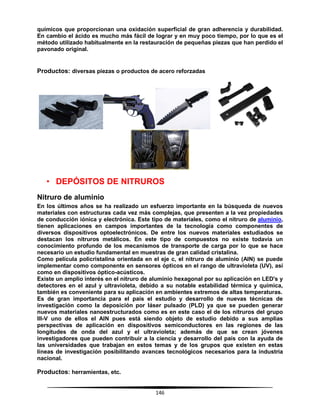
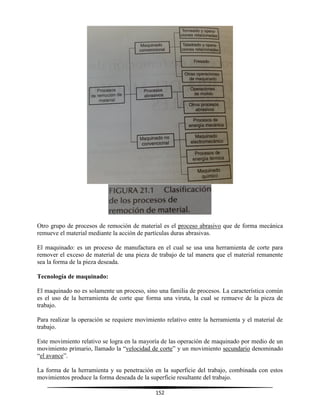
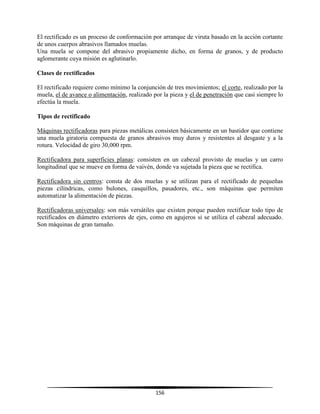
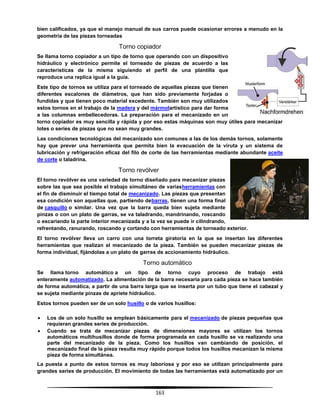
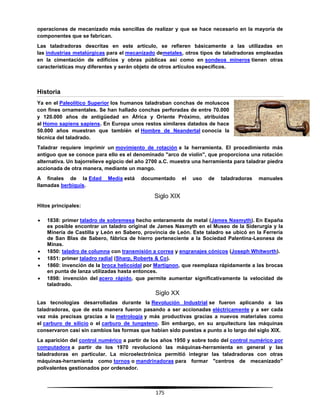
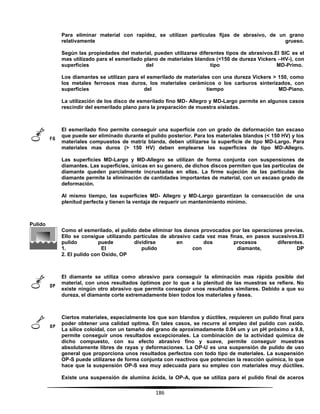
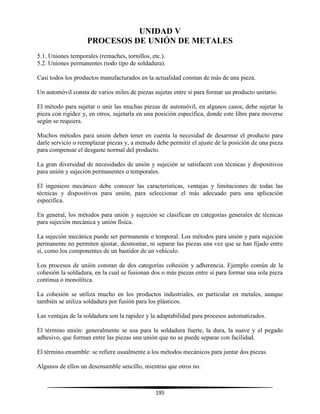
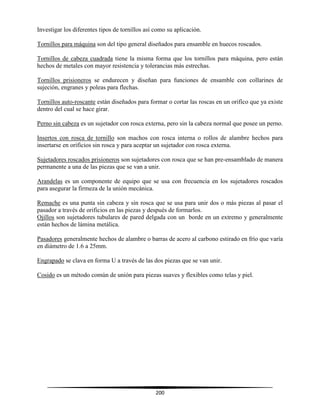
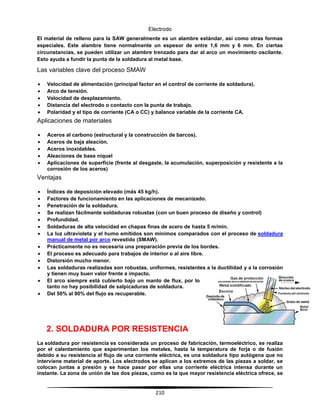
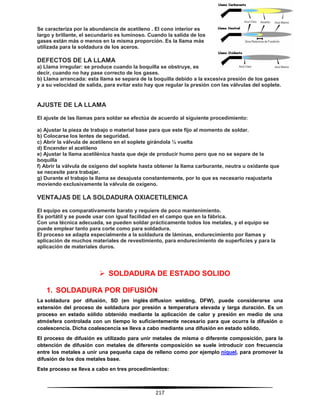
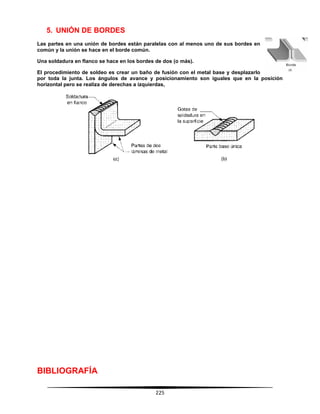
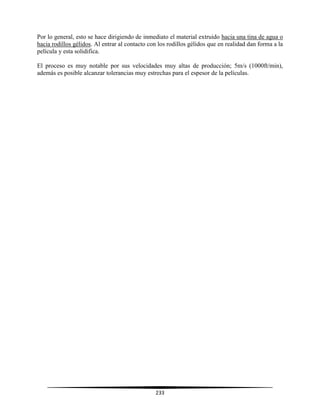
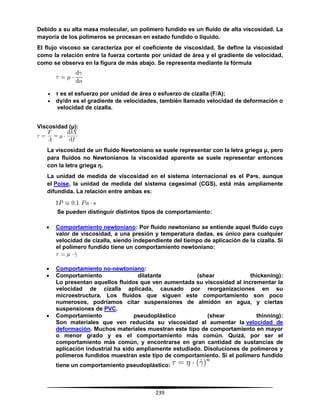
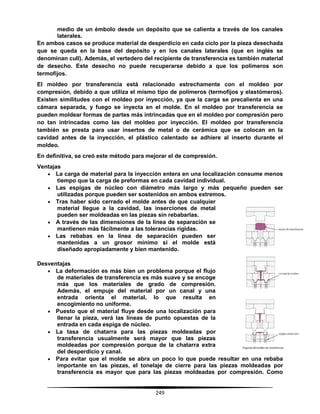
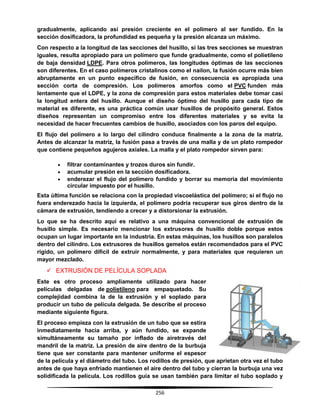
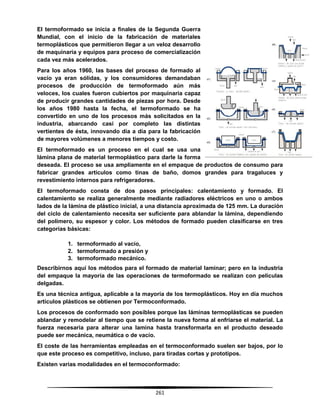
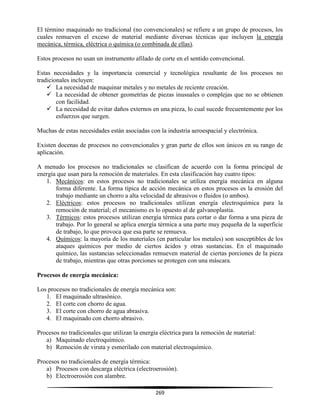
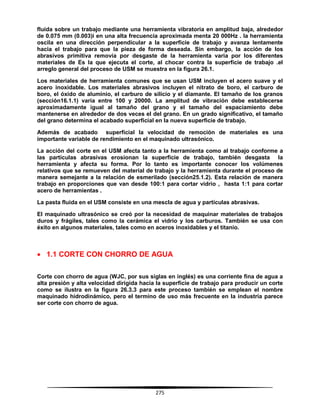
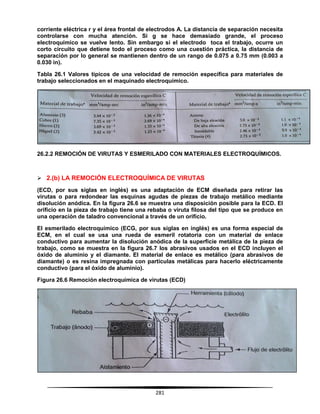
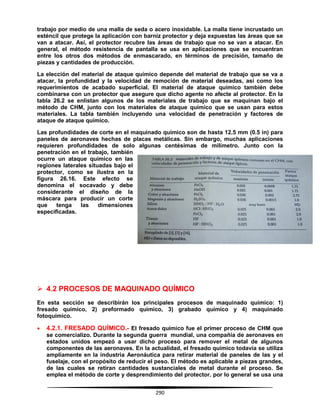
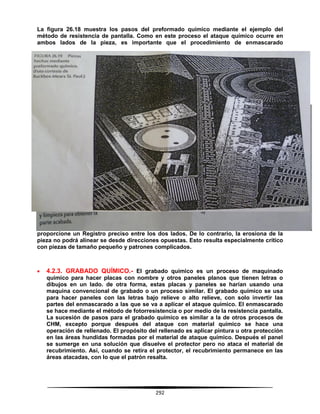
TERMOCONFORMADO AL VACÍO DIRECTO
El método más antiguo es el termoformado al vacío (llamado simplemente formado al
vacío en sus inicios, en los años cincuenta) en el cual se usa presión negativa para
adherir la lámina precalentada dentro la cavidad del molde, seguidamente se baja y toma
la forma del molde sobre el que se coloca y acciona un estado de vacío para su completa
deformación. El proceso se explica en la figura en su forma más básica. Los agujeros
para hacer el vacío en el molde son del orden de 0,8 mm de diámetro, así sus efectos en
la superficie del plástico son menores.
Se limita a diseños sencillos, pudiéndose producir adelgazamiento en las esquinas. El
equipo de termoconformado y las matrices son relativamente baratos. Cuando se enfría
el plástico, se saca para su desbarbado o postratamiento, si es necesario.
Calentamiento.
(2) Se coloca sobre la cavidad de un molde cóncavo.
(3) El vacío atrae la lámina hacia la cavidad.
(4) El plástico se endurece al contacto con la superficie fría del molde, la parte se retira y
luego se recorta de la hoja.]]
El uso del termoformado, tiene grandes ventajas y pueden obtenerse desde una
producción menor a grandes volúmenes de producción, adecuando el material y la
cantidad de moldes a utilizar al volumen solicitado. El diseño de formas para las piezas a
termoformar, es infinito, pero siempre queda como requisito dejar ángulos de salida para
su correcto desmolde.
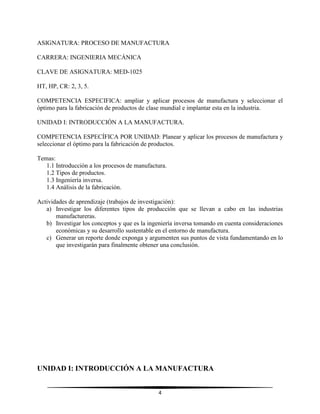
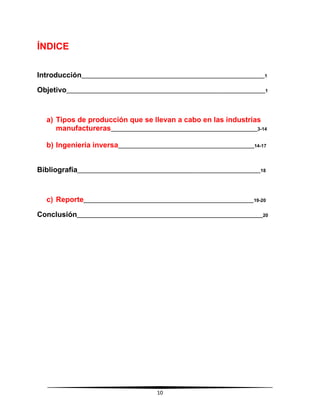
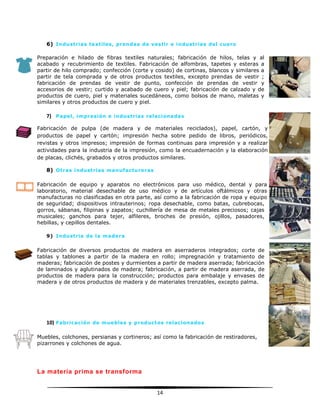
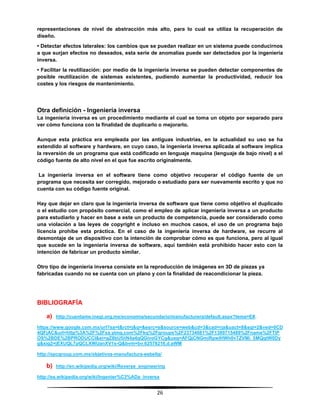
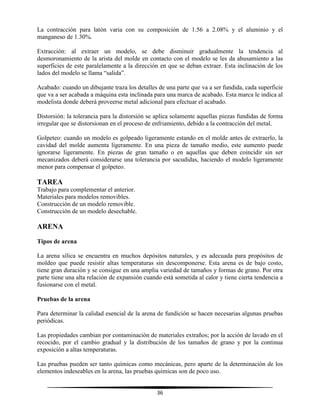
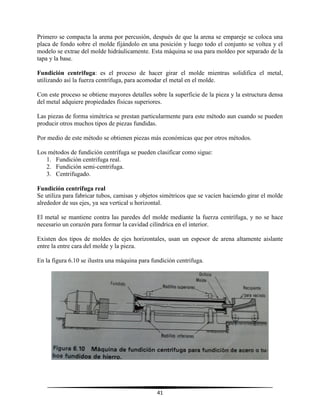
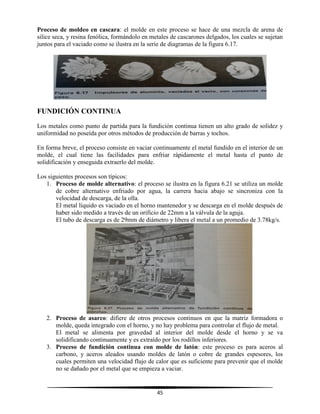
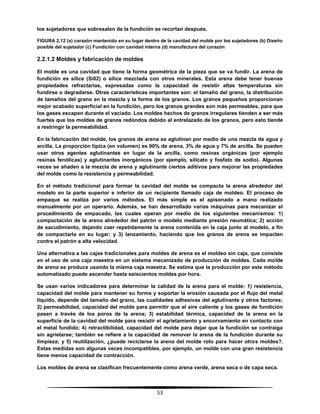
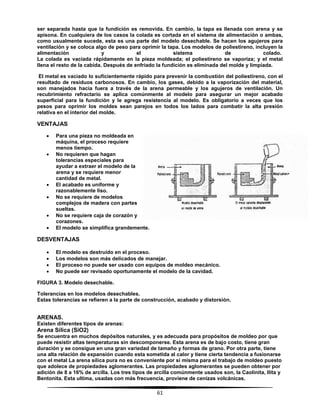
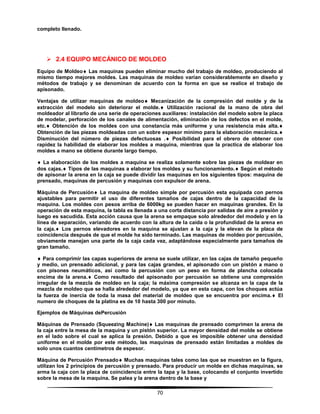
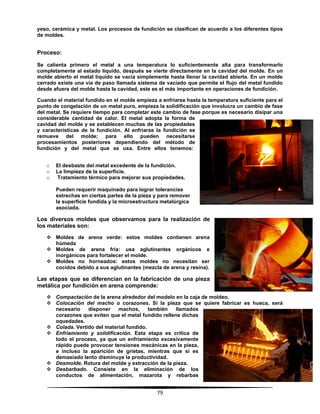
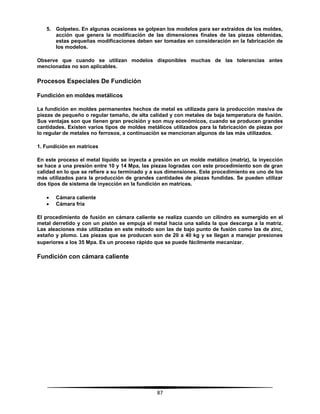
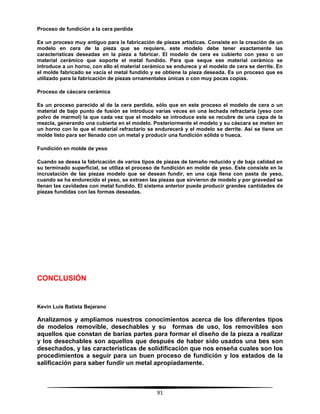
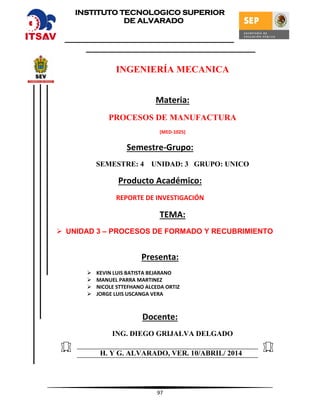
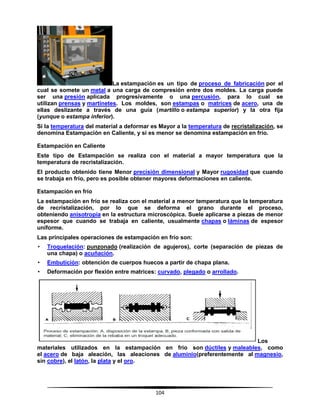
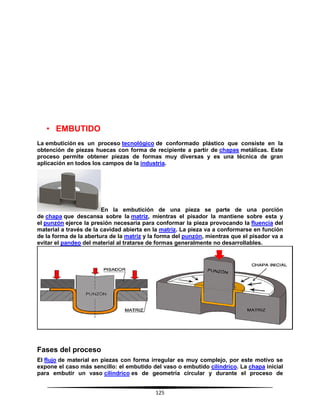
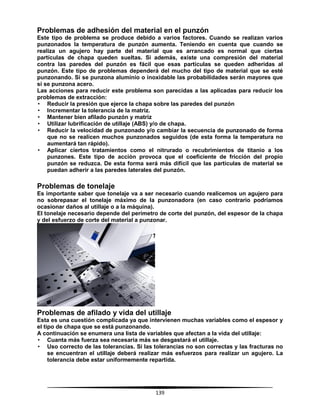
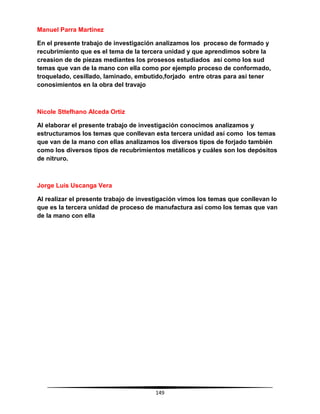
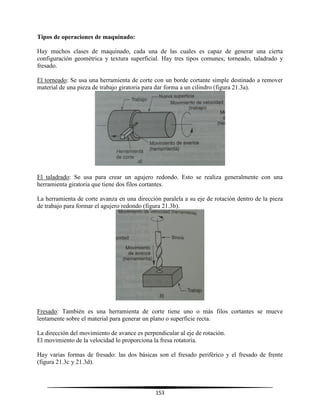
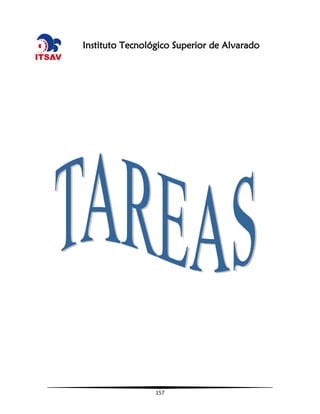
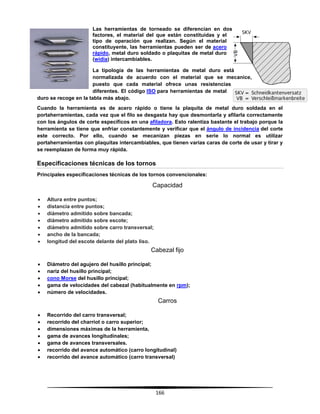
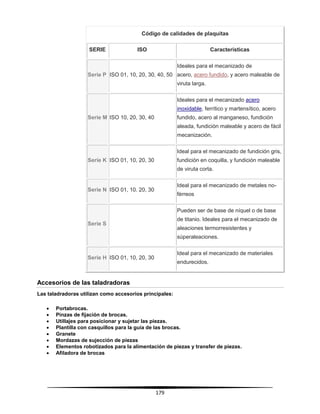
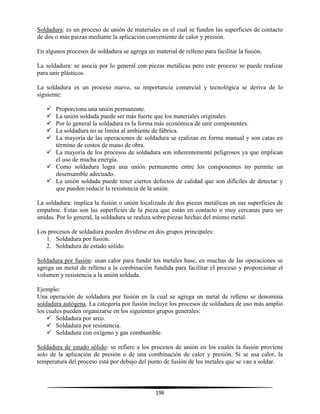
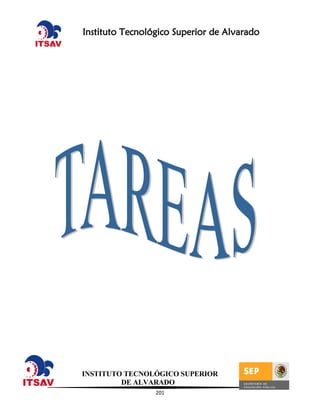
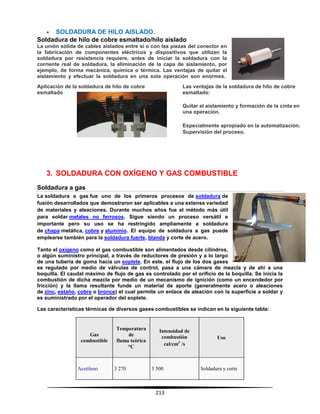
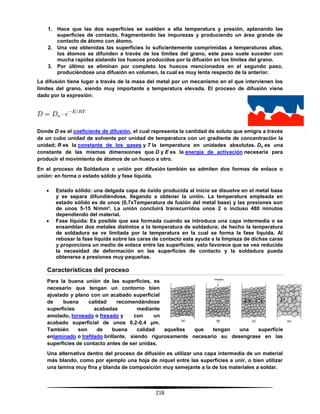
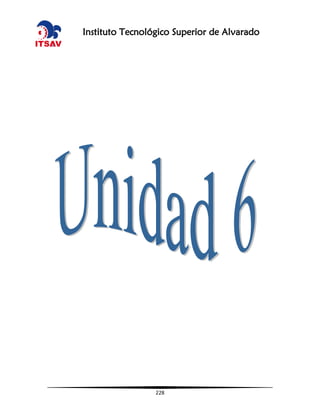
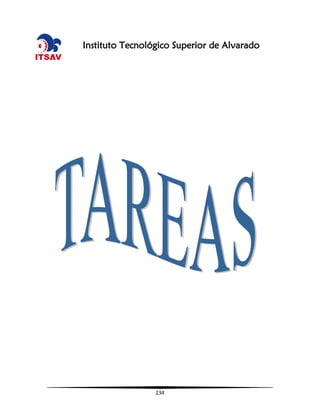
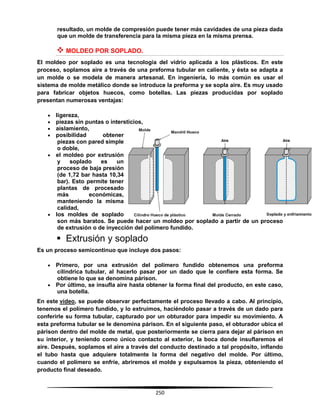
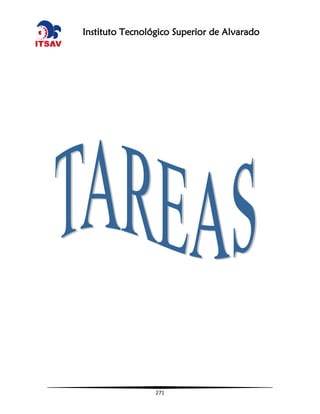
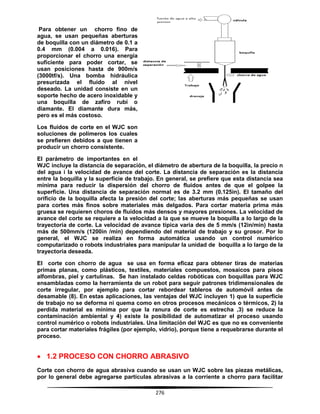
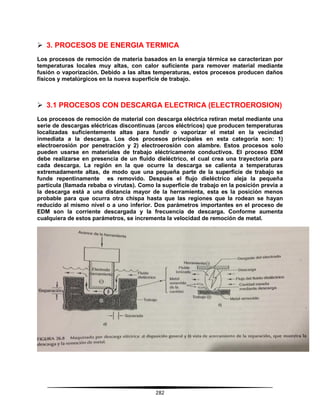
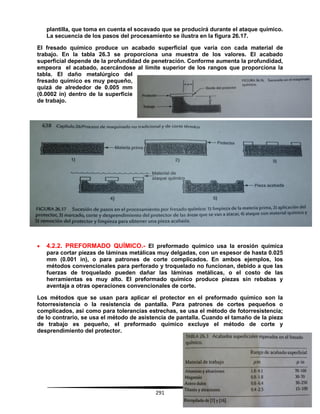
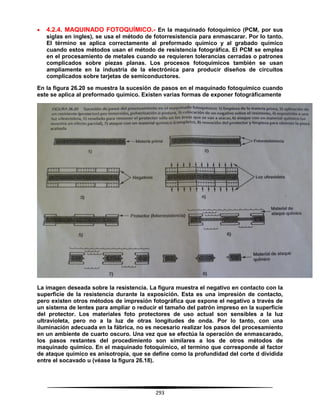
TERMOCONFORMADO A PRESIÓN
Una alternativa del formado al vacío involucra
presión positiva para forzar al plástico caliente
dentro de la cavidad del molde. Esto se llama
termoformado a presión o formado por
soplado; su ventaja sobre el formado al vacío
radica en que se pueden desarrollar presiones
más altas, ya que en el método anterior este
parámetro se limita a un máximo teórico de una](https://image.slidesharecdn.com/portafoliofinal-160111062640/85/Procesos-de-manofactura-262-320.jpg)
![263
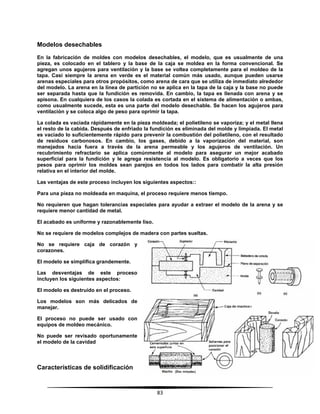
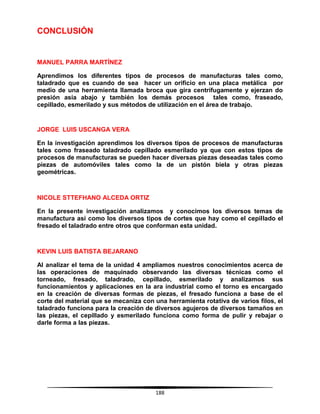
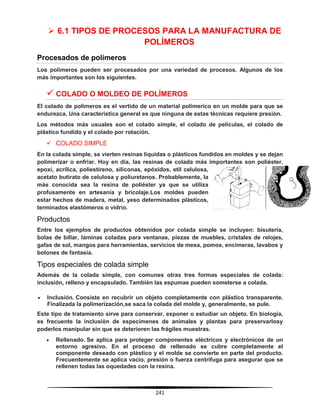
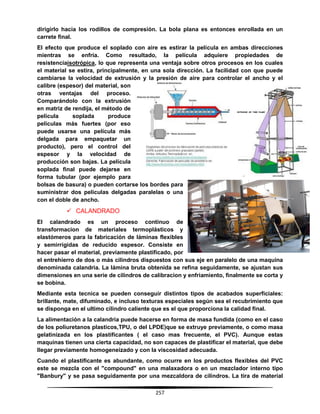
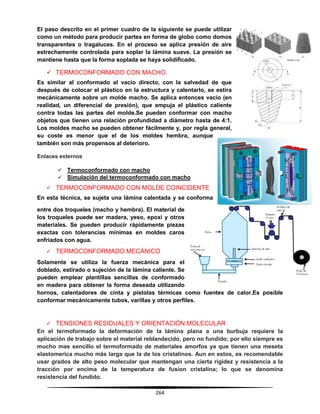
atmósfera. Son comunes las presiones de formado de tres a cuatro atmósferas. La
secuencia del proceso es similar a la anterior, la diferencia es que la lámina se presiona
desde arriba hacia la cavidad del molde. Los agujeros de ventilación en el molde dejan
salir el aire atrapado. La parte del formado de la secuencia (pasos 2 y 3) se ilustra en la
siguiente figura.
Diferencia está en (2), la lámina se coloca sobre una cavidad M molde y en (3) la presión
positiva fuerza a la lámina dentro de la cavidad.]]
Es conveniente distinguir aquí entre moldes negativos y positivos. Los moldes que se
muestran en las figuras anteriores son moldes negativos porque tienen cavidades
cóncavas. Un molde positivo tiene una forma convexa. Ambos tipos se usan en
termoformado. En el caso del molde positivo, la lámina caliente recubre la forma
convexa, y se usa presión negativa o positiva para forzar al plástico contra la superficie
del molde. El molde positivo se muestra en la siguiente figura para el caso de formado al
vacío.
Plástico caliente se coloca sobre el molde positivo.
(2) La mordaza desciende en posición, cubriendo el molde
con la lámina mientras la vacía fuerza a la lámina contra la
superficie del molde.]]
La diferencia entre moldes positivos y negativos puede
parecer poco importante ya que las formas de las partes
son virtualmente idénticas, como se muestra en los
diagramas. Sin embargo, si la parte es embutida dentro de
un molde negativo, entonces la superficie exterior tendrá el contorno exacto de la
cavidad del molde. La superficie interna poseerá una aproximación del contorno y un
acabado correspondiente al de la lámina u hoja inicial. Al contrario, si la lámina recubre
un molde positivo, entonces la superficie interior será idéntica a la del molde convexo y
la superficie exterior la seguirá aproximadamente. Dependiendo de los requerimientos
del producto esta distinción puede ser importante Otra diferencia es el adelgazamiento
de la lámina de plástico, el cual constituye un problema en termoformado que debe
tomarse en cuenta. A menos que el contorno del molde sea poco profundo, habrá
diferencias significativas si la lámina se estira para ser conformada en el contorno del
molde. Los moldes positivos y negativos producen diferentes modelos de
adelgazamiento en una pieza.
Por ejemplo, considérese una tina. En el molde positivo, al colocar la lámina sobre la
forma convexa, la porción que hace contacto con la superficie superior (correspondiente
a la base de la tina) solidifica rápidamente y no experimenta prácticamente ningún
estiramiento. Esto da corno resultado tina base gruesa, pero un adelgazamiento
significativo en las paredes de la tina. Por el contrario, un molde negativo producirá una
distribución más pareja del estiramiento y adelgazamiento de la lámina, antes de que ésta
entre en contacto con la superficie fría del molde.
Una manera de mejorar la distribución del adelgazamiento en un molde positivo es
estirando previamente la lámina antes de recubrir la forma convexa. Como se muestra en
la figura siguiente, la lámina de plástico caliente se estira uniformemente por presión de
vacío en una forma esférica antes de ponerla sobre el molde.](https://image.slidesharecdn.com/portafoliofinal-160111062640/85/Procesos-de-manofactura-263-320.jpg)









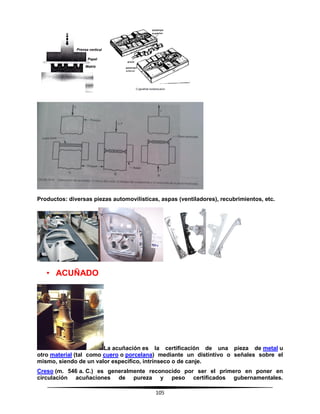
La manufactura transforma materiales en productos mediante procesos físicos y químicos. Incluye operaciones de formado, mejoramiento de propiedades y procesamiento de superficies usando maquinaria, herramientas y energía. La manufactura es importante económicamente ya que crea bienestar material a través de la producción de bienes.






































































