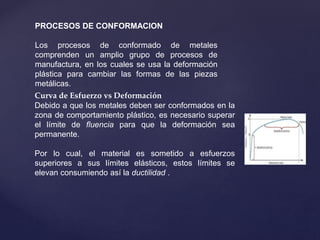
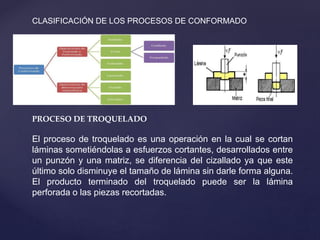
Este documento describe varios procesos de conformado de metales, incluyendo conformado en frío y en caliente. Algunos procesos discutidos son troquelado, doblado, embutido, laminado, forjado y extrusión. El conformado en frío produce piezas con mayor precisión y dureza pero requiere más fuerza, mientras que el conformado en caliente permite mayores deformaciones pero con menos precisión dimensional.