FUNDICIÓN
Consiste enlicuar una masa metálica
(volver líquida) y colarla en adecuados
moldes.
Se emplea para piezas de forma complicada
5.
FUNDICIÓN
EN ARENA
EN CASCARA
EN MODELO CONSUMIBLE
EN MOLDE DE YESO
EN MOLDE PERMANENTE
INYECTADA
6.
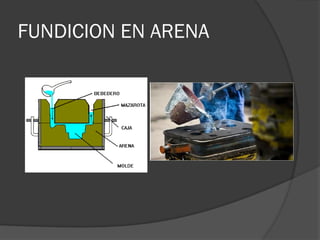
FUNDICION EN ARENA
Consiste en colocar un modelo con la
forma de la pieza deseada en arena
para crear una impresión, incorporar un
sistema de alimentación, llenar la
cavidad resultante de metal fundido,
dejar que el metal se enfríe hasta que
se solidifique, romper el molde de arena
y retirar la fundición.
FUNDICIÓN EN CASCARA
La fundición en molde consiste en
calentar el modelo sobre un metal ferroso
o de aluminio (175-370°C) recubierto con
un agente separador (silicón) y sujeto a
una cámara que contiene arena fina con
2,4 a 4 % de aglutinante de resina
termoestable la cual recubre el modelo
(por volteo o soplado). Este conjunto se
coloca dentro de un horno para completar
el curado de la resina.
FUNDICION EN MODELOCONSUMIBLE
El proceso de fundición de modelo consumible utiliza
en modelo de poliestireno, el cual se evapora en
contacto con el metal fundido para forma una cavidad
para la fundición.
Para ello se colocan perlas de poliestireno crudo
desechable con 5 a 8 % de pentano en un dado
precalentado (de aluminio) dejando que se expanda y
tome la forma de la cavidad del dado y se aplica más
calor a fin de fundir y unir las perlas entre sí. El
modelo así obtenido se coloca en una caja de moldeo
junto con arena compactada y sin retirarlo se vacía el
metal fundido en el molde la cual vaporiza el modelo.
FUNDICION EN MOLDEDE YESO Y
CERÁMICA
La fundición en molde de yeso emplea
sulfato de calcio con la adición de talco y
harina de sílice para mejorar la resistencia
del molde y controlar el tiempo requerido
para el curado del yeso. Estos componentes
se mezclan con agua y el barro resultante en
vaciado sobre el modelo.
El molde cerámico utiliza materiales
refractarios para el molde haciéndolo
adecuado para aplicaciones de altas
temperaturas.
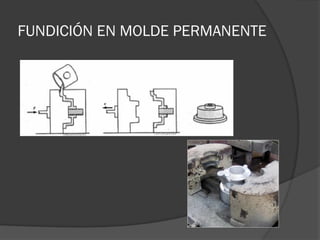
FUNDICIÓN EN MOLDEPERMANENTE
En la fundición en molde permanente
los moldes se fabrican de hierro colado,
acero, bronce, grafito o aleaciones de
metal refractario recubiertos por un
barro refractario o grafito a fin de
incrementar la vida útil. Estos son
calentados antes del vaciado del metal
fundido para facilitar el flujo y reducir el
daño por gradiente térmico.
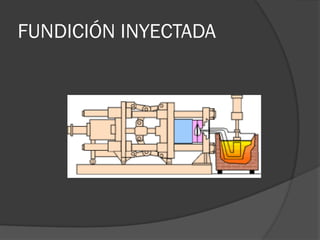
FUNDICIÓN INYECTADA
Serequieren estampas desmontables
con huecos cavidades iguales a la
forma de la pieza a obtener; dichas
estampas o moldes se montan en
máquinas especiales que permiten el
cierre de las mismas e introducen a
presión el metal líquido
CONFORMADO
Los procesosde conformado de
metales comprenden un amplio grupo
de procesos de manufactura, en los
cuales se usa la deformación plástica
para cambiar las formas de las piezas
metálicas
20.
CONFORMADO
Trabajo enfrío:
Se refiere al trabajo a temperatura ambiente
o menor. Este trabajo ocurre al aplicar un
esfuerzo mayor que la resistencia de
cedencia original de metal, produciendo a la
vez una deformación.
21.
CONFORMADO
Trabajo encaliente
Se define como la deformación plástica del
material metálico a una temperatura mayor
que la de recristalización.
La ventaja principal del trabajo en caliente
consiste en la obtención de una
deformación plástica casi ilimitada, que
además es adecuada para moldear partes
grandes porque el metal tiene una baja
resistencia de cedencia y una alta ductilidad
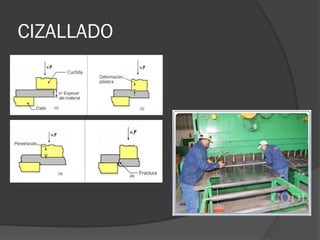
CORTE
CIZALLADO
Elproceso de cizallado es una operación de
corte de láminas que consiste en disminuir
la lámina a un menor tamaño. Para hacerlo
el metal es sometido a dos bordes
cortantes.
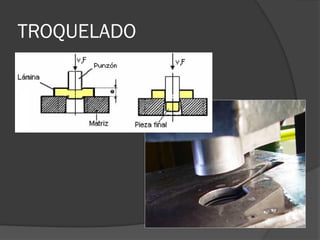
CORTE
TROQUELADO
Elproceso de troquelado es una operación
en la cual se cortan láminas sometiéndolas
a esfuerzos cortantes, desarrollados entre
un punzón y una matriz. El producto
terminado del troquelado puede ser la
lámina perforada o las piezas recortadas.
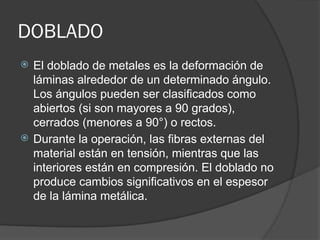
DOBLADO
El dobladode metales es la deformación de
láminas alrededor de un determinado ángulo.
Los ángulos pueden ser clasificados como
abiertos (si son mayores a 90 grados),
cerrados (menores a 90°) o rectos.
Durante la operación, las fibras externas del
material están en tensión, mientras que las
interiores están en compresión. El doblado no
produce cambios significativos en el espesor
de la lámina metálica.
29.
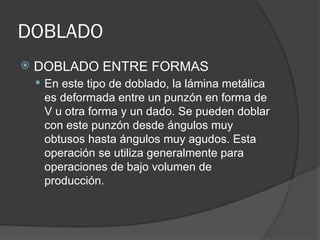
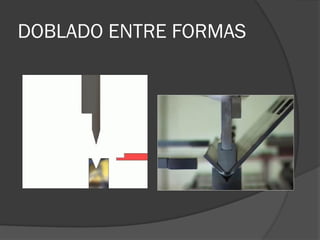
DOBLADO
DOBLADO ENTREFORMAS
En este tipo de doblado, la lámina metálica
es deformada entre un punzón en forma de
V u otra forma y un dado. Se pueden doblar
con este punzón desde ángulos muy
obtusos hasta ángulos muy agudos. Esta
operación se utiliza generalmente para
operaciones de bajo volumen de
producción.
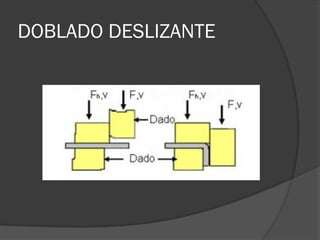
DOBLADO
DOBLADO DESLIZANTE
En el doblado deslizante, una placa
presiona la lámina metálica a la matriz o
dado mientras el punzón le ejerce una
fuerza que la dobla alrededor del borde del
dado.
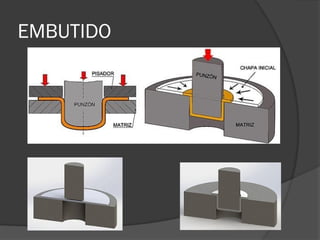
EMBUTIDO
El procesode embutido consiste en
colocar la lámina de metal sobre un
dado y luego presionándolo hacia la
cavidad con ayuda de un punzón que
tiene la forma en la cual quedará
formada la lámina.
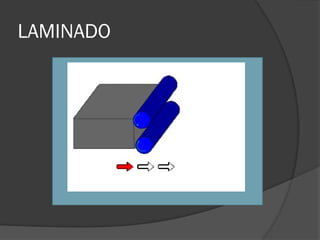
LAMINADO
El laminadoes un proceso en el que se
reduce el espesor de una pieza larga a
través de fuerzas de compresión
ejercidas por un juego de rodillos, que
giran apretando y halando la pieza entre
ellos.
FORJADO
El procesode forjado fue el primero de
los procesos del tipo de compresión
indirecta y es probablemente el método
más antiguo de formado de metales.
Involucra la aplicación de esfuerzos de
compresión que exceden la resistencia
de fluencia del metal. En este proceso de
formado se comprime el material entre
dos dados, para que tome la forma
deseada.
38.
FORJADO
La mayoríade operaciones de forjado
se realiza en caliente, dada la
deformación demandada en el proceso
y la necesidad de reducir la resistencia
e incrementar la ductilidad del metal. Sin
embargo este proceso se puede realizar
en frío, la ventaja es la mayor
resistencia del componente, que resulta
del endurecimiento por deformación.
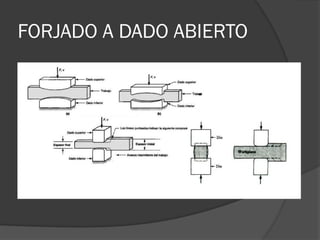
FORJADO A DADOABIERTO
Este proceso se puede describir como una
pieza sólida colocada entre dos matrices
planas o dados, cuya altura se reduce por
compresión.
Las superficies del dado pueden tener
cavidades sencillas para producir forjados
sencillos. En este proceso se mantiene el
volumen constante, toda la reducción de la
altura provoca el aumento del diámetro de
la pieza forjada.
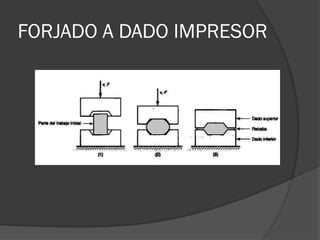
FORJADO A DADOIMPRESOR
La pieza a fabricar adquiere la forma de los huecos
o cavidades al forjarse entre dos matrices con
perfil.
Cuando se realiza esta operación algo de material
fluye hacia fuera y forma una rebaba, ésta tiene un
papel importante en el flujo del material en el
estampado ya que es delgada, se enfría
rápidamente y al ejercer una resistencia grisas a la
fricción que existe entre la rebaba y la matriz
somete a grandes presiones al material en la
cavidad de la matriz causando así el rellenado de
la cavidad.
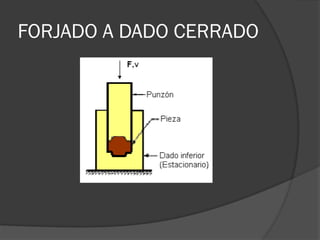
FORJADO A DADOCERRADO
El material de la pieza en bruto llena
completamente las cavidades del dado.
El dado restringe completamente el
material dentro de la cavidad y no se
produce rebaba excedente.
EXTRUSIÓN
La extrusiónes un proceso por
compresión en el cual el metal de trabajo
es forzado a fluir a través de la abertura de
un dado para darle forma a su sección
transversal. Ejemplos de este proceso son
secciones huecas, como tubos.
Existe el proceso de extrusión directa,
extrusión indirecta, y para ambos casos la
extrusión en caliente para metales (a alta
temperatura).
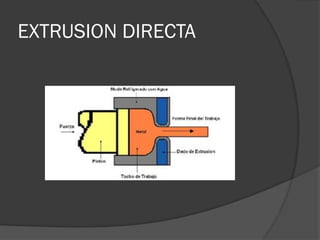
EXTRUSIÓN
DIRECTA
Enla extrusión directa, se deposita en un
recipiente un lingote en bruto llamado tocho,
que será comprimido por un pistón. Al ser
comprimido, el material se forzará a fluir por
el otro extremo adoptando la forma que
tenga la geometría del dado.
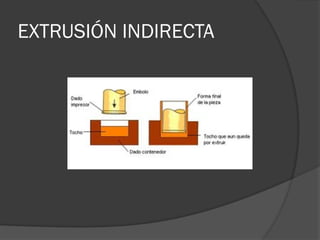
INDIRECTA
Laextrusión indirecta o inversa consiste en
un dado impresor que está montado
directamente sobre el émbolo. La presión
ejercida por el émbolo se aplica en sentido
contrario al flujo del material. El tocho se
coloca en el fondo del dado contenedor.
MECANIZADO POR ARRANQUEDE VIRUTA
El fundamento de la conformación con
arranque de viruta, a mano o a máquina, es el
corte del metal. Si se realiza a mano, el
instrumento cortante es la herramienta y el
motor, el esfuerzo muscular; cuando se
ejecuta a máquina existe también
herramienta; pero el motor es la máquina,
formando, en general, una unidad: la
máquina-herramienta. En este último caso
suele llamarse al proceso maquinado o
mecanizado.
55.
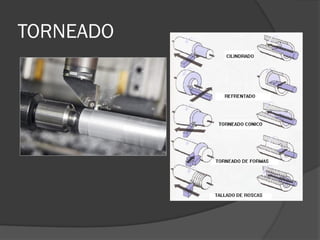
MECANIZADO POR ARANQUEDE VIRUTA
TORNEADO
Se realiza para dar forma a piezas
cilíndricas (roscas, ranuras, etc.). Para ello
se utiliza una máquina llamada torno. La
pieza metálica se sujeta en un plato que gira
sobre su eje, mientras que una herramienta
cortante actúa lateralmente sobre la pieza.
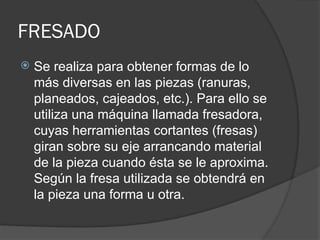
FRESADO
Se realizapara obtener formas de lo
más diversas en las piezas (ranuras,
planeados, cajeados, etc.). Para ello se
utiliza una máquina llamada fresadora,
cuyas herramientas cortantes (fresas)
giran sobre su eje arrancando material
de la pieza cuando ésta se le aproxima.
Según la fresa utilizada se obtendrá en
la pieza una forma u otra.
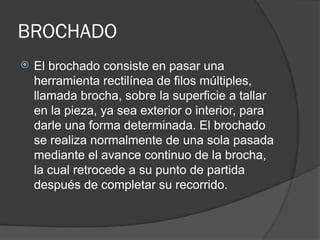
BROCHADO
El brochadoconsiste en pasar una
herramienta rectilínea de filos múltiples,
llamada brocha, sobre la superficie a tallar
en la pieza, ya sea exterior o interior, para
darle una forma determinada. El brochado
se realiza normalmente de una sola pasada
mediante el avance continuo de la brocha,
la cual retrocede a su punto de partida
después de completar su recorrido.
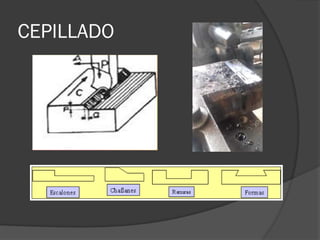
CEPILLADO
Consiste enarrancar viruta de la
superficie plana de un cuerpo por medio
de una herramienta monocortante, pero
donde el movimiento de corte alternativo
es efectuado por la pieza
AMORTAJADO HORIZONTAL
Tambiénconocido como limado
La herramienta realiza un movimiento de
corte horizontal, mientras la pieza realiza los
movimientos de avance y de ajuste. La
limadora o amortajadora horizontal se
presta para trabajar piezas pequeñas.
AMORTAJADO
VERTICAL
Laherramienta realiza un movimiento de corte
vertical, y el movimiento de la pieza es el
mismo, el de avance y el de ajuste.
Se realizan ranuras interiores, dentados
interiores, vaciados, perfilados de superficies
con bordes curvos, agujeros de diversas formas:
cuadrados, hexagonales, triangulares,
fabricación de chiveteros para engranajes,
poleas, etc.
MECANIZADO POR ABRASIÓN
En este tipo de mecanizados la
eliminación de material la realiza una
herramienta sin un filo definido, que
desprende pequeñas partículas de
material. Dicha herramienta puede ser
una muela abrasiva o un hilo conductor
que produce un arco eléctrico entre él y
la pieza arrancando dichas partículas.
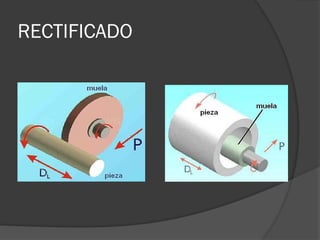
RECTIFICADO
El rectificadoconsiste en eliminar
material mediante una herramienta
abrasiva o muela. Es una operación que
se lleva a cabo en piezas que requieren
tolerancias exigentes
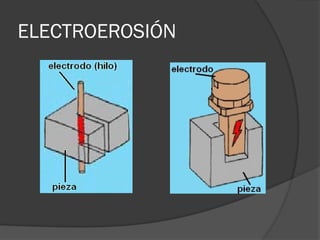
ELECTROEROSIÓN
Procedimiento porel cual se arrancan
partículas de material mediante sucesivas
descargas eléctricas, como resultado del arco
eléctrico que se produce entre un electrodo
(que sería la herramienta) y la pieza. La
condición es que el material a mecanizar sea
conductor.
Una ventaja es la posibilidad de trabajar
materiales muy duros porque no hay contacto
de la herramienta (electrodo) con la pieza.