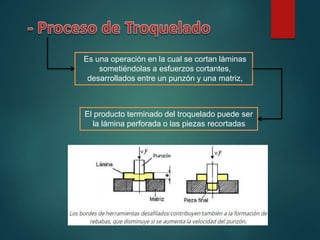
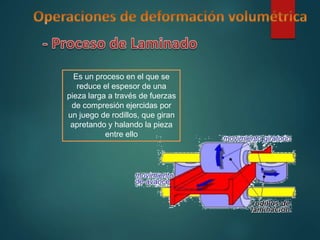
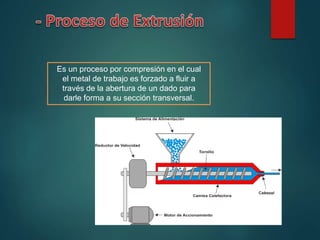
Este documento presenta información sobre diferentes procesos de conformado de piezas metálicas como el doblado, corte, embutido y laminado. Explica que el doblado involucra la deformación de láminas alrededor de un ángulo usando una prensa o plegadora, mientras que el corte elimina porciones de metal usando herramientas cortantes. El embutido coloca la lámina de metal en una cavidad usando un punzón, y el laminado reduce el espesor de una pieza a través de rodillos.