Descargar como PDF, PPTX

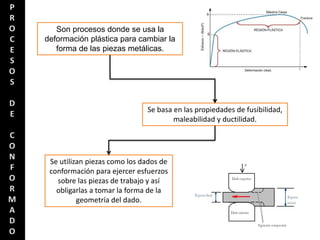

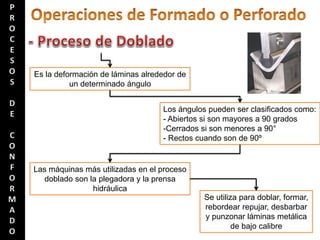
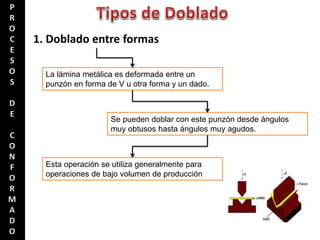
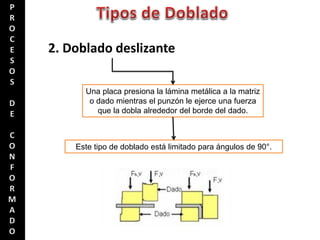
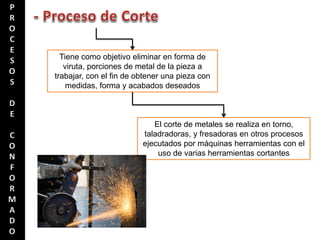
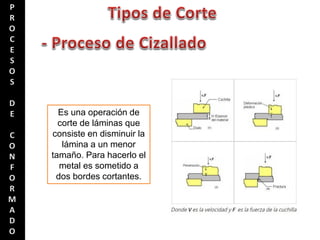
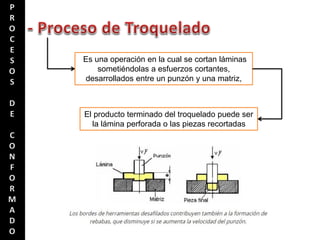
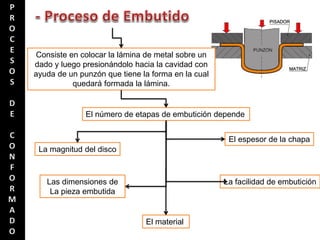
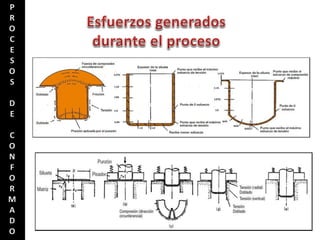
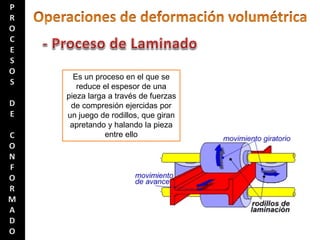
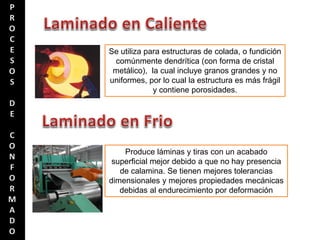
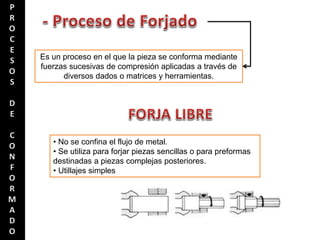
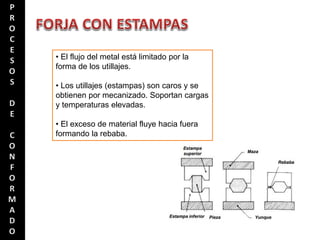
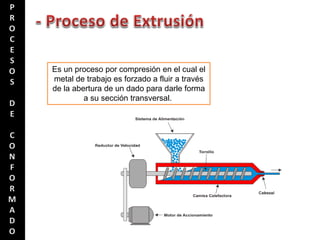
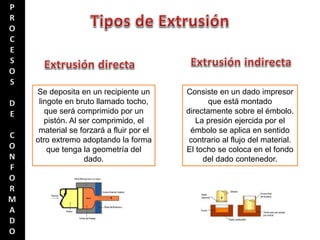

Este documento describe diferentes procesos de conformado de metales, los cuales incluyen doblado, corte, embutido, laminado, forjado y extrusión. Estos procesos usan deformación plástica para cambiar la forma de las piezas metálicas aplicando fuerzas a través de dados y herramientas. Algunos procesos como el doblado y embutido se realizan en frío o en caliente dependiendo de los requerimientos de la forma y esfuerzo necesario.





















































