Este documento describe los diferentes tipos de conformados de plásticos, incluyendo moldeo por extrusión, inyección, compresión, transferencia, soplado, rotacional y termoformado. El moldeo por extrusión se usa para producir láminas, tubos y perfiles continuos mediante la fuerza de un material a través de un orificio. El moldeo por inyección inyecta plástico fundido en un molde cerrado. Otros métodos incluyen moldeo por compresión, transferencia, soplado y rotacional para produ
Pada bagian ini dibahas tentang
pengertian motivasi, teori motivasi.
Dengan dasar pemahaman ini akan
menjadi landasan bagi mahasiswa
untuk memahami pengertian
pengertian motivasidan teori-teori
motivasi Bagian ini merupakan dasar
untuk mempelajari, mendalami serta
memahami pentingnya mengetahui
perilaku organisasi
ESCRITO ESTA EN ACCIÓN. DIOS BENDICE A JACOB Y LAS PRUEBAS DE JACOB EN SUS ÚL...CPV
SE TRATA DE UN TRIPTICO QUE TRATA SOBRE LA OCASIÓN CUANDO JACOB RECIBE LA BENDICIÓN DE DIOS Y LAS PRUEBAS O ADVERSIDADES QUE SUFRIÓ EN LOS ÚLTIMOS DÍAS DE SU VIDA. SE ENCUENTRA EN GÉNESIS 35:1-29. ADEMAS HAY UN CRUCIGRAMA BÍBLICO SOBRE LA MISMA LECCIÓN, UNA ANÉCDOTA CRISTIANA, ALGUNOS PENSAMIENTOS SABIOS Y UN VERSÍCULO POR MEMORIZAR.
La guia Professional per a reunions del Baix Llobregat”, és una publicació adreçada a les empreses per a la organització de convencions, reunions o qualsevol altre tipus d’event, posant en relleu la disposició de la comarca per acollir i oferir un servei de qualitat d’aquest sector.
Estructurada en diverses seccions, s’ofereix informació relativa a “Fires, Auditoris i altres espais”, “Espais singulars”, “Gastronomia”, “Allotjament”, “Conference Services”, “Leisure Time” i “Activitats Outdoor (o teambuilding)”. La guia es completa amb una descripció dels principals atractius turístics del Baix Llobregat.
Se denomina motor de corriente alterna a aquellos motores eléctricos que funcionan con alimentación eléctrica en corriente alterna. Un motor es una máquina motriz, esto es, un aparato que convierte una forma determinada de energía en energía mecánica de rotación o par.
Aletas de Transferencia de Calor o Superficies Extendidas.pdfJuanAlbertoLugoMadri
Se hablara de las aletas de transferencia de calor y superficies extendidas ya que son muy importantes debido a que son estructuras diseñadas para aumentar el calor entre un fluido, un sólido y en qué sitio son utilizados estos materiales en la vida cotidiana
Convocatoria de becas de Caja Ingenieros 2024 para cursar el Máster oficial de Ingeniería de Telecomunicacion o el Máster oficial de Ingeniería Informática de la UOC
SESION 1 - SESION INTRODUCTORIA - INTRODUCCIÓN A LA PERFORACIÓN Y VOLADURA DE...
Profundizado07 gr2
1. Álvaro García – Iñigo Gorrochategui 07_GR2
En esta exposición que vamos a realizar veremos los distintos tipos de conformados de los
plásticos. Los principales tipos de moldeos son por extrusión, por inyección, por compresión,
por transferencia, por soplado, por moldeo rotacional y por último termoformado.
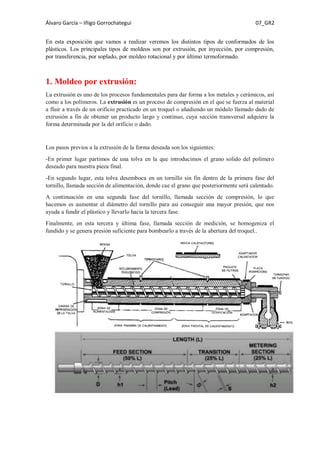
1. Moldeo por extrusión:
La extrusión es uno de los procesos fundamentales para dar forma a los metales y cerámicos, así
como a los polímeros. La extrusión es un proceso de compresión en el que se fuerza al material
a fluir a través de un orificio practicado en un troquel o añadiendo un módulo llamado dado de
extrusión a fin de obtener un producto largo y continuo, cuya sección transversal adquiere la
forma determinada por la del orificio o dado.
Los pasos previos a la extrusión de la forma deseada son los siguientes:
-En primer lugar partimos de una tolva en la que introducimos el grano solido del polímero
deseado para nuestra pieza final.
-En segundo lugar, esta tolva desemboca en un tornillo sin fin dentro de la primera fase del
tornillo, llamada sección de alimentación, donde cae el grano que posteriormente será calentado.
A continuación en una segunda fase del tornillo, llamada sección de compresión, lo que
hacemos es aumentar el diámetro del tornillo para asi conseguir una mayor presión, que nos
ayuda a fundir el plástico y llevarlo hacia la tercera fase.
Finalmente, en esta tercera y última fase, llamada sección de medición, se homogeniza el
fundido y se genera presión suficiente para bombearlo a través de la abertura del troquel..
2. Álvaro García – Iñigo Gorrochategui 07_GR2
Con los dados de extrusión podemos realizar formas tales como láminas, tubos o perfiles.
Laminas: Las láminas y las películas se producen en varios espesores mediante extrusión
convencional, usando un dado cuya abertura tiene la forma de una rendija delgada. La rendija
puede tener hasta 3 m de largo con un ancho cercano a 0.04 mm.
El dado incluye un conducto distribuidor que extiende la fusión de polímero lateralmente, antes
de que fluya a través de la rendija (orificio delgado). Una dificultad del método de extrusión es
la uniformidad del espesor a lo ancho del material. Esto se debe al cambio drástico de forma que
experimenta la fusión de polímero durante su paso a través del dado y a las variaciones de la
temperatura y de la presión en el dado. Para alcanzar altas velocidades de producción es
necesario incorporar al proceso de extrusión, métodos eficientes de enfriamiento y recolección
de la película; esto se logra conduciendo inmediatamente la extrusión hacia un baño de temple
con agua o sobre rodillos refrigerados.
Aquí podemos visualizar en tres dimensiones los diferentes canales de distribucion.
RECTO
3. Álvaro García – Iñigo Gorrochategui 07_GR2
COLA DE PEZ
PERCHA
4. Álvaro García – Iñigo Gorrochategui 07_GR2
Generalmente, los bordes de la película deben recortarse debido a que su espesor es más grande.
Para ayudar a compensar estas Variaciones los dados incluyen labios ajustables que permiten
alterar el ancho de la rendija o boquilla.
CONJUNTO DADO
SECCIÓN DADO
APLICACIONES:
Rafia
Manteles para mesa e individuales
Cinta Adhesiva
Flejes para embalaje
5. Álvaro García – Iñigo Gorrochategui 07_GR2
Tubos: de igual manera que extruimos las láminas, podemos extruir tubos únicamente
cambiando el dado de extrusión.
Lo que conforma el plástico al salir de la extrusora es un cabezal, que ajusta la forma a las
dimensiones del tubo o perfil requeridos. Pero eso no es todo, porque para asegurar la exactitud
de las dimensiones del producto es obligado pasar por el calibrado.
Tras obtener unas dimensiones adecuadas en la unidad de calibrado el perfil o el tubo pasan por
una unidad de enfriamiento. El movimiento de salida del perfil o del tubo de la extrusora se
ayuda con el tiro, que aplica una tensión o estiraje constante al material para que esté siempre en
movimiento.
6. Álvaro García – Iñigo Gorrochategui 07_GR2
Aquí podemos ver el dado de extrusión para el conformado de tubos. La parte de la izquierda es
la entrada del material fundido y la parte derecha se muestra la salida con la forma del tubo.
También podemos ver el tornillo de centrado (naranja) y el tornillo de que une las partes de
entrada y salida de la pieza (amarillo).
Además podemos observar un tubo en el centro de la pieza, algo parecido a un soplador cuya
función es refrigerar la pieza y mantener la forma del tubo.
APLICACIONES:
Tubería para condición de agua y drenaje
Manguea para jardín
Manguera para uso médico
Popotes Recubrimiento
Alambre para uso eléctrico y telefónico
Perfiles: se realizan de la misma forma que los tubos, cambiando el dado de extrusión.
Todas las entradas son cilíndricas y luego hay una transición de la forma mediante varios anillos
hasta obtener la forma deseada.
ENTRADA
7. Álvaro García – Iñigo Gorrochategui 07_GR2
SALIDA
SECCION (podemos observar la transición)
APLICACIONES
Hojas para persiana
Ventanería
Canales de flujo de Agua
8. Álvaro García – Iñigo Gorrochategui 07_GR2
2. Moldeo por inyección
En este método uno de los cambios más importantes es el funcionamiento del tornillo sin fin, ya
que consta de dos pasos. En un primer paso empuja el material fundido hasta el final del
tornillo, donde se acumula hasta “llenarse”. Una vez lleno, inyectamos el plástico en el molde
mediante el movimiento del tornillo, empujando el material acumulado anteriormente.
VIDEO: https://www.youtube.com/watch?v=R08wW-ngGZw
Los pasos que sigue el moldeo por inyección son los siguientes:
1. Molde cerrado y vacío. La unidad de inyección carga material y se llena de
polímero fundido.
2. Se inyecta el polímero abriéndose la válvula y, con el husillo que actúa como
un pistón, se hace pasar el material a través de la boquilla hacia las cavidades del
molde.
3. La presión se mantiene constante para lograr que la pieza tenga las
dimensiones adecuadas, pues al enfriarse tiende a contraerse.
4. La presión se elimina. La válvula se cierra y el husillo gira para cargar
material; al girar también retrocede.
5. La pieza en el molde termina de enfriarse (este tiempo es el más caro pues es
largo e interrumpe el proceso continuo), la prensa libera la presión y el molde se
abre; las barras expulsan la parte moldeada fuera de la cavidad.
6. La unidad de cierre vuelve a cerrar el molde y el ciclo puede reiniciarse.
9. Álvaro García – Iñigo Gorrochategui 07_GR2
Aquí podemos ver un molde y su sección con las diferentes placas para conseguir la
forma (en este caso es un ratón de ordenador)
Moldeo por compresión
El moldeo por compresión es un método de moldeo en el que el material de moldeo, en
general precalentado, es colocado en la cavidad del molde abierto. El molde se cierra, se
aplica calor y presión para forzar al material a entrar en contacto con todas las áreas del
molde, mientras que el calor y la presión se mantiene hasta que el material de moldeo se
ha curado.
10. Álvaro García – Iñigo Gorrochategui 07_GR2
Moldeo por transferencia
El moldeo por transferencia es un desarrollo a partir del moldeo por compresión en el
que el compuesto de moldeo se introduce en una cavidad dentro del molde, de modo
que al cerrar el molde el compuesto se transfiere hasta las diferentes cavidades de
moldeo a través de una serie de canales.
11. Álvaro García – Iñigo Gorrochategui 07_GR2
Moldeo por soplado
En este proceso, un tubo obtenido por extrusión (parison) es encerrado en un molde
abierto, que a continuación se cierra y el parison es inflado para tomar la forma de la
superficie de molde. Alternativamente, el parison puede ser moldeado por inyección
antes de su inflado. Como en el caso del moldeo por inyección, el molde esta frío en
relación con el polímero fundido, de modo que el producto moldeado sea enfriado
rápidamente. Este proceso es usado para producir componentes huecos como botellas,
contenedores grandes y depósitos de gasolina de automóviles.
Este método es muy utilizado para fabricar las botellas de plástico
VIDEO: https://www.youtube.com/watch?v=H0crHOkaOWc
Moldeo rotacional
Los artículos huecos también pueden ser producidos por moldeo rotacional, que implica
el giro de un molde calentado, que contiene el polímero en polvo , de modo que el
polímero fundido forma una capa homogénea sobre la superficie del molde. El molde
entonces se enfría mientras todavía está girando. Aunque es un proceso más lento que el
moldeo por soplado, esta técnica es capaz de producir grandes componentes con un
espesor muy uniforme de la pared, de hasta 10 mm.
12. Álvaro García – Iñigo Gorrochategui 07_GR2
Termoformado
El termoconformado es una técnica muy antigua. Los antiguos egipcios observaron que
se podían calentar las astas de animales y los caparazones de las tortugas para moldear
recipientes y figuras. Cuando se empezó a disponer de plásticos sintéticos, el
termoformado fue una de sus primeras aplicaciones.
Hoy en día estamos rodeados de este tipo de artículos: señales, accesorios de lámparas,
cubiteras, conductos, cajones, cuadros de instrumentos, porta-herramientas, vajillas,
juguetes, paneles de refrigeradores, cabinas transparentes de aviones, parabrisas de
barcos, etc. La industria de envasados se basa en el termoconformado. Galletas, pastillas
y numerosos productos más se suelen envolver en cápsulas de plástico, al igual que las
tarrinas individuales de mantequilla, mermelada y otros alimentos. Las piezas de
recambio y los artículos de ferretería ofrecen otro ejemplo de este tipo de paquetes
plastificados.
Precalentado láminas u hojas de termoplásticos, estas pueden ser conformadas entre
moldes emparejados vía presión diferencial. Este proceso es muy popular en la
fabricación de materiales para embalaje y para productos moldeados de gran tamaño,
como baños y revestimiento refrigerantes.