Descargado 360 veces














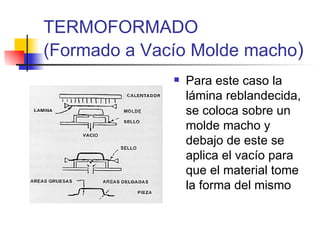














El documento describe el proceso de termoformado o formado al vacío. Explica que es un proceso secundario donde una lámina termoplástica se moldea por calor y presión/vacío para adoptar la forma final de un molde. Ofrece ventajas como alta productividad y bajos costos de moldeo. Sin embargo, tiene limitaciones como el espesor y tamaño de la pieza final. Se detallan varios tipos de procesos de termoformado como formado a vacío directo, con molde macho, a presión libre o












































































