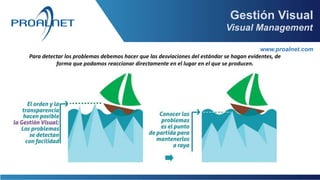
La gestión visual es una herramienta del lean manufacturing que busca evidenciar desviaciones del estándar, facilitando la supervisión y corrección de problemas en el proceso. Promueve la estandarización como clave para la mejora continua, asegurando que tanto el estándar como las desviaciones sean visibles y claras en el lugar de trabajo. Además, busca reducir el despilfarro y optimizar la eficiencia a través de un manejo adecuado de la información relevante y accesible.