
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Soldaduras especiales, ventajas, desventajas, aplicaciones y equipo de trabajo
Similar a Soldaduras especiales, ventajas, desventajas, aplicaciones y equipo de trabajo (20)
Último
Último (20)
Soldaduras especiales, ventajas, desventajas, aplicaciones y equipo de trabajo
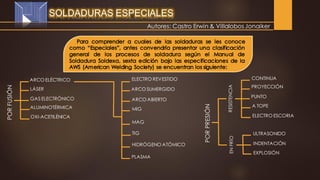
- 1. SOLDADURAS ESPECIALES Autores: Castro Erwin & Villalobos Jonaiker PORFUSIÓN ARCO ELÉCTRICO LÁSER GAS ELECTRÓNICO ALUMINOTÉRMICA OXI-ACETILÉNICA ELECTRO REVESTIDO ARCO SUMERGIDO ARCO ABIERTO MIG MAG TIG HIDRÓGENO ATÓMICO PLASMA PORPRESIÓN RESISTENCIA CONTINUA PROYECCIÓN PUNTO A TOPE ELECTRO ESCORIA ENFRÍO ULTRASONIDO INDENTACIÓN EXPLOSIÓN
- 2. SOLDADURAS ESPECIALES SMAM: Soldadura por arco eléctrico con electrodo revestido. GMAM / MIG Y MAG: Soldadura por arco eléctrico Metálico a Gas / Soldadura de metal inerte de gas y metal activo de gas. GTAW O TIG: Soldadura por arco eléctrico con electrodo de tungsteno o gas inerte de tungsteno. SAW: Soldadura por arco eléctrico sumergible. FCAW: Soldadura por arco eléctrico con alambre tubular. OFW: Soldadura a gas por proceso de oxi combustibles. Autores: Castro Erwin & Villalobos Jonaiker
- 3. SOLDADURAS ESPECIALES SMAM: (Shielded Metal Arc Welding) / Soldadura por arco eléctricocon electrodo revestido En español se la conoce por las siglas MMAW (Metal Manual Arc Welding, o soldadura metálica manual por arco). En este proceso de soldadura se utilizan electrodos de acero revestidos con un material fundente que, con el calor de la soldadura, produce dióxido de carbono. Este gas actúa como un escudo contra el oxígeno de la atmósfera, impidiendo la oxidación y la formación de escoria sobre el charco de soldadura. El núcleo de acero del electrodo, al fundirse, une las piezas y rellena los espacios. Es una técnica sencilla de aprender y los equipos que requiere son accesibles y fáciles de conseguir. Ventajas Proporciona una unión permanente. La unión soldada puede ser mas fuerte que los materiales originales. (Cambio rápido de un material a otro) Se emplea en cualquier tipo de ambiente (incluso con vientos). Es la forma más económica de unir componentes. Menor costo de equipos que otras soldaduras como GTAM, GTAWY FCAW. Desventajas Costos elevados en términos de mano de obra. Se utiliza mucha energía en las operaciones de soldadura por consiguiente es peligroso. No permite un desamble adecuado de piezas. El arco eléctrico es muy brillante y emite rayos visibles e invisibles, algunos de los cuales causan quemaduras. Producción de escorias. Aplicaciones Utilidad en múltiples construcciones, mecánicas civiles y estructurales. Se emplea para la fabricación de piezas. Para unir piezas con material de aporte por separado en diversasclases de aceros al carbono y aleaciones. Industria automovilista, ferrocarriles y petroleras. Autores: Castro Erwin & Villalobos Jonaiker
- 4. SOLDADURAS ESPECIALES SMAM: (Shielded Metal Arc Welding) / Soldadura por arco eléctricocon electrodo revestido El equipo utilizado para realizar éste tipo de soldadura es una MÁQUINA DE SOLDAR ESTÁTICAS la cual incluye los siguiente elementos importantes: Transformadores: son máquinas que porporcionan corriente alterna para soldar. Rectificadores: son máquina que transforma corriente AC en DC mediante rectificadores. Transformador-rectificador: son máquinas de corriente AC y DC. El equipo consta de: 1.-Generador de corriente (Fuente de poder AC/DC). 2.-Cables de soldadura. 3.-Porta-Electrodo. 4.-Masa o tierra. 5.-Electrodo. 6.-Pieza de trabajo Fusión del electrodo La energía eléctrica se transforma en energía térmica por acción de la máquina, pudiendo llegar esta energía a una temperatura de fusión que va desde 3500-4000 oC. El calor entonces funde un área restringida del material base y la punta del electrodo, formando pequeños globulos metálicos de escoria líquida los cuales son transferidos al metal base por fuerza electromagnética. 1.- Núcleo metálico. 2.- Revestimiento. 3.- Gota en formación. 4.- Escoria. 5.- Arco eléctrico. 6.- Metal base. 7.- Baño de fusión y cráter 8,- Protección gaseosa. del metal base en fusión. 9.- Cordón depositado. 10.- Penetración. Autores: Castro Erwin & Villalobos Jonaiker
- 5. SOLDADURAS ESPECIALES SMAM: (Shielded Metal Arc Welding) / Soldadura por arco eléctricocon electrodo revestido Según sea el equipo se debe conocer el amperaje y la dirrección de flujo de corriente de esto depende una buena soldadura con acabados más precisos Autores: Castro Erwin & Villalobos Jonaiker
- 6. SOLDADURAS ESPECIALES GMAM / MIG Y MAG: Soldadura por arco eléctrico Metálico a Gas (Gas metal arc Welding) / Soldadura de metal inerte de gas y metal activo de gas. Es un proceso de soldadura por arco bajo gas protector con electrodo consumible. El arco se produce mediante un electrodo formado por un hilo continuo y las piezas a unir, quedando este protegido de la atmósfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG). Soldadura MIG Dentro de los gases inertes disponibles en Europa el más empleado es el argón, y en Estados Unidos es el helio el que más se utiliza como gases protectores. Las materiales de uso son: aceros de alta aleación, aleaciones de Al, Cu y Ni Soldadura MAG Se emplea dióxido de carbono (CO2) para ésta soldadura y mezcla de CO2 y argón, que funciona como gas activo protector para una mayor penetración. Los materiales de uso son: aceros al carbono y de baja aleación. Nota: Ambos tipos de soldadura se ejecutan por la acción de Polaridad Inversa con corriente continua. Ventajas Se puede soldar en todas las posiciones. Buena apariencia o acabado (pocos salpicados). Poca formación de gases contaminantes y tóxicos. Soldadura de espesores desde 0,7 decimas a 6 mm sin preparación de bordes. Proceso semiautomático o automático (menos dependiente de la habilidad de operador). Alta productividad o alta tasa de metal adicionado. Desventajas Produce arcos muy energéticos lo cual es peligroso. Mayores costos en la adquisición de equipos. La utilización de helio produce unos cordones más anchos y menos penetración (MIG), en cambio cuando se usa CO2 el cordón es más angosto y de mayor penetración (MAG). El gas activoproporciona mayor riesgo de defectos. Autores: Castro Erwin & Villalobos Jonaiker
- 7. SOLDADURAS ESPECIALES Aplicaciones Se aplica de forma semi-automática o automática para la fabricación de componentes. Gran utilidad en la industria automovilística. Este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere un gran trabajo manual. La introducción de hilos tubulares es particularmente favorable para la producción de estructuras pesadas donde se necesita de una gran resistencia de soldadura. GMAM / MIG Y MAG: Soldadura por arco eléctrico Metálico a Gas (Gas metal arc Welding) / Soldadura de metal inerte de gas y metal activo de gas. Autores: Castro Erwin & Villalobos Jonaiker
- 8. SOLDADURAS ESPECIALES Equipo de Trabajo Los componentes principales del equipo requerido para el proceso de soldadura GMAM, MIG/MAG son: La máquina de soldar (fuentede poder). Motor para la alimentación de alambre y controles. Torcha o pistola o ensamblaje de cables para soldadura semiautomática refrigerada por aire o por agua. Suministro de gas protector y controles. Alambres o material de aporte. GMAM / MIG Y MAG: Soldadura por arco eléctrico Metálico a Gas (Gas metal arc Welding) / Soldadura de metal inerte de gas y metal activo de gas. Autores: Castro Erwin & Villalobos Jonaiker
- 9. SOLDADURAS ESPECIALES GTAW O TIG: (Gas Tungsten Arc Welding) Soldadura por arco eléctrico con electrodo de tungsteno o gas inerte de tungsteno. Ventajas Se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o circonio en porcentajes no superiores a un 2%. El torio en la actualidad está prohibido ya que es altamente perjudicial para la salud. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Excelente calidad de la soldadura en casi todos los metales y aleaciones empleados por la industria. Prácticamente no se requiere ninguna limpieza posterior. Arco y baño de fusión son claramente visibles para el soldador, (facilita la soldadura en lugares de difícil acceso). No hay metal de aporte que atraviese el arco, de modo que no se producen salpicaduras (ofrece alta calidad). La soldadura es posible en todas las posiciones. No se produce escoria que podría quedarse atrapada en la soldadura o que puedan causar quemaduras. Desventajas Como inconvenientes está la necesidad de proporcionar un flujo continuode gas. Instalación de tuberías, bombonas entre otros equipos que dificultan su posicionamiento o cambio de lugar. Encarecimiento que supone la adquisición de los equipos para trabajar con éste tipo de soldadura. Éste método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. No es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión. Soldadura de Alta Responsabilidad. Autores: Castro Erwin & Villalobos Jonaiker
- 10. SOLDADURAS ESPECIALES GTAW O TIG: (Gas Tungsten Arc Welding) Soldadura por arco eléctrico con electrodo de tungsteno o gas inerte de tungsteno. Aplicaciones Soldadura de la primera pasada de tuberías de aceros aleados, aceros inoxidables y aleaciones de níquel. Soldadura de equipos de aluminio, titanio y aleaciones de níquel. Soldadura de tubos a la placa de los intercambiadores de calor. Soldadura interna de reactores de urea en acero inoxidable y titanio. Autores: Castro Erwin & Villalobos Jonaiker
- 11. SOLDADURAS ESPECIALES GTAW O TIG: (Gas Tungsten Arc Welding) Soldadura por arco eléctrico con electrodo de tungsteno o gas inerte de tungsteno. Equipo de Trabajo El equipo para sistema TIG consta básicamente de: Fuentede energía (Máquina de soldar). Máscara. Unidad de alta frecuencia. Antorcha. Suministro gas de protección. Suministro agua de enfriamiento. Autores: Castro Erwin & Villalobos Jonaiker
- 12. SOLDADURAS ESPECIALES SAW: (Submerged Arc Welding) Soldadura por arco eléctrico sumergible. En sus fundamentos físicos es similar a la soldadura de arco eléctrico manual. En su operación, el electrodo es reemplazado por un alambre desnudo que, a medida que se consume, es alimentado mediante un mecanismo automático. El arco es cubierto y protegido por un polvo granular y fusible, conocido como fundente o flujo, el mismo que es un compuesto de silicatos y minerales. Como el arco es invisible por estar cubierto, el proceso se denomina Soldadura por Arco Sumergido, no observándose durante la operación de soldar ni el arco, ni chispas o gases. El alambre es alimentado desde un rollo. Este proceso puede ser Semi-automático o Automatizado. Ventajas Alta deposición de metal. Penetración profunda. Cordones de buen acabado. Soldadura de calidad a prueba de rayos X. Escoria de fácil remoción. Aplicable a un amplio rangode espesores. Desventajas Se utiliza mucha energía en las operaciones de soldadura por consiguiente es peligroso. No permite un desamble adecuado de piezas. No se puede observar el cordón de soldadura al momento de soldar por lo que se requiere de mucha técnica y un personal altamente capacitado. Costo por mano de obra. Autores: Castro Erwin & Villalobos Jonaiker
- 13. SOLDADURAS ESPECIALES SAW: (Submerged Arc Welding) Soldadura por arco eléctrico sumergible. Aplicaciones Soldaduras con gran penetración en el material base. Soldadura de grandes chapas de acero, de espesor alto. Muy versátil en cuando a la composición del material base. Además pueden ser Utilizadas en: Acero de baja aleación. Herramentales de acero. Aleaciones de forja. Acero Inoxidable. Aleación de hierro fundido. Aleaciones base aluminio. Aleaciones base cobalto. Aleaciones base cobre. Autores: Castro Erwin & Villalobos Jonaiker
- 14. SOLDADURAS ESPECIALES SAW: (Submerged Arc Welding) Soldadura por arco eléctrico sumergible. Equipo de Trabajo El equipo para sistema SAW consta básicamente de: La máquina de soldar (fuentede poder). El mecanismo de controles para alimentación de alambre. Cabezal para soldadura automática, pistola y conjunto de cables para soldadura semiautomática. Embudopara el flujo,mecanismo de alimentación; normalmente, un sistema para recuperación del flujo. Mecanismo de avancepara la soldadura automática. Autores: Castro Erwin & Villalobos Jonaiker
- 15. SOLDADURAS ESPECIALES FCAW: (Flux-Cored Arc Welding) Soldadura por arco eléctrico con alambre tubular. Es un proceso de soldadura por arco que puede ser semiautomático y automático. Este proceso requiere consumir continuamente un alambre tubular relleno de fundente y un voltaje constante. Un gas externo es utilizado en algunos casos, dependiendo del alambre que se vaya a utilizar. Este gas ayuda a proteger los baños de soldadura de los daños producidos por la atmósfera. Esta soldadura no necesita un gas inerte gracias al relleno que tiene el alambre y brinda su propio escudo. Ventajas Alta deposición de metal. Excelente penetración. Cordones de buen acabado y limpios. Escoria de fácil remoción. Aplicable a un amplio rangode espesores. Permite al operador soldar grandes tramos de cordón de soldadura en muy corto tiempo comparado con otras. Se utiliza mucha energía en las operaciones de soldadura por consiguiente es peligroso. No permite un desamble adecuado de piezas. No se puede observar el cordón de soldadura al momento de soldar por lo que se requiere de mucha técnica y un personal altamente capacitado. Costo por mano de obra. Desventajas Autores: Castro Erwin & Villalobos Jonaiker
- 16. SOLDADURAS ESPECIALES FCAW: (Flux-Cored Arc Welding) Soldadura por arco eléctrico con alambre tubular. Éste tipo de soldadura se diseño en primer lugar para suplir como una alternativa al proceso STICK o mejor conocido por sus siglas en ingles como SMAW. Utilidad en múltiples construcciones, mecánicas civiles y estructurales. Se emplea para la fabricación de piezas. Para unir piezas con material de aporte por separado en diversasclases de aceros al carbono y aleaciones. Industria automovilista, ferrocarriles y petroleras. Equipo de Trabajo El equipo para sistema FCAW consta básicamente de: Fuentede energía (Máquina de soldar). Unidad de alta frecuencia. Antorcha. Suministro gas de protección (opcional). Suministro agua de enfriamiento. Autores: Castro Erwin & Villalobos Jonaiker
- 17. SOLDADURAS ESPECIALES OFW: Soldadura a gas por proceso de oxi combustibles. En este proceso de soldadura, el calor necesario para calentar la pieza y el metal aportado y luego fundirlos procede de una llama de alta temperatura, obtenida por la mezcla o combinación de acetileno con el oxígeno, alcanzando temperaturas de 3100°C. Ambos gases semezclan en proporciones apropiadas en un soplete proyectado y construido en forma tal, que el soldador tiene la posibilidad de regular por completo la llama, ajustándola a las necesidades del trabajo. Ventajas Procedimiento MANUAL Metal de APORTACIÓN POR SEPARADO Poco control del calor aportado: soldaduras de BAJA RESPONSABILIDAD. Técnica más simple y económica. Desventajas La energía se obtiene a partir de un arco transferido entre electrodo y pieza. No se producen soldadura de alta calidad. Es peligroso debido a las altas temperaturas a las cuales se maneja el proceso El proceso de enfriado en lento. Autores: Castro Erwin & Villalobos Jonaiker
- 18. SOLDADURAS ESPECIALES OFW: Soldadura a gas por proceso de oxi combustibles. Entresus aplicaciones se encuentran las mas usadas: Para soldar planchas delgadas de acero. Para soldar planchas gruesas de acero. Para enderezar piezas, tratamiento térmico, calentamiento de piezas. Soldadura de latón. Para soldadura de fierro fundido. Equipo de Trabajo El equipo para soldadura oxi-acetilénica incluye: El soplete, boquillas y aditamento de corte. Manguerasde oxígeno y acetileno. Reguladores de oxígeno y acetileno. Un cilindro de oxígeno y un cilindro de acetileno. Un carro para los cilindros (opcional). Autores: Castro Erwin & Villalobos Jonaiker
- 19. SOLDADURAS ESPECIALES OFW: Soldadura a gas por proceso de oxi combustibles. Autores: Castro Erwin & Villalobos Jonaiker
- 20. SOLDADURAS ESPECIALES “Gracias” Autores: Castro Erwin & Villalobos Jonaiker