Descargar para leer sin conexión
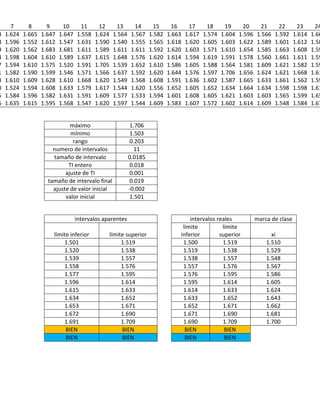

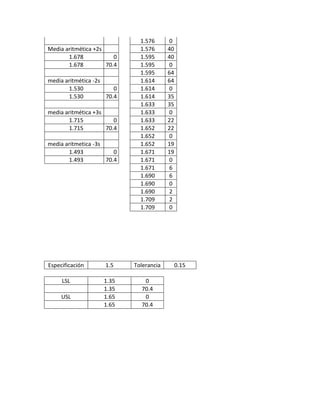


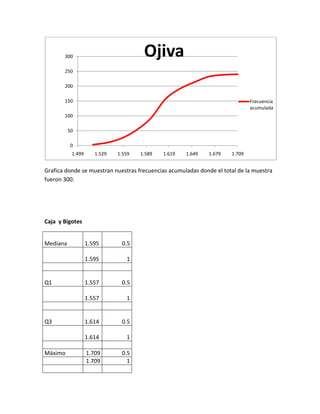
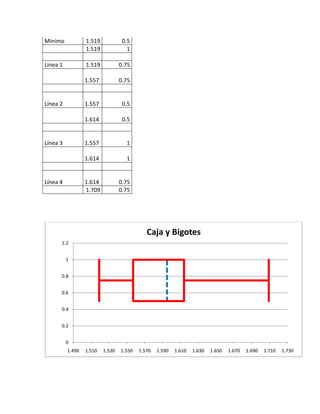




El documento presenta los resultados de 24 mediciones realizadas de 1.3 a 1.7. Incluye un análisis estadístico con la media, desviación estándar y varianza. También incluye un histograma que muestra la distribución de los resultados.











































































