
Recomendados
Más contenido relacionado
Similar a tpm-caso-practico-oee.pptx
Similar a tpm-caso-practico-oee.pptx (20)
Más de PTD QUYCOCTU
Más de PTD QUYCOCTU (20)
Último
Último (20)
tpm-caso-practico-oee.pptx
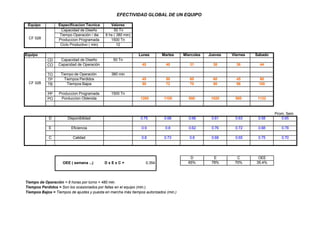
- 1. Equipo Especificacion Tecnica Valores CF 028 Capacidad de Diseño 50 Tn Tiempo Operación / dia 8 hs ( 380 min) Produccion Programada 1500 Tn Ciclo Productivo ( min) 12 Equipo Lunes Martes Miercoles Jueves Viernes Sabado CF 028 CD Capacidad de Diseño 50 Tn CO Capacidad de Operación 45 40 31 38 36 44 TO Tiempo de Operación 380 min TP Tiempos Perdidos 45 50 60 60 45 60 TB Tiempos Bajos 50 72 70 90 96 100 PP Produccion Programada 1500 Tn PO Porduccion Obtenida 1200 1100 900 1020 980 1132 D Disponibilidad 0.75 0.68 0.66 0.61 0.63 0.58 0.65 E Eficiencia 0.9 0.8 0.62 0.76 0.72 0.88 0.78 C Calidad 0.8 0.73 0.6 0.68 0.65 0.75 0.70 D E C OEE 65% 78% 70% 35.4% EFECTIVIDAD GLOBAL DE UN EQUIPO Prom, Sem OEE ( semana ...) D x E x C = 0.354 Tiempo de Operación = 8 horas por turno = 480 min. Tiempos Perdidos = Son los ocasionados por fallas en el equipo (min.). Tiempos Bajos = Tiempos de ajustes y puesta en marcha más tiempos autorizados (min.)
- 2. Velocidad o Capacidad potencial de Operación = Velocidad real de la línea o potencia usada en el equipo. (Incluye la operación deficiente del equipo provoca Velocidad o Potencia del Diseño = Velocidad o potencia máxima del equipo. Producción Obtenida o Aprobada = Total de producción aprobada, no incluye defectos en el proceso, rechazo, defectos de calidad, deficiente acarreo de material, etc. Producción Programada = Producción total que es esperada alcanzar con el proceso
- 4. da por controles, sub-ensambles, etc. Así como, baja moral, condiciones contractuales, programacion
- 5. Equipo Especificacion Tecnica Valores Capacidad de Diseño Tiempo Operación / dia Produccion Programada Ciclo Productivo ( min) Equipo Lunes Martes Miercoles Jueves Viernes Sabado CF 028 CD Capacidad de Diseño CO Capacidad de Operación TO Tiempo de Operación TP Tiempos Perdidos TB Tiempos Bajos PP Produccion Programada PO Porduccion Obtenida D Disponibilidad E Eficiencia C Calidad EFECTIVIDAD GLOBAL DEL EQUIPO ( 1era semana de operación ) Prom, Sem OEE ( semana ...) D x E x C = Tiempo de Operación = 8 horas por turno = 480 min. Tiempos Perdidos = Son los ocasionados por fallas en el equipo (min.). Tiempos Bajos = Tiempos de ajustes y puesta en marcha más tiempos autorizados (min.) Velocidad o Capacidad potencial de Operación = Velocidad real de la línea o potencia usada en el equipo. (Incluye la operación deficiente del equipo provocada por controles, sub-ensambles, etc. Así como, baja moral, condiciones contractuales, programación de producción, etc.)
- 6. Velocidad o Potencia del Diseño = Velocidad o potencia máxima del equipo. Producción Obtenida o Aprobada = Total de producción aprobada, no incluye defectos en el proceso, rechazo, defectos de calidad, deficiente acarreo de material, etc. Producción Programada = Producción total que es esperada alcanzar con el proceso
- 7. Equipo Especificacion Tecnica Valores Capacidad de Diseño 80KW Tiempo Operación / dia 12 horas Produccion Programada Ciclo Productivo ( min) Equipo Lunes Martes Miercoles Jueves Viernes Sabado CF 028 CD Capacidad de Diseño CO Capacidad de Operación TO Tiempo de Operación TP Tiempos Perdidos TB Tiempos Bajos PP Produccion Programada PO Porduccion Obtenida D Disponibilidad E Eficiencia C Calidad EFECTIVIDAD GLOBAL DEL EQUIPO (10ma semana de operación) Prom, Sem OEE ( semana ...) D x E x C = Tiempo de Operación = 8 horas por turno = 480 min. Tiempos Perdidos = Son los ocasionados por fallas en el equipo (min.). Tiempos Bajos = Tiempos de ajustes y puesta en marcha más tiempos autorizados (min.) Velocidad o Capacidad potencial de Operación = Velocidad real de la línea o potencia usada en el equipo. (Incluye la operación deficiente del equipo provocada por controles, sub-ensambles, etc. Así como, baja moral, condiciones contractuales, programaci
- 8. Velocidad o Potencia del Diseño = Velocidad o potencia máxima del equipo. Producción Obtenida o Aprobada = Total de producción aprobada, no incluye defectos en el proceso, rechazo, defectos de calidad, deficiente acarreo de material, etc. Producción Programada = Producción total que es esperada alcanzar con el proceso
- 9. GRAFICAR LA EVOLUCION DE LA " OEE" EN LA 1era SEMANA Y EN LA 10ma SEMANA - EMITIR COMENTARIOS 100% 90% 80% 70% 60% 50% 40%
- 10. 1 2 3 4 5 6 7 8 9 10 11 12 Semanas