Monitoreo ambiental
•Descargar como DOCX, PDF•
0 recomendaciones•124 vistas

AMBIENTE

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (18)
Similar a Monitoreo ambiental
Similar a Monitoreo ambiental (20)
Último
Último (20)
Monitoreo ambiental
- 1. EL MONITOREO AMBIENTAL PARA GLOBALPLAST Proceso Productivo - Descripción del proceso productivo. o El proceso de fabricación se inicia con el ingreso de pedidos y generación de la orden de producción PPP-GP-REGI-001, el cual es entregado por el área de Ventas al Jefe de Producción para su revisión y ejecución. o El jefe de producción entrega una copia de la orden de producción PPP-GP-REGI-001, hoja de parámetros de producción y procesos PRO-GP-REGI-001, al Supervisor de turno para poder definir los recursos necesarios y estimar las fechas de entrega. En los inicios de Producción o Cambios de producción el jefe de producción entrega la Orden de Preparación de Mezcla de Materia Prima PRO-GP-REGI-003 al supervisor de turno. o El supervisor de turno y el personal de turno son los responsables de la preparación de la mezcla homogénea de las materias primas así como de que no ingresen contaminantes a las tinas de mezcla para la fabricación de la tubería HDPE de acuerdo al detalle de la OP. o El supervisor de turno y el personal de turno son los responsables para el inicio de producción, correcta operación, y fin de producción de todas las líneas extrusoras, para la fabricación de las tuberías HDPE, según documentos PRO-GP-INST-001 - Operación de las líneas de extrusión. o El control de Calidad se realiza durante todo el proceso de producción, desde el ingreso de materia prima, producción de tuberías, hasta el almacenaje del producto terminado. o Durante el proceso, el Supervisor de turno verificara el aspecto superficial de las tuberías descartando aquellas que no cuenten con una superficie lisa o que tengan defectos superficiales externos o internos. o Una vez finalizada la tubería, el inspector de línea debe de medir el espesor en 8 puntos equidistantes en la circunferencia, para asegurar que se está cumpliendo con las dimensiones según la norma a fabricar (ISO o ASTM) para esto cuenta con el calibrador digital, el cual tiene una precisión de 0.01 mm. Para la medición del diámetro se utiliza el Pi Tape (cinta métrica metálica), verificando que todas las medidas se encuentren dentro de las tolerancias Los valores deberán estar dentro de las tolerancias según tablas de especificaciones para tubos GEN-GP-ESPEC-001 para ISO y GEN-GP-ESPEC-002 para ASTM. Los resultados de las
- 2. mediciones deberán anotarse en el registro de control de proceso de producto terminado PRO- GP-REGI-009. o De no cumplirse con las tolerancias o no contar con una superficie lisa, se procederá a observar el lote de producción e identificarse como Producto no conforme, según documento GEN-GP- PROC-004 – Control del producto no conforme. - Diagrama de flujo del proceso productivo. - Cantidad estimada de producto elaborado de los últimos tres meses. Indicar sus principales clientes. - Breve descripción del sistema de ablandamiento de agua. - Relación de equipos y maquinarias utilizados en el proceso productivo, y actividades secundarias (montacargas, camioneta, ablandador de agua, subestación eléctrica, torres de enfriamiento, molino, peletizadora etc.); indicando que combustible/energía utilizan para su funcionamiento.
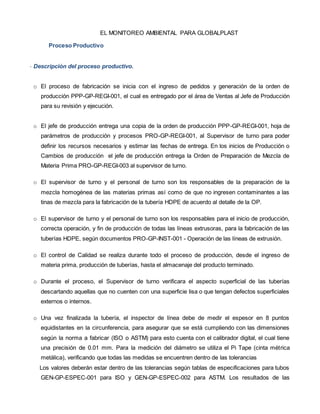
- 3. Residuos Sólidos: - Cantidad aproximada de generación de mermas de los últimos tres meses. 0.00 5,000.00 10,000.00 15,000.00 20,000.00 25,000.00 MAYO JUNIO JULIO CAMBIO DE MATERIA PRIMA FALLA DE MONTAJE FALLA MECANICA OTROS REGULACION DE MAQUINA VARIACION DE FLUIDEZ Suma de MERMA Rótulos de columna Rótulos de fila CAMBIO DE MATERIA PRIMA FALLA DE MONTAJE FALLA MECANICA OTROS REGULACIONDE MAQUINA VARIACION DE FLUIDEZ Total general MAYO 876.00 405.00 11,056.60 2,910.50 20,724.20 18,085.00 54,057.30 JUNIO 3,088.00 1,349.50 8,651.90 16,356.30 15,317.80 44,763.50 JULIO 3,938.50 1,526.00 7,700.50 14,234.40 11,481.50 38,880.90 Total general 7,902.50 405.00 13,932.10 19,262.90 51,314.90 44,884.30 137,701.70