PROCESOS DE CONFORMADO POR DEFORMACIÓN
•Descargar como DOCX, PDF•
1 recomendación•1,246 vistas

El proceso de embutido consiste en obtener piezas huecas a partir de chapas metálicas usando una matriz y un punzón. Durante el proceso, la chapa circular fluye hacia el centro de la matriz mientras el punzón la presiona, sometiendo diferentes zonas a esfuerzos y tensiones. Las piezas más comunes producidas por embutido incluyen latas, casquillos y partes de automóviles.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a PROCESOS DE CONFORMADO POR DEFORMACIÓN
Similar a PROCESOS DE CONFORMADO POR DEFORMACIÓN (20)
Más de Beto Gutierrez
Último
Último (6)
PROCESOS DE CONFORMADO POR DEFORMACIÓN
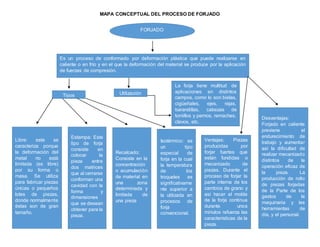
- 1. MAPA CONCEPTUAL DEL PROCESO DE FORJADO FORJADO Es un proceso de conformado por deformación plástica que puede realizarse en caliente o en frío y en el que la deformación del material se produce por la aplicación de fuerzas de compresión. Tipos Libre: este se caracteriza porque la deformación del metal no está limitada (es libre) por su forma o masa. Se utiliza para fabricar piezas únicas o pequeños lotes de piezas, donde normalmente éstas son de gran tamaño. Estampa: Este tipo de forja consiste en colocar la pieza entre dos matrices que al cerrarse conforman una cavidad con la forma y dimensiones que se desean obtener para la pieza. Isotérmico: es un tipo especial de forja en la cual la temperatura de los troqueles es significativame nte superior a la utilizada en procesos de forja convencional. Recalcado: Consiste en la concentración o acumulación de material en una zona determinada y limitada de una pieza Utilización La forja tiene multitud de aplicaciones en distintos campos, como lo son bielas, cigüeñales, ejes, rejas, barandillas, cabezas de tornillos y pernos, remaches, clavos, etc. Ventajas: Piezas producidas por forjar fuertes que están fundidas o mecanizado de piezas. Durante el proceso de forjar la parte interna de los cambios de grano y así hacer el molde de la forja continua durante unos minutos refuerza las características de la pieza. Desventajas: Forjado en caliente previene el endurecimiento de trabajo y aumentar así la dificultad de realizar mecanizado distintos de la operación eficaz de la pieza. La producción de rollo de piezas forjadas de la Parte de los gastos de la maquinaria y las herramientas de día, y el personal.
- 2. MAPA CONCEPTUAL DEL PROCESO DE DOBLADO DOBLADO El doblado de metales es la deformación de láminas alrededor de un determinado ángulo. Los ángulos pueden ser clasificados como abiertos o cerrado y recto. Tipos Doblado entre formas: En este tipo de doblado, la lámina metálica es deformada entre un punzón en forma de V u otra forma y un dado. Se pueden doblar con este punzón desde ángulos muy obtusos hasta ángulos muy agudos. Esta operación se utiliza generalmente para operaciones de bajo volumen de producción Doblado Deslizante: En el doblado deslizante, una placa presiona la lámina metálica a la matriz o dado mientras el punzón le ejerce una fuerza que la dobla alrededor del borde del dado. Este tipo de doblado está limitado para ángulos de 90°. Utilización Se utiliza, normalmente, una prensa que cuenta con una matriz –si es con estampa ésta tendrá una forma determinada- y un punzón -que también puede tener forma- que realizará la presión sobre la chapa. Ventajas: Doblado es un proceso de costo efectivo cuando se usa para baja y medianas cantidades, ya que no requiere cantidades significativas de utillaje. Desventajas: Flexión de aire es que, debido a que la hoja no se mantiene en pleno contacto con las matrices, no es tan preciso como algunos otros métodos, y la profundidad accidente cerebrovascular debe mantenerse muy preciso
- 3. MAPA CONCEPTUAL DEL PROCESO DE EMBUTIDO EMBUTIDO Es un proceso tecnológico de conformado plástico que consiste en la obtención de piezas huecas con forma de recipiente a partir de chapas metálicas. Este proceso permite obtener piezas de formas muy diversas y es una técnica de gran aplicación en todos los campos de la industria. Faces El flujo de material en piezas con forma irregular es muy complejo, por este motivo se expone el caso más sencillo: el embutido del vaso o embutido cilíndrico. La chapa inicial para embutir un vaso cilíndrico es de geometría circular y durante el proceso de embutido esta silueta circular fluye hacia el centro de la matriz a medida que el punzón desciende y obliga al material a pasar por la abertura de dicha matriz. Durante este proceso las diferentes zonas de la chapa o pieza se van a ver sometidas a diversos esfuerzos y tensiones Utilización Las piezas más comunes que se hacen por embutido son latas de bebidas, casquillos de municiones, lavabos, utensilios de cocina y partes de carrocería de automóviles. Esfuerzo generado: Mientras el punzón aplica la presión en el fondo del vaso, la lámina entre el fondo y la pared del mismo se estira considerablemente. Durante el embutido de la chapa, la silueta exterior de la misma disminuye en diámetro y la zona cercana a esta silueta tiende a incrementar su espesor como consecuencia de las fuerzas de compresión que se generan durante el proceso en esta zona Límites del embutido: En el caso de embutido básico de un vaso cilíndrico, la tasa límite del embutido es la proporción que permite embutir la pieza sin ocasionar rotura en el material. La tasa de embutido va a depender de factores como espesor y tipo de material, geometría del punzón y la matriz así como los acabados de estos, lubricación empleada, tipo de pisador, velocidad del proceso.