Hoja de procesos martillo
•Descargar como DOCX, PDF•
1 recomendación•10,861 vistas

HOJA DE PROCESOS DE UN MARTILLO DE BOLA

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Hoja de procesos martillo
Similar a Hoja de procesos martillo (20)
Último
Último (20)
Hoja de procesos martillo
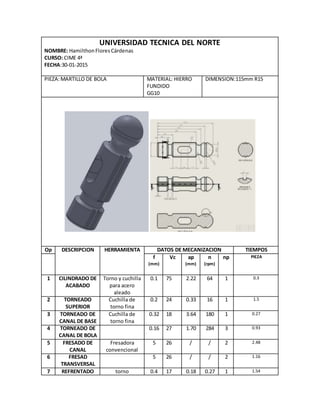
- 1. UNIVERSIDAD TECNICA DEL NORTE NOMBRE: HamilthonFloresCárdenas CURSO: CIME 4ª FECHA:30-01-2015 PIEZA:MARTILLO DE BOLA MATERIAL: HIERRO FUNDIDO GG10 DIMENSION:115mm R15 Op DESCRIPCION HERRAMIENTA DATOS DE MECANIZACION TIEMPOS f (mm) Vc ap (mm) n (rpm) np PIEZA 1 CILINDRADO DE ACABADO Torno y cuchilla para acero aleado 0.1 75 2.22 64 1 0.3 2 TORNEADO SUPERIOR Cuchilla de torno fina 0.2 24 0.33 16 1 1.5 3 TORNEADO DE CANAL DE BASE Cuchilla de torno fina 0.32 18 3.64 180 1 0.27 4 TORNEADO DE CANAL DE BOLA 0.16 27 1.70 284 3 0.93 5 FRESADO DE CANAL Fresadora convencional 5 26 / / 2 2.48 6 FRESAD TRANSVERSAL 5 26 / / 2 1.16 7 REFRENTADO torno 0.4 17 0.18 0.27 1 1.54
- 2. 8 TALABRADO PARA CABO Torno convencional, broca para hierro 9 39 / 1455 4 0.45 1.- Primer cilindrado que damos para desbastar el material y formar un cilindro de 30mm. Cilindrado que damos a modo de cavado en el que apenas desgastamos 1mm del cilindro para tener un acabado fino. 2.- Torneado superior para formar la parte superior esférica del martillo así como la curva tangente de la esfera creada. 3.- TORNEADODE CANALDE BASE:con este formamosuncanal rectangularenla parte inferiordel martillo de 4mm de profundidad. 4.- TORNEADODE CANAL DE BOLA: CON ESTE torneado logramos un canal de 3mm alrededor de la esfera formada en la parte superior del martillo. 5.- El fresado de canal lo hacemos para darle la forma deseada a nuestra base cuadrada obteniendo así la forma inclinada deseada del canal del martillo. 6.- El fresado TRANSVERSAL es aquel que lo hacemos de forma longitudinal de tal manera que formamosunpar de canalesde 2mm de espesor a lo largodel martilloenun recorrido de 80mm. 7.-REFRENTADO: el Refrentado lo hacemos con el objetivo de desgastar el filo del martillo, formando un tipo de redondeo de acabado con un radio de 2mm. 8.- TALADRADODE CABO: finalmente damosuntaladrode formaovaladaenel centro del martillo en una dimensión de 28mm y un radio R7 formando un taladrado con Ranurado. .-