Parametros soldadura pe80 pe100
•
0 recomendaciones•318 vistas

Parametros soldadura pe80 pe100

Recomendados
Más contenido relacionado
Similar a Parametros soldadura pe80 pe100
Similar a Parametros soldadura pe80 pe100 (20)
Último
Último (20)
Parametros soldadura pe80 pe100
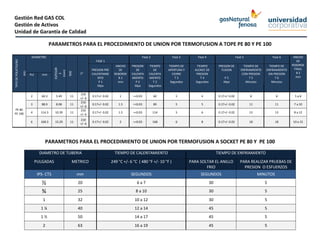
- 1. Gestión Red GAS COL Gestión de Activos Unidad de Garantía de Calidad PARAMETROS PARA EL PROCEDIMIENTO DE UNION POR TERMOFUSION A TOPE PE 80 Y PE 100 PARAMETROS PARA EL PROCEDIMIENTO DE UNION POR TERMOFUSION A SOCKET PE 80 Y PE 100 DIAMETRO DE TUBERIA TIEMPO DE CALENTAMIENTO TIEMPO DE ENFRIAMIENTO PULGADAS METRICO 249 °C +/- 6 °C ( 480 °F +/- 10 °F ) PARA SOLTAR EL ANILLO FRIO PARA REALIZAR PRUEBAS DE PRESION O ESFUERZOS IPS- CTS mm SEGUNDOS SEGUNDOS MINUTOS ½ 20 6 a 7 30 5 ¾ 25 8 a 10 30 5 1 32 10 a 12 30 5 1 ¼ 40 12 a 14 45 5 1 ½ 50 14 a 17 45 5 2 63 16 a 19 45 5 TIPODEPOLIETILENO (PE) DIAMETRO ESPESOR E (mm) RDE °C FASE 1 Fase 2 Fase 3 Fase 4 Fase 5 Fase 6 ANCHO DE REBORDE FINAL B 2 mm PRESION PRE CALENTAMIE NTO P 1 Mpa ANCHO DE REBORDE B 1 mm PRESION DE CALENTA MIENTO P 2 Mpa TIEMPO DE CALENTA MIENTO T 2 Segundos TIEMPO DE APERTURA Y CIERRE T 3 Segundos TIEMPO ALCNCE DE PRESION T 4 Segundos PRESION DE FUSION P 5 Mpa TIEMPO DE ENFRIAMIENTO CON PRESION T 5 Minutos TIEMPO DE ENFRIAMIENTO SIN PRESION T 6 Minutos Pul mm PE 80 PE 100 2 60.3 5.49 11 210 +/- 6 0.17+/- 0.02 1 =<0.03 60 5 4 0.17+/- 0.02 8 8 5 a 8 3 88.9 8.08 11 210 +/- 6 0.17+/- 0.02 1.5 =<0.03 89 5 5 0.17+/- 0.02 11 11 7 a 10 4 114.3 10.39 11 210 +/- 6 0.17+/- 0.02 1.5 =<0.03 114 5 6 0.17+/- 0.02 13 13 8 a 12 6 168.3 15.29 11 210 +/- 6 0.17+/- 0.02 2 =<0.03 168 6 8 0.17+/- 0.02 18 18 10 a 15
- 2. Gestión Red GAS COL Gestión de Activos Unidad de Garantía de Calidad PARAMENTOS PARA EL PROCEDIMIENTO DE UNION POR TERMO FUSION CON SILLETADE DERIVACION PARA REDES DE PE 80 Y PE 100 RADIO DE CURVA PULGADAS 2 - 3 – 4 - 6 IPS METRICO 63 – 90 – 110 – 160 mm RDE 9.33 - 11 - 17 TEMPERATURA DE LA PLANCHA DE CALENTAMIENTO 249 °C +/- 6 °C 480 °F +/- 10 °F °F TIEMPO DE CALENTAMIENTO 25 a 35 BASE SILLETA 25 a 35 TUBERIA SEGUNDOS PRESION INTERFACIAL INICIAL DE CALENTAIENTO RANGO ENTRE 60 +/- 6 PSI RANGO ENTRE 4.14 +/- 0.41 BAR PRESION INTER FACIAL DE CALENTAMIENTO 0 PSI 0 BAR PRESION INTERFACIAL DE FUSION 30 +/- 3 PSI 2.07+/-0.2 BAR TIEMPO PARA REMOVER LA PLANCHA CALENTADORA 3 SEGUNDOS TIEMPO DE ENFRIAMIENTO CON PRESION 10 MINUTOS TIEMPO PARA ENSAYO O SERVICIO 30 MINUTOS