
Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Informe simulacion-de-fermentacion
Similar a Informe simulacion-de-fermentacion (20)
Último
Último (20)
Informe simulacion-de-fermentacion
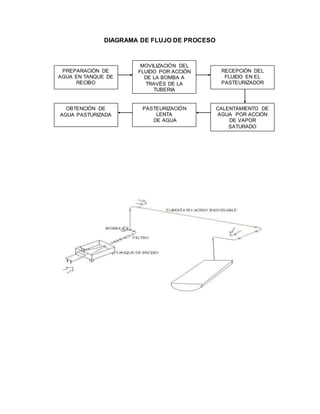
- 1. DIAGRAMA DE FLUJO DE PROCESO PREPARACIÓN DE AGUA EN TANQUE DE RECIBO MOVILIZACIÓN DEL FLUIDO POR ACCIÓN DE LA BOMBA A TRAVÉS DE LA TUBERIA RECEPCIÓN DEL FLUIDO EN EL PASTEURIZADOR CALENTAMIENTO DE AGUA POR ACCIÓN DE VAPOR SATURADO PASTEURIZACIÓN LENTA DE AGUA OBTENCIÓN DE AGUA PASTURIZADA
- 2. TABLA 1. Datos de equipos y accesorios utilizados en el proceso Equipos y accesorios para el proceso de simulación de la fermentación Dimensiones de los equipos utilizados Tanque de recibido Tanque de fermentación Numero de Codos de la tubería(16 ) Tubería recta Bomba Caldera Ancho (m) 0.9 0.66 ------------------- ------------------- -------- -------- Largo (m) 1.1 1.236 ------------------- 14.37 -------- -------- Altura (m) 0.65 1.22 ------------------- ------------------- -------- -------- Diámetro interno (m) ------------------- 0.035 ------------------- 0.035 -------- -------- Espesor (m) ------------------- 0.036 ------------------- 0.024 -------- -------- Presión de operación (Kpa) ------------------- ------------------- ------------------- ------------------- -------- 20 PSI= 137.8951 Potencia nominal (Kw) ------------------- ------------------- ------------------- ------------------- 0.67113 -------- K ;acero inoxidable (W/ m ºC) 15. 6 15. 6 -------------------- 15. 6 -------- -------- TABLA 2. Datos del proceso Proceso de fermentación Tipo de fluido Agua liquida Tiempo del recorrido del fluido desde el tanque de recibido al tanque de fermentación 128.4 segundos Profundidad del fluido en el tanque de fermentación 0.182 metros Temperatura del fluido en el tanque de fermentación Temperatura ambiente( 20°C) Temperatura de enfriamiento del fluido refrigerante (agua líquida) 11.6°C Temperatura de vapor saturado Cambio de temperatura durante el proceso de fermentación 35°C – 20°C Área utilizada en el proceso de transferencia de calor en el proceso de fermentación
- 3. El cálculo para el área total utilizada por el agua donde la simbolizaremos como ATotal es: Área total utilizada por el agua = Área transversal total utilizada +Área longitudinal del tanque El área transversal utilizada (color azul) en la figura 1 la calculamos por la diferencia del área del cuadrado (figura b) menos el área bajo la curva de color rojo simbolizada como A1 (integral definida) multiplicado por 2; como vemos en las siguientes 2 ilustraciones. Profundidad del agua=0.182m Diámetro de la figura b=0.33m Acero Agua Figura1 Figura.a Figura.b
- 4. Suponemos que la función de la curva es: y=f(x)= 𝑥2 ; ahora calculamos su área A1=∫ 𝑥2 𝑑𝑥0.182 0 A1 = 1 3 𝑥3 = 1 3 (0.1823 - 0) A1=2.0095*10−3 𝑚2 Área del rectángulo= A2 A2= (Diámetro de la figura b*profundidad) A2=0.33m*0.182m=0.06006𝑚2 Área transversal utilizada=2*(A2- A1)=0.0581𝑚2 Pero como son 2 áreas transversales en el tanque de fermentación, entonces multiplicamos Área transversal utilizada*2 Área transversal total utilizada = 0.1162𝑚2 Ahora proseguimos calculando el Área longitudinal utilizada por el agua en el tanque. Donde la simbolizaremos como A3, entonces como el área longitudinal de un cilindro es 𝜋 ∗ 𝐷 ∗ 𝑙 y el área utilizada por el agua es la 4ta parte de un cilindro, nuestra ecuación queda así: A3 = 𝜋 ∗ 𝐷𝑖𝑎𝑚𝑡𝑒𝑟𝑜 𝑑𝑒 𝑙𝑎 𝑓𝑖𝑔𝑢𝑟𝑎 1 ∗ 𝑙𝑎𝑟𝑔𝑜/4 A3 = 𝜋 ∗ 0.66𝑚 ∗ 1.236𝑚 4 = 0.6407𝑚2 Área longitudinal utilizada por el agua = 0.6407𝑚2 ATotal =0.1162𝑚2 +0.6407𝑚2 =0.7569 𝑚2 Área máxima de transferencia de calor 𝐀 𝐌𝐚𝐱𝐢𝐦𝐚 𝐓𝐫𝐚𝐧𝐬 𝐜𝐚𝐥𝐨𝐫 = 𝐀𝐭𝐨𝐭𝐚𝐥 𝐭𝐫𝐚𝐧𝐬𝐯𝐞𝐫𝐬𝐚𝐥( 𝐝𝐞 𝐥𝐨𝐬 𝟐𝐬𝐞𝐦𝐢𝐜𝐢𝐫𝐜𝐮𝐥𝐨𝐬) + 𝐀 𝐓𝐨𝐭𝐚𝐥 𝐥𝐨𝐧𝐠𝐢𝐭𝐮𝐝𝐢𝐧𝐚𝐥( 𝐝𝐞 𝐦𝐞𝐝𝐢𝐨 𝐜𝐢𝐥𝐢𝐧𝐝𝐫𝐨) 𝐀 𝐌𝐚𝐱𝐢𝐦𝐚 = 2 ∗ 𝜋 ∗ 𝐷2 𝟐 ∗ 𝟒 + (𝜋 ∗ 𝐷 ∗ 𝐿/2) 𝐀 𝐌𝐚𝐱𝐢𝐦𝐚 =0.3421𝑚2 +1.2814𝑚2 =1.6235𝑚2 Balance de materia y energía
- 5. Entrada=salida +perdidas - genera + acumula 𝜌(𝑎𝑔𝑢𝑎) = 1000𝐾𝑔 𝑚3 E=entrada en masa de agua S=salida en masa de agua P=perdidas en masa de agua Genera=0 Acumula=0 S=E-P S=120Kg-10Kg=110Kg % 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜𝑑𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 = 𝑠𝑎𝑙𝑒 𝑒𝑛𝑡𝑟𝑎 ∗ 100 = 110𝐾𝑔 120𝐾𝑔 ∗ 100 = 91.66% Cantidad de combustible gastado por la caldera Qcaldera=mcalderacp∆𝑻 Qcaldera =Q1+Q2+Q3 Q ganado del agua del tanque de fermentación al agua de enfriamiento = Q3= Q1 Q3= magua enf riamiento*Cp∗ ∆𝑇 magua enf riamiento =Q3/ Cp∗ ∆𝑇 magua enf riamiento =6897kJ/(4.18KJ/Kg*°C)(11.6°C-20°C)=196.4286Kg Q1= -Q3= magua liquida*Cp∗ ∆𝑇 Tanque de recepción Simulación del proceso de fermentación E P S
- 6. Q ceido del agua al fluido de enfriamiento agua =Q1= -110Kg*(4.18KJ/Kg*°C)*(35°C-20°C) Q1= -6897KJ Q cedido del vapor al agua= Q2= -(-Q1) en magnitud Q2= magua*(hg-hf)@presión de caldera magua =Q2/(hg-hf)@ 137.8951kpa≈ 138𝑘𝑝𝑎 aquí interpolamos porque no están los valores exactos en las tablas de vapor para buscar lambda de vaporización (hg-hf) Presión (kpa) hf (KJ/Kg) hg( KJ/Kg) 125 444,36 2684,9 138 Xliquido Xvapor 150 567,13 2693,1 Xliquido=456,20 KJ/Kg Xvapor=2689,164 KJ/Kg Tsat a ≈ 138𝑘𝑝𝑎=109°C m v apor = 6897𝐾𝐽 2689 .1640𝐾𝐽 𝐾𝑔 − 456.20𝐾𝐽 𝐾𝑔 =3.0887Kg Qcaldera =Q1+Q2+Q3 Qcaldera = (-6897+6897 +6897) KJ=6897KJ Qcaldera = m de combustible gastado*Cp∗ ∆𝑇 Qcaldera / Cp∗ ∆𝑇 = m de combustible gastado m de combustible gastado =6897KJ/(4.18KJ/Kg*°C)*(109°c-100°c)=183.3333Kg Donde 100°c se supone asumiendo que el agua en Manizales ebulle a 1 atm. Calculo para el coeficiente global de transferencia de calor CALOR CEDIDO POR EL MATERIAL 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙̇ = 𝐾 ∗ ( 𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎) ∗ ∆𝑇 ∆𝑋
- 7. K acero inoxidable=15,6 W/ m ºC Asumiendo la ºT inicial y final del agua como la temperatura del material ºT inicial=20ºC ºT final =35ºC Área =( 𝜋 ∗ 𝐷 ∗ 𝐿 ∗ 2)/2 L semicilindro del tanque de fermentación=1,236m ∆𝑋=0,035m 𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 = 𝜋 ∗ 0.66𝑚 ∗ 1.236𝑚 𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 = 2.5628𝑚2 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙̇ = 15,6 𝑊 𝑚º𝐶 ∗ 2.5628𝑚2 ∗ (35º𝐶 − 20º𝐶) 0,035𝑚 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙̇ = 𝐾𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 ∆𝑇 ∆𝑋 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙̇ = 17134.14857 𝑊 CALORCEDIDO POR LA PLACA EN ENFRIAMIENTO ºT inicial =35ºC ºT final =15ºC 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑝𝑙𝑎𝑐𝑎̇ = 𝐾𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 ∆𝑇 ∆𝑋 𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 = 2.5628𝑚2 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑝𝑙𝑎𝑐𝑎̇ = 15,6 𝑊 𝑚º𝐶 ∗ 2.5628𝑚2 (15º𝐶 − 35º𝐶) 0,035𝑚 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑝𝑙𝑎𝑐𝑎̇ = −22845.53143 𝑊 COEFICIENTECONVECTIVO DE TRANSFERENCIA DE CALOR 𝑨𝒔𝒖𝒎𝒊𝒎𝒐𝒔 𝒆𝒔𝒕𝒂𝒅𝒐 𝒆𝒔𝒕𝒂𝒃𝒍𝒆
- 8. Coeficiente convectivo (h) calentamiento 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑝𝑙𝑎𝑐𝑎̇ = 17134.14857 𝑊 𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 = 2.5628𝑚2 𝑄̇ 𝑔𝑎𝑛𝑎𝑑𝑜 𝑝𝑙𝑎𝑐𝑎̇ = ℎ𝐴𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 ∆𝑇 ºT inicial= 35 ºT final=20ºC ℎ = 𝑄̇ 𝑔𝑎𝑛𝑎𝑑𝑜𝑝𝑙𝑎𝑐𝑎 𝐴. 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 ∆𝑇 ̇ ℎ = 17134.14857 𝑊 2.5628𝑚2(35 − 20)º𝐶 ̇ ℎ = 445.7143 𝑊 𝑚2 º𝐶 ̇ Coeficiente convectivo (h) enfriamiento 𝑸̇ 𝒄𝒅 = 𝑸̇ 𝒄𝒗 ESTADO ESTABLE 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜 𝑝𝑙𝑎𝑐𝑎̇ = −3229,2 𝑊 ℎ = 𝑄̇ 𝑐𝑒𝑑𝑖𝑑𝑜𝑝𝑙𝑎𝑐𝑎 𝐴. 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑎 ∆𝑇 ̇ ℎ = = −22845.53143 𝑊 2.5628𝑚2(15 − 35)º𝐶 ̇ ℎ = 445.7143 𝑊 𝑚2 º𝐶 ̇ 𝑈 = 1 ℎ𝑣𝑎𝑝 + 1 ℎ𝑎𝑔𝑢𝑎 + 1 𝑘/𝑒𝑠𝑝𝑒𝑠𝑜𝑟 =6.7308*10−3 Aplicación de la ecuación de Bernulli Flujo másico (kg/s) = 𝑚𝑎𝑠𝑎 𝑑𝑒 𝑎𝑔𝑢𝑎 𝑡𝑖𝑒𝑚𝑝𝑜 𝑡𝑟𝑎𝑛𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜 𝑒𝑛 𝑙𝑎 𝑡𝑢𝑏𝑒𝑟𝑖𝑎 = 110𝑘𝑔 2.14𝑚𝑖𝑛∗60𝑠/1𝑚𝑖𝑛
- 9. Flujo másico (Kg/s) =0.8594Kg/s Caudal ( 𝑚3 /s ) = 𝑓𝑙𝑢𝑗𝑜 𝑚𝑎𝑠𝑖𝑐𝑜 𝑑𝑒𝑛𝑠𝑖𝑑𝑎𝑑 = 0.8594𝐾𝑔/𝑠 1000𝐾𝑔 𝑚3 = 8.5938*10-4 m3/s Velocidad (m/s) = 𝑐𝑎𝑢𝑑𝑎𝑙 𝐴𝑟𝑒𝑎 = 8.5938∗10−4 m3/s 2.5628𝑚2 = 3.3533m/s Re= 𝜌∗𝑣∗𝐷 𝜇 = 1000𝐾𝑔 /𝑚3∗ 3.3533𝑚 /𝑠∗ 0.035𝑚 1,01∗10−3 𝐾𝑔∗𝑚1 /𝑠 =116203.4653 0= −1 √𝑓 +1.14-2log10( 𝑘𝑠 𝐷 + 9.35 𝑅𝑒∗√𝑓 ) 0= −1 √𝑓 +1.14-2log10( 0.9 0.035 + 9.35 116203 .4653 ∗√𝑓 ) f=0.6594 Donde: 𝑣=Velocidad del fluido 𝜇=Viscosidad Dinámica Re=numero de Reynolds f=factor de fricción ks=Rugosidad relativa D=Diámetro interno de la tubería en metros L=longitud de la tubería en metros hf total= v2 2g ∗ (𝑓 𝐿 𝐷 + ∑K) k=1.2 ∑K= (1.2)*16 ∑K: Sumatoria total de coeficientes de carga por codos de 90°
- 10. hf total = (3.3533m/s)2 2∗9,8m/s2 ∗ (0,6594 ∗ 14.37𝑚 0,66𝑚 + 19.2)=19.2518m 𝑝𝑎 − 𝑝𝑏 𝜌𝑔 − 𝑣𝑏2 − 𝑣𝑎2 2𝑔 − 𝑧2 + ℎ𝑓 = ℎ𝑒𝑞𝑢𝑖𝑝𝑜 0-0-7.845m+19.2518m=21.0968m ℎ𝑒𝑞𝑢𝑖𝑝𝑜 = 21.0968𝑚 Potencia= ℎ𝑒𝑞𝑢𝑖𝑝𝑜*densidad*gravedad*area*velocidad Conclusiones La transferencia de energía por conveccion entre una superficie sólida y un liquido que es sometido a un movimiento se ve afectado por este en una medida proporcional a la transferencia de energía, de tal manera que este factor se podría manipular para disminuir el tiempo del aumento de temperatura como se hace en otros métodos de pasterización, pero en nuestro caso no se puede debido a que si aumentamos la velocidad del agitador podremos ocasionar cambios físicos no deseables, como lo es una desestabilización de los glóbulos grasos de la leche teniendo efectos perjudiciales para la transformación de nuestro producto. La perdida de volumen de un equipo a otro puede ser consecuencia de algunos problemas internos en los componentes de este, como los filtros, la bomba, la válvula de seguridad entre otros. Las suposiciones echas no producen error significativo en nuestros cálculos. La pérdida del líquido por el problema de tuberías y empaques es demasiada, por tal motivo no se deben realizar procesos por la tubería del tanque de recibo de la planta. Entre mas matemático y menos suposiciones se hagan en los cálculos mas exactos serán los resultados