El documento habla sobre la accesibilidad en las comunidades de vecinos. Explica que existen regulaciones como la Constitución Española, leyes autonómicas y estatales que obligan a garantizar la accesibilidad universal. Para instalar elementos como ascensores o rampas se requiere el voto favorable de la mayoría de propietarios que representen la mayoría de cuotas. Todos los propietarios deben pagar la instalación según su cuota de participación. Si la comunidad se niega, se pueden aplicar sanciones o recur











![la pared absorbente de radiación.
Posteriormente el calor se irradia
por todo el edificio durante la
noche o durante días nubosos,
atenuando la diferencia de tem-
peraturas.
“Una casa pasiva es un edificio
en el que el confort térmico (ISO
7730) se puede lograr por el ca-
lentamiento o enfriamiento del
flujo de volumen de aire fresco,
que es requerido para lograr con-
diciones de calidad de aire en
interiores, sin la necesidad de más
recirculación de aire”.
El aire interior en una casa biocli-
mática permanece más caliente
que el aire exterior durante los
meses de invierno. Estas edifica-
ciones normalmente requieren
calefacción adicional en climas
fríos, pero muy lejos de lo que
podría esperarse en una casa con-
vencional.
Se trata de viviendas con un alto
grado de aislamiento, un control
riguroso de las infiltraciones de
aire y de los puentes térmicos,
unas carpinterías de gran calidad
y un aprovechamiento óptimo
del soleamiento de forma tal que
mediante un recuperador de ca-
lor, que recoge el aire caliente del
interior (procedente de la combi-
nación de la captación solar, el
calor de las personas y el genera-
do por la iluminación artificial y
los electrodomésticos) y lo mez-
cla con aire fresco exterior, se
consigue el aporte necesario para
la climatización de la vivienda.
En el hemisferio norte, ventanas
grandes orientadas al sur reciben
más luz solar total durante el día
que las ventanas orientadas en
otras direcciones. La luz solar
entrante a través de las ventanas
aporta calor que es luego almace-
nado en suelos y muros hechos
de hormigón o piedra o en depó-
sitos de agua. Este calor almace-
nado es transmitido a lo largo del
edificio naturalmente por con-
vección, la circulación que ocurre
por causa del aire cálido eleva y
refrigera el aire que desciende.
El uso de árboles y de plantas se
puede seleccionar para absorber
calor, creando el estado de som-
breamiento (particularmente en el
caso de las plantas de hojas cadu-
cas) y para crear abrigo del vien-
to.
Una posible solución para captar
calor en el interior es disponer de
un invernadero acristalado. Los
rayos solares son absorbidos por
la pared trasera de modo que el
calor, se queda almacenado en el
edificio. El invernadero es sim-
plemente un sistema de almace-
namiento térmico de pa-
red expandida. Situando ventanas
o pequeños ventiladores entre el
invernadero y la vivienda, conse-
guiremos que el calor entre de
manera sencilla. Mediante la dis-
posición de un toldo se consigue
evitar un sobrecalentamiento esti-
val. Se puede automatizar el
En calefacción solar pasiva, la
energía solar calienta edificios sin
necesidad de bombas o ventila-
dores que distribuyan el calor.
Ciertos diseños característicos
son incorporados para calentar
edificios en invierno y ayudarles a
mantener el fresco en verano.
Hay dos estrategias pasivas bási-
cas de la energía solar:
1. Ganancia solar directa: la ga-
nancia directa implica la coloca-
ción de ventanas, claraboyas y
aberturas para controlar la canti-
dad de radiación solar directa que
llega al interior y para calentar el
aire y las superficies dentro del
edificio. En el interior deben dis-
ponerse materiales capaces de
almacenar energía situados en el
suelo, fachadas y techo. Es difícil
controlar su funcionamiento.
2.Ganancia solar indirecta: las
paredes y los techos de almacena-
miento en función de la situación
de la masa térmica. La radiación
incide primero en la masa térmica
situada entre el sol y el espacio
habitable. El calor se almacena en
15Nº12. Abri l de 2016
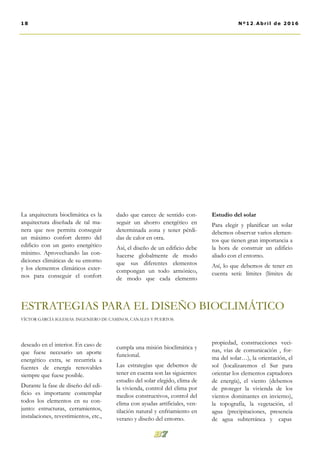
Imagen 1. Energía solar térmica. Aprovecha-
miento directo de la energía solar para disponer
de agua caliente sanitaria y calefacción en vivien-
das. [www.renov-arte.es]
Imagen 2. Vegetación de hoja caduca permite
el soleamiento de los huecos de la vivienda en
invierno y lo dificulta en verano.
[www.construction21.org]](https://image.slidesharecdn.com/1604biela7-160401141654/85/1604-Biela-7-65-N-12-15-320.jpg)
![tendiendo a enfriarse principal-
mente hacia el exterior e invir-
tiendo el flujo de aire. Esto per-
mite optimizar el confort interior
a pesar de las bajas temperaturas
externas.
Para un mejor funcionamiento,
cabe la posibilidad de controlar el
flujo de aire para que no se in-
vierta durante el periodo noc-
turno. Este control de termocir-
culación permitirá un mayor ren-
dimiento del muro. Disponiendo
de una persiana convencional se
evitarán pérdidas de calor por la
parte acristalada.
En verano, este sistema requerirá
sombreamiento al igual que el
resto de huecos acristalados. Las
aberturas permanecerán cerradas
durante el día y se destaparán por
la noche creando un lazo convec-
tivo inverso al deseado en in-
vierno, que permitirá refrigerar el
aire de la estancia.
El espesor del muro determinará
el desfase de la onda térmica cap-
tada. Por norma general se utili-
zarán grandes espesores para lo-
cales ocupados durante la mayor
parte del día, o donde se necesite
un aporte mayor en periodo noc-
turno.
Existen otros sistemas para apro-
vechar la energía solar de manera
pasiva, que aún siendo menos
empleados, cabe mencionar los
siguientes:
- Muro de agua: su funciona-
miento es similar al del muro
trombe, con la diferencia de que
en este sistema se utiliza el agua
que tiene una masa térmica mu-
cho mayor, se deben colocar
aproximadamente 200 litros/m²
de superficie de captación y per-
mitir las corrientes de convección
sistema de forma que permita
adecuar la temperatura interior a
la de confort. Se puede automati-
zar el sistema de forma que per-
mita adecuar la temperatura inte-
rior a la de confort.
Otro sistema pasivo de captación
solar es el muro Trombe. Consis-
te en un muro orientado al sol
fabricado con materiales que per-
mitan absorber el calor como
masa térmica, como hormigón,
piedra o adobe. Se pinta de color
oscuro y se deja un espacio para
colocar un vidrio grueso para
provocar efecto invernadero a
partir de la incidencia del sol. Se
disponen aberturas entre la parte
superior e inferior del cristal y del
muro que manera que se forme
un lazo convectivo con el interior
de la vivienda.
Durante el día, la radiación solar
atraviesa la lámina de vidrio ca-
lentando la superficie oscura del
muro y almacenando el calor en
la masa térmica de este, aumen-
tando la temperatura del aire
existente entre el muro y el vi-
drio, que se introduce en el inte-
rior a través de las aberturas. Por
la noche, el calor escapa del muro
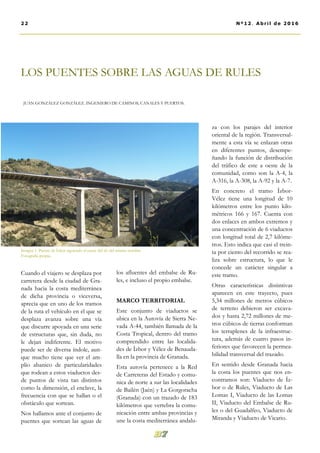
Imagen 3. Ejemplo de captación de energía solar
mediante invernadero adosado.
[www.lekune.com]
16 Nº12. Abri l de 2016
Imagen 4. Casa solar pasiva en Nikaia, Grecia. Diseñada por Christina Zerva Architects. La casa está
envuelta por bloques orgánicos prefabricados que pasivamente mantienen una temperatura agradable
durante el calor del verano y el frío del invierno. [www.trendir.com]
Dibujo 2. Ejemplo de muro Trombe](https://image.slidesharecdn.com/1604biela7-160401141654/85/1604-Biela-7-65-N-12-16-320.jpg)
![mo en otras soluciones, de este
modo la energía se transmite al
interior del edificio por radiación.
- Techo verde o cubierta ajardi-
nada: los techos verdes pueden
ser considerados como aislamien-
to térmico adicional, provocando
la reducción del uso de energía
para calentar o para refrigerar los
edificios. la capa de vegetación
amortigua el estrés de temperatu-
ra durante el verano y el invierno
(35 ° C durante el año), y las dife-
rencias de temperatura entre el
día y la noche (15 ° C durante 24
horas).
La casa solar pasiva tiene un in-
cremento entre un 5% y un 10%
sobre el coste habitual, debido a
la mayor calidad térmica de los
materiales y a una mayor estan-
queidad y aislamiento de la envol-
vente, pero permitirá reducir has-
ta un 80% las necesidades ener-
géticas de calefacción, refrigera-
ción e iluminación, haciendo la
edificación más respetuosa con la
naturaleza.
huecos entre los depósitos de
agua favoreciendo de este modo
los intercambios de calor.
- Cubierta de agua: consiste en la
colocación de elementos rellena-
dos con agua sobre la cubierta
previamente pintada con colores
oscuros, si además se cubren con
vidrio se obtienen mejores resul-
tados en cuanto a su acumula-
ción. En invierno se deben cubrir
mientras que durante el verano
deben permanecer expuestos y
durante la noche se deben abrir
permitiendo así que cedan el ca-
lor.
- Solera de grava: se utiliza la gra-
va aislada como deposito acumu-
lador, procurando evitar que la
humedad del terreno se transmita
a la grava. Se puede hacer circular
aire caliente por su interior para
calentarla o utilizar un vidrio co-
17Nº12. Abri l de 2016
“La casa solar pasiva tiene un incremento entre un 5% y un 10% sobre el coste habitual
pero permitirá reducir hasta un 80% las necesidades energéticas”
REFERENCIAS Y
BIBLIOGRAFÍA:
- IDAE, Análisis del consumo
energético del sector residencial
en España, Madrid, Instituto
para la Diversificación y Ahorro
de Energía, 2011.
- Mazria, Edward. Passive Solar
Energy Book. Pennsylvania,
Rodale Press, 1979.
- Passive Solar Design
<http://
www.passivesolar.com>.
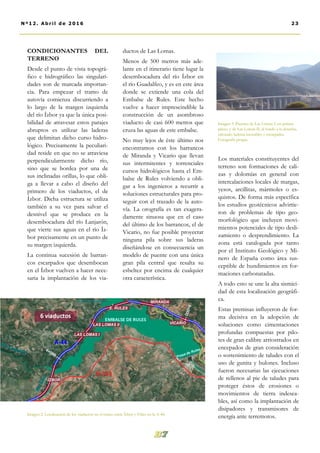
Imagen 5. Karuna House, Oregon. Diseñada por Holst Architecture. La vivienda es la primera en el mundo en conseguir los 3 estándares de eficiencia energéti-
ca más exigentes en cuanto a diseño pasivo: Passive House (PHIUS +), Minergie P-ECO y LEED Home Platinum. Dispone de un envolvente optimizada con
diseño solar pasivo para disminuir necesidades energéticas, requiriendo únicamente de un generador fotovoltaico de 10 kW. [www.phius.org]](https://image.slidesharecdn.com/1604biela7-160401141654/85/1604-Biela-7-65-N-12-17-320.jpg)