El documento describe los errores de añadir agua adicional al hormigón. La relación correcta entre el cemento y el agua es crucial para que el hormigón alcance su resistencia máxima. Añadir más agua aumenta la porosidad y disminuye la durabilidad y resistencia del hormigón. Esto puede conducir a una mayor carbonatación y corrosión de las armaduras con el tiempo. Por lo tanto, la cantidad de agua en el hormigón debe controlarse estrictamente y no debe agregarse agua adicional en la obra.























































![útil y al menos el 80% de los mó-
dulos (por peso) deben ser recu-
perados.
El reciclado de paneles fotovol-
taicos no es económicamente
rentable en la actualidad debido a
que los volúmenes tratados son
insignificantes. Se prevé que a
partir del año 2030 empezarán a
generarse grandes cantidades de
residuos.
A nivel europeo, se estima que
las cantidades significativas em-
piecen a aparecer a partir del año
2050. De estas cantidades, la ma-
yoría corresponderán a los pane-
les de primera generación (silicio)
que representarán más del 40%.
Se ha estimado que la gestión de
los paneles empieza a ser econó-
micamente viable a partir de las
20.000t/año, aunque criterios
más realistas apuntan a las 40 -
50.000 t/año.
Las cantidades que se recogen
actualmente, corresponden prin-
cipalmente a roturas durante la
fabricación o en la mala instala-
ción de las placas durante los 2
primeros años.
Una disposición incorrecta del
residuo puede dar lugar a lixivia-
dos de Pb, Cd, pérdida de mate-
rias primas y de metales raros.
Los paneles están compuestos
mayormente por vidrio y alumi-
nio, pero también contienen, en
pequeñas cantidades, otros mate-
riales que tienen un gran valor
debido a su escasez, plata, indio,
galio, germanio, telurio…
Los metales raros no suponen
más de un 1% en peso del panel,
pero tienen un gran valor econó-
mico.
Actualmente sólo hay dos méto-
dos de reciclaje para los paneles
que han sido testados y puestos
en práctica:
- Tratamiento del Silicio crista-
lino de Deustche Solar
(Alemania)
- Tratamiento de Teluro de Cad-
mio de First Solar (EUA, Alema-
nia y Malasia)
Al contrario que en los sistemas
Deutsche Solar y First Solar, el
simple reciclado del vidrio sólo
conlleva una separación física
con el objetivo de recuperar el
vidrio y no se separan otros com-
ponentes como el Cadmio o el
Mercurio.
Con un procedimiento de recicla-
je adecuado, se puede llegar a
recuperar el 100% del Aluminio,
el 95% del vidrio y el 33% de los
metales raros.
Hay que tener en consideración
que existen paneles solares que
contienen pequeñas cantidades
de Mercurio y Cadmio
(representan menos del 1% del
peso). Substancias que tienen que
gestionarse correctamente por el
elevado impacto que puede supo-
ner su emisión al medio. Aunque
la evolución tecnología de los
paneles, lleva a la reducción del
uso de sustancias peligrosas en su
composición, por lo que se redu-
cirá su aparición en los residuos
futuros.
Teniendo en cuenta que solo hay
dos sistemas de reciclaje de pane-
les reconocidos, existen fabrican-
tes que llevan a cabo ciertos pro-
cesos de reciclaje y reutilización
(pendientes de verificar) entre
ellos, fabricantes españoles.
Hay que estar preparados para el
momento en que las cantidades
de residuos de paneles
comunidades autónomas.
Hasta hace poco, el reciclaje de
paneles fotovoltaicos no era obli-
gatorio en Europa. Pero en el
2012 el Parlamento de la Unión
Europea (UE) oficialmente cam-
bió las directrices de su
“Desperdicio de Equipo Eléctri-
co y Electrónico”, WEEE por
sus siglas en ingles. Bajo las nue-
vas modificaciones, el 85% de
todos los módulos fotovoltaicos
deben ser recolectados por los
“productores” al final de su vida
69Nº14. Junio de 2016
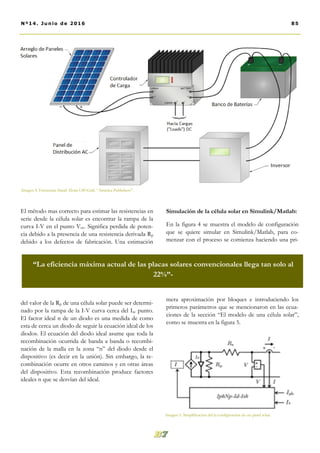
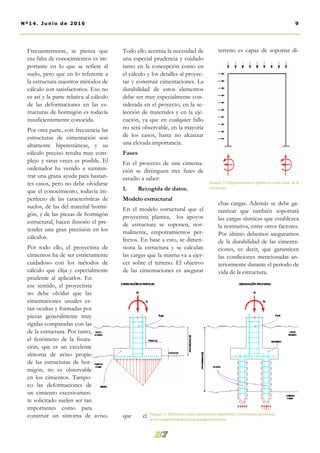
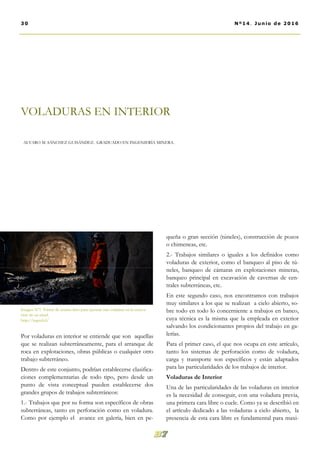
Imagen 1. Potencia solar instalada en España,
fotovoltaica y térmica. [www.ree.es]
Imagen 2. Localización de centrales solares
térmicas en España. [www.protermosolar.es]
Imagen 3. Evolución de la potencia eólica insta-
lada año a año en España (en MW)
[www.aeeolica.org]](https://image.slidesharecdn.com/1606biela7-160523001918/85/1606-Biela-7-65-N-14-69-320.jpg)
![EFE Félix A. López, investigador
del CSIC.
Las palas de molino o aerogene-
radores en desuso son residuos
emergentes (nuevos en el merca-
do) y por tanto todavía no existe
una directiva europea específica
que las catalogue como residuos
peligrosos o tóxicos o inertes, lo
que favorece el vacío legal en
torno a ellas.
A este respecto cabe señalar que
el parque eólico español, los pri-
meros aerogeneradores datan de
1997, está constituido por 17.000
generadores lo que suma un total
de 51.000 palas, de las que unas
1.500 o 2.000 se encuentran a día
de hoy averiadas o en desuso.
Actualmente el destino de estas
palas, sin una legislación que lo
defina, hay que buscarlo en alma-
cenes y depósitos localizados en
las inmediaciones de los grandes
parques eólicos repartidos por
casi toda la península.
Además, los parques eólicos es-
tán situados generalmente en lu-
gares inaccesibles y el transporte
de una pala por una empresa ges-
tora más la trituración de la mis-
ma tiene un coste que varía entre
los 4.000 y 5.000 euros, coste que
a veces es complicado asumir.
Estas palas, miden entre 45 y 48
metros, se pueden averiar bien
por fenómenos meteorológicos
adversos como los rayos, bien
por choques de avifauna o sim-
plemente porque han llegado al
final del ciclo de su vida, unos 15
años dependiendo de diversos
factores, lo que haría imprescin-
dible su sustitución.
Es por eso que el Consejo Supe-
rior de Investigaciones estima
que en España y en un período
entre 2017-2025, alrededor de
1.500 aerogeneradores (4.500
palas) equivalentes a una potencia
instalada de aproximadamente
2128 MW, e instalados en el pe-
ríodo 1997-2000, habrán llegado
al final de su vida útil. Además, el
aprovechamiento de las palas
también estaría orientado a la
recuperación de materiales como
las fibras de carbono ya que tie-
nen un valor añadido para aplica-
ciones dentro de la aeronáutica y
representan una oportunidad de
negocio y de innovación impor-
tante.
fotovoltaicos empiecen a aumen-
tar.
Las palas de los aerogeneradores
en desuso o al final de su vida útil
-entre 1.500 y 2.000 en España-
se están almacenando en vertede-
ros incontrolados, con el consi-
guiente riesgo a una combustión
que libere las sustancias tóxicas
de las que están hechas y generen
un impacto en la salud y el medio
ambiente.
Si las palas se depositan junto a
un bosque y un incendio forestal,
fortuito o provocado las quema-
ra, la combustión de esas aspas
compuestas por fibras de car-
bono y de vidrio, reforzadas en
algunos casos con poliéster, ge-
neraría químicos peligrosos y
muy contaminantes para el me-
dioambiente y el hombre, ha ex-
plicado en una entrevista con
70 Nº14. Junio de 2016
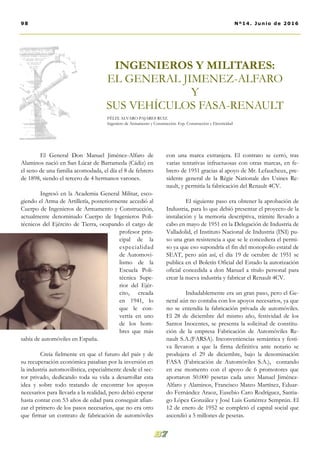
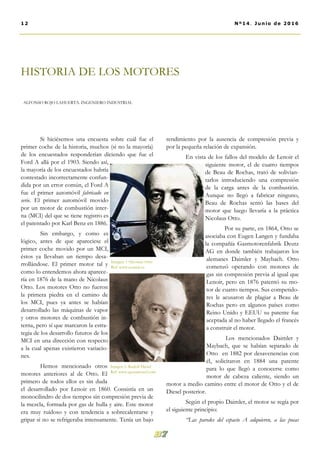
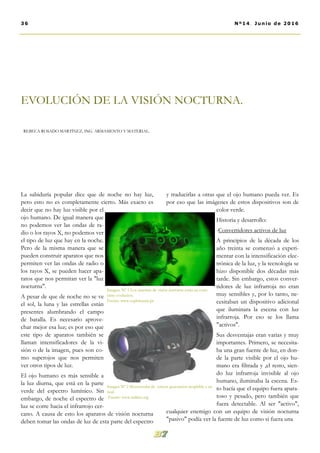
Imagen 4. Fragmentación de pala averiada de un aerogenerador para facilitar su manipulación y tritura-
ción. [www.futurenviro.es]
“El reciclado de paneles fotovoltaicos no es económicamente rentable en la actualidad
debido a que los volúmenes tratados son insignificantes.”](https://image.slidesharecdn.com/1606biela7-160523001918/85/1606-Biela-7-65-N-14-70-320.jpg)
![cundarias. Dicha investigación
estará finalizada en 2017 y se en-
focará hacia la recuperación de
los recursos materiales conteni-
dos en estos residuos (fibras
inorgánicas y otros materiales) en
todas las etapas del proceso de
fin de vida: desmontaje de las
palas en el parque eólico y reci-
claje de los materiales recupera-
dos para su devolución al ciclo
económico como materias pri-
mas secundarias. Concretamente,
se demostrará su aprovechamien-
to como refuerzo en prefabrica-
dos de hormigón, mientras que el
material restante de la pala, con
propiedades aislantes, será utiliza-
do en núcleos de paneles para la
construcción.
El planteamiento propuesto
aborda la problemática de la ges-
tión de estos residuos de forma
integral, es decir, desde el des-
montaje de las palas en el propio
campo eólico y su logística inver-
sa, hasta el tratamiento del resi-
duo y el aprovechamiento de los
materiales reciclados en nuevas
aplicaciones.
Los resultados esperados del pro-
yecto se orientan a desarrollar
una Guía de Buenas Prácticas y
metodología para el desmontaje y
logística inversa de palas de aero-
generador; una Metodología de
Reciclaje que permita alcanzar un
índice de recuperación de mate-
riales superior al 75% en peso de
las palas (metales, fibras inorgáni-
cas, polímeros), una reducción de
los Gases de Efecto Invernadero
(en términos de CO2 equivalen-
te) de al menos 6.000 kg de CO2
por pala reciclada y una Guía de
recomendaciones legislativas diri-
gida a Comisión Europea en ma-
teria de desmantelamiento, ges-
tión y reciclaje de turbinas eólicas
obsoletas.
Desde el punto de vista ambien-
tal y en función de las perspecti-
vas de crecimiento a futuro de la
tecnología, se hace necesario ocu-
parse de un problema emergente
asociado al crecimiento de la can-
tidad de parques eólicos instala-
dos y por instalarse, como es la
gestión de los residuos generados
por los aerogeneradores una vez
cumplida su vida útil.
Ante esta realidad, Iberdrola se
ha aliado con los centros tecnoló-
gicos vascos Gaiker-IK4 y
Tecnalia, para crear un nuevo
sistema sostenible que permita el
aprovechamiento de las palas de
los aerogeneradores, desarrollan-
do el proyecto LIFE+BRIO, fi-
nanciado por el Programa LI-
FE+ de la Unión Europea, cuyo
principal objetivo es demostrar
desde una perspectiva de ciclo de
vida, una metodología innovado-
ra y sostenible de gestión y recu-
peración de los materiales con los
que están fabricadas las palas de
los aerogeneradores para reutili-
zarlos como materias primas se-
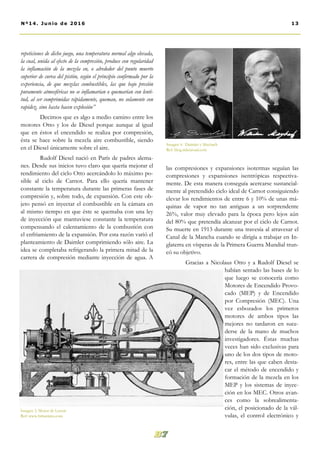
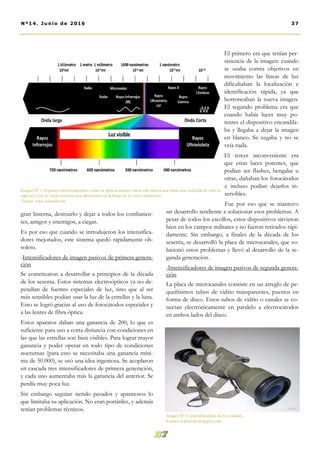
Imagen 6. Desguace de aerogenerador
[www.fernandocosano.es]
71Nº14. Junio de 2016
Imagen 5. Aerogenerador destruido debido a
fuertes vientos . [www.occhiodisalerno.it ]
”-
“El aprovechamiento de las palas recupera materiales como fibras de carbono con un valor
añadido para aplicaciones dentro de la aeronáutica y de innovación importante.”
REFERENCIAS Y
BIBLIOGRAFÍA:
- Asociación de empresas de
energías renovables (APPA):
< http://www.appa.es>
- Asociación empresarial eléctrica
(AEE):
< http://www.aeeolica.org/es>
- Iberdrola: < www.iberdrola.es>
- Red eléctrica de España (REE):
<http://www.ree.es/es/>.](https://image.slidesharecdn.com/1606biela7-160523001918/85/1606-Biela-7-65-N-14-71-320.jpg)