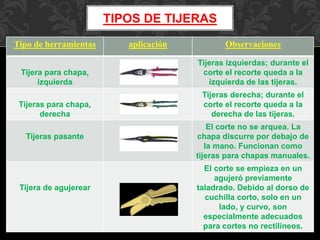
El documento habla sobre diferentes tipos de maquinaria para plegar y doblar chapa metalica como plegadoras de mesa oscilante, plegadoras mecánicas e hidráulicas. También describe prensas plegadoras de accionamiento mecánico o hidráulico, y explica los principios básicos del doblado de chapa como la fuerza necesaria para vencer la elasticidad del material y provocar un cambio de dirección. Finalmente, menciona diferentes tipos de doblado y herramientas como cizallas y tijeras us