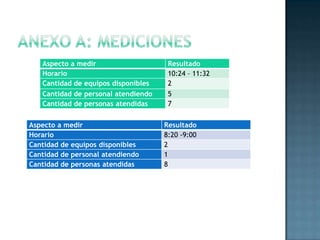
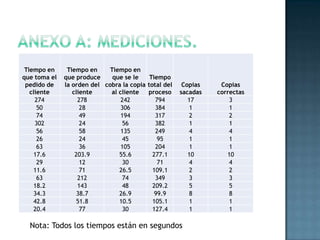
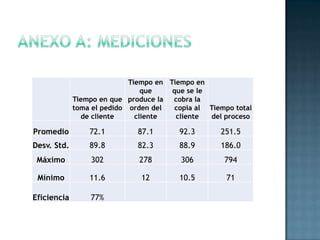
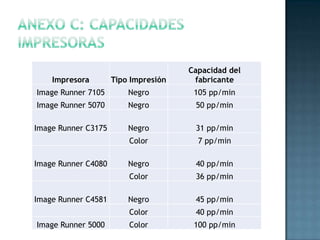
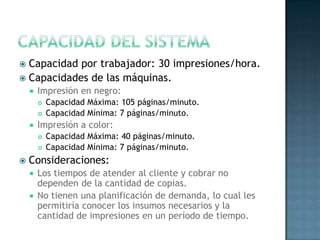
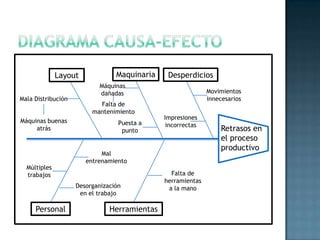
El documento resume los resultados de un estudio de tiempos realizado en una imprenta universitaria. Se midieron los tiempos de diferentes procesos como la toma de pedidos, impresión y cobro, encontrando tiempos promedio de 72, 87 y 92 segundos respectivamente. También se analizaron factores como la capacidad de las máquinas de impresión y el número de trabajadores.
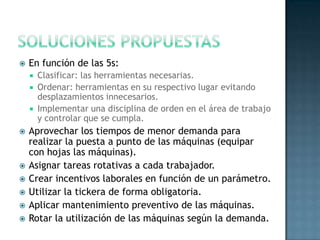
![ Eficiencia: 77%
APFD= 12.5%
Tiempo de Ciclo.
Tiempo de Ciclo Promedio: 252 ± 186 [s].
Tiempo Estándar: 283 [s].
Tiempo Normal de las actividades.
Tiempo de toma del pedido: 72 ± 90 [s].
Tiempo de producción: 87 ± 82 [s].
Tiempo de cobro: 92 ± 89 [s].
Tiempos Estándar de actividades.
Tiempo de toma del pedido: 81 [s].
Tiempo de producción: 98 [s].
Tiempo de cobro: 104 [s].](https://image.slidesharecdn.com/casoeycos2-130610093254-phpapp01/85/Caso-eycos-2-6-320.jpg)
![ Ingenieros Industriales. Estudios de tiempos. [Página
Web en línea]. Consultado el 13 de mayo del 2013 en:
http://ingenierosindustriales.jimdo.com/herramienta
s-para-el-ingeniero-industrial/estudio-de-tiempos/
Clases de la profesora Carmen Rojas. Disponible en:
http://agora.unimet.edu.ve/dos.php?d=624
Productividad-Unimet. [Página web en línea].
Consultado el 2 de junio del 2013 en:
Productividad y Medición de Trabajo. [Página web en
línea]. Consultado el 2 de junio del 2013 en:
http://productividadmt.blogspot.com/
Productividad Equipo 3. Presentación Plan Análisis
EYCOS. [Página Web en Línea]. Consultado el 8 de
junio del 2013 en:
http://productividadequipo3.blogspot.com/2013/05/
presentacion-plan-analisis-de-eycos.html](https://image.slidesharecdn.com/casoeycos2-130610093254-phpapp01/85/Caso-eycos-2-12-320.jpg)