Descargar como PDF, PPTX


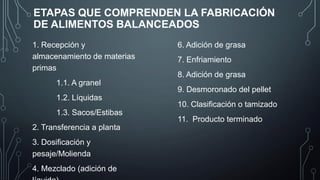




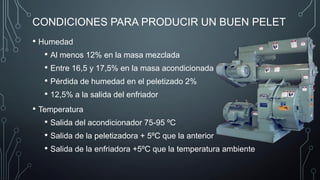
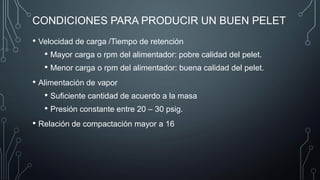

El documento describe el proceso de fabricación de alimentos balanceados para animales. Explica las etapas clave como la recepción y almacenamiento de materias primas, la formulación, dosificación y mezcla de ingredientes, molienda, peletizado, enfriamiento y almacenamiento del producto terminado. También brinda detalles sobre factores importantes como la granulometría, humedad y temperatura requeridas para producir pellets de alta calidad.



















































![Diseño de Plantas [Planta de Embutidos "Salchichas" 1/4]](https://cdn.slidesharecdn.com/ss_thumbnails/diseodeplantasprimerparcial-120609002504-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)






















