Descargado 10 veces


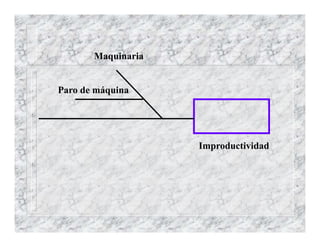
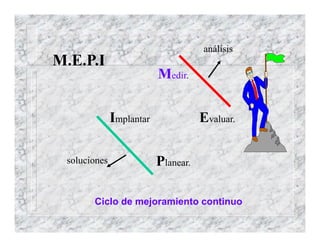
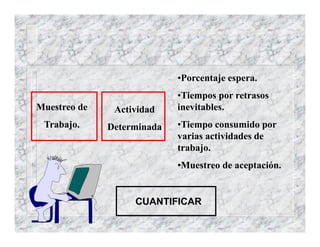
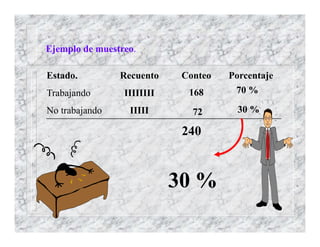
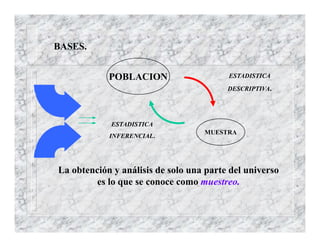


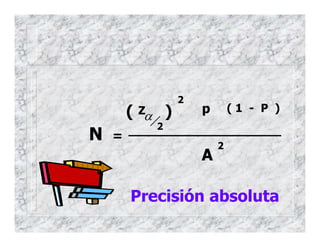
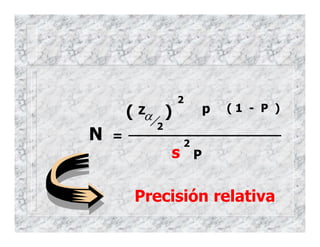
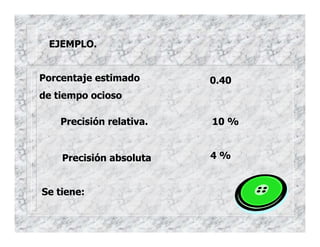
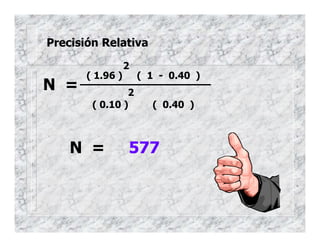
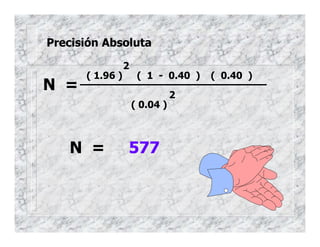
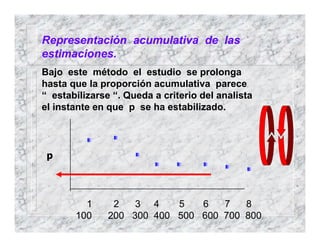
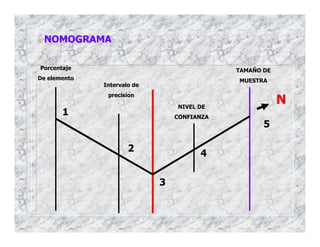
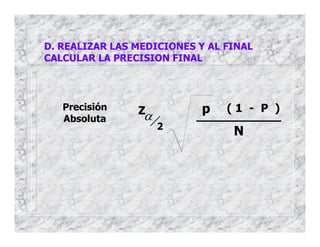
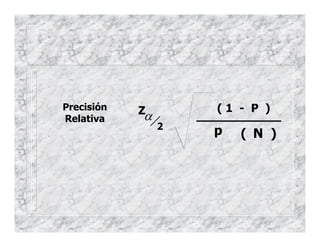
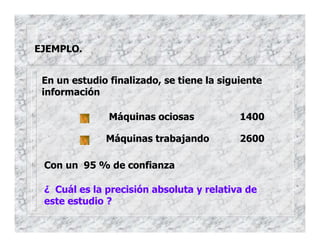
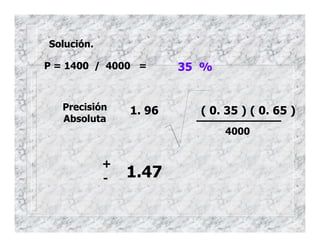
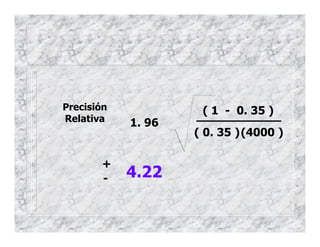
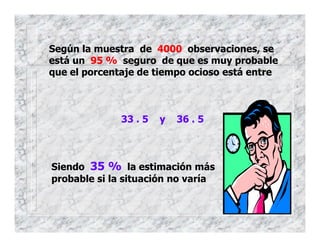
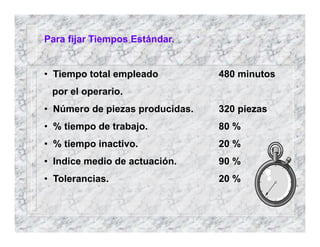
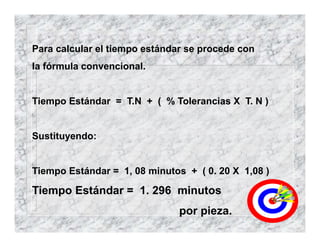
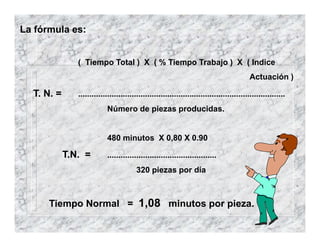

Este documento describe el proceso de muestreo de trabajo, incluyendo definir el problema, determinar la precisión y nivel de confianza, realizar una estimación preliminar, y proyectar un estudio definitivo. El muestreo de trabajo cuantifica el tiempo dedicado a diferentes actividades a través de observaciones aleatorias para analizar factores como la productividad.












































































