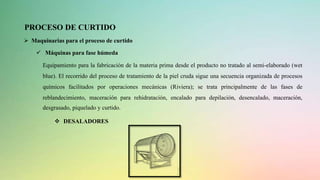
Este documento presenta información sobre el proceso de curtido de pieles. Explica que el curtido transforma las pieles de animales en cuero mediante procesos químicos que lo hacen flexible, resistente y duradero. Describe las etapas del proceso que incluyen pelambre, desencalado, desengrasado, curtido y secado. También identifica posibles defectos en las pieles debido a factores como garrapatas, matanza inadecuada de animales, y curado incorrecto. El documento provee detalles sobre cada etapa del
















![DEFECTOSQUESEPRODUCENDURANTELAMATANZA
La matanza efectuada en condiciones primitivas plantea siempre problemas, porque el desuello es
defectuoso o porque los animales no se desangran correctamente. Afortunadamente en muchas partes del
mundo cada vez más se sacrifican a los animales en mataderos modernos.
Sin embargo, la separación del cuero de la carne plantea un problema incluso en instalaciones modernas.
En la industria de la carne, el cuero o piel se considera frecuentemente como un material contaminado y
francamente indeseable que debe eliminarse inmediatamente. La piel de oveja, al ser pequeña, se desuella
rápidamente y, por lo tanto, tiene poco tiempo para perder el calor del cuerpo. Además, el vellón, con su
estructura compacta retrasa el enfriamiento de la piel. Por consiguiente, las pieles de oveja caen en el
montón principal del matadero industrial a una temperatura muy superior a los 30°C, que puede subir
hasta 40°C por acción bacteria], si las pieles no se recogen hasta pasadas unas seis horas. Cuando el
ganado se desuella a mano, el tiempo adicional que este proceso requiere y el contacto del cuero
desollado con el piso frío y húmedo permiten una perdida considerable de calor corporal.](https://image.slidesharecdn.com/exposicin-procesos-semana-14-220212203522/85/Exposicion-procesos-semana-14-20-320.jpg)