Introducción al control industrial asistido por ordenador
•Descargar como DOCX, PDF•
0 recomendaciones•1,393 vistas

El documento introduce el control industrial asistido por computador. Explica que el control digital es más ventajoso que el analógico para procesos industriales complejos, ya que permite mantener constantes las señales de control y monitorear variables en tiempo real. También permite lograr mayor rendimiento, calidad y seguridad en la producción. Sin embargo, requiere desarrollar precisos modelos matemáticos del proceso y algoritmos para minimizar errores. Luego, describe los componentes clave del control distribuido asistido por computador, incluyendo mon
![De donde:
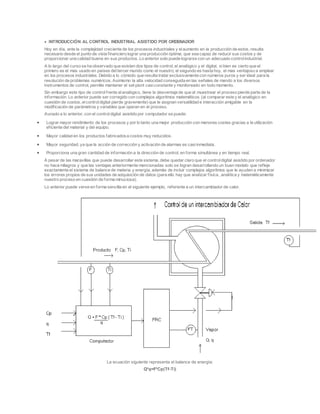
Q = Caudal de vapor
q = Calor de condensación del vapor a la presión de alimentación
F = Caudal de liquido
Cp = Calor especif ico del liquido
Tf = Temperatura del liquido a la salida
Ti = Temperatura del liquido a la entrada
En el modelo anterior se supone que no hay pérdidas (o son mínimas estas)
Esta ecuación es el modelo matemático simple del proceso expresado en forma estática sin tener en cuenta las condiciones
dinámicas (en cuyo caso debe ser expresado en forma de ecuación dif erencial). Como nos interesa controlar la temperatura
de salida, reducimos la expresión a:
Tf = Ti+[(Q*q)/(F*Cp)]
El control clásico por realimentación de Tf , se actúa únicamente sobre el caudal de vapor Q, mientras que en el control en
adelanto simple se considera solo el caudal del f luido F. De ahí la importancia de tener en cuenta las demás variables que
intervienen en la ecuación para conseguir el control total del proceso. Por otro lado, la ecuación puede modif icarse a:
Q = F*(Cp/q)*(Tf-Ti)
Expresión que indica que el problema del control total queda resuelto con un instrumento que resuelva la ecuación,
midiendo los valores de Ti, Tf y F e introduciendo o midiendo los valores de Cp y q. Dicho instrumento recibe el nombre de
COMPUTADOR. En el ejemplo anterior, la ef icacia del computador dependerá de la precisión con que el modelo
matemático o algoritmo de control se ajuste al modelo real del proceso (recordemos que hay perdida de datos por parte del
control digital), por lo que resulta útil añadir al sistema un control de realimentación clásico, que obviamente puede
almacenarse el la memoria del computador y ejecutarse al par del control de adelanto simple.
Se que el ejemplo anterior es sumamente simple y como es lógico, al tender los sistemas a evolucionar a una complejidad
cada vez mayor, fue inevitable el intentar desarrollar un computador de gran capacidad que realizara la función de controlar
todas las variables del proceso en forma optima. Este computador programable evoluciono en dos etapas:
- El control digital directo
- El control supervisor
Estos computadores iniciaron la separación de la instrumentación analógica del mando directo del operador, pasando
directamente este a funciones de supervisión e interviniendo solo en caso necesario al ser avisado por el computador.
La decisión de un(a) computador(a) conectado(a) al proceso se realizaba hace 20-30 años de acuerdo con múltiples
factores de los cuales aun se recuerdan los siguientes:
La planta debía de tener una producción anual muy grande para que fuera factible obtener un pequeño porcentaje de
mejora en su rendimiento que pudiera justif icar la enorme inversión que representaba la instalación de control por
computadores (Actualmente los costos se han abaratado enormemente y las prestaciones han mejorado
espectacularmente de modo que puede af irmarse que, a partir de unos 20-25 lazos (instrumentos a monitorear y
controlar), es mas barata la adquisición de instrumentos de control digital que la de analógicos (neumáticos o electrónicos).
Que haya líneas de proceso muy importantes (como en la fabricación de hidrocarburos o en la industria fármaco biológica).
Que el proceso cambie sus características internas con el tiempo, tal como en el caso de los coef icientes de transferencia
de calor en un horno, en un intercambiador de calor, etc... donde se prevé que la instalación de instrumentos
convencionales dará menor rendimiento.
En procesos en desarrollo donde puede ser muy útil la instalación de un computador puesto que permite realizar estudios
de manera continua que facilitan su mejor diseño.
Procesos agresivos donde se tenía que manejar todo el proceso de manera simbólica pues no había forma de realizar
mediciones constantes.
Procesos extremadamente delicados y peligrosos, que exigían alta precisión (centrales nucleares).
B) CONTROL DE PROCESOS POR ORDENADOR
B1) MONITORES (Adquisición de datos).
Se def ine a un monitor como una unidad de adquisición de datos, podría decirse que son sensores, pero a diferencia de
estos, los monitores de un tiempo acá, poseen cierto tipo de inteligencia conferida por un procesador.
De ahí el termino monitoreo que usaremos a lo largo del texto.
Además de lo anterior otro tipo de monitor, es aquel que presenta en forma graf ica lo que esta pasando en la planta, de
forma fácil y porque no también llamativa, de estos el de CRT o tubo de rayos catódicos es el mas común, aunque los LCD,
TFT y demás, se están haciendo patentes con mayor fuerza cada día.](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Introducción al control industrial asistido por ordenador
Similar a Introducción al control industrial asistido por ordenador (20)
Último
Último (20)
Introducción al control industrial asistido por ordenador
- 1. INTRODUCCIÓN AL CONTROL INDUSTRIAL ASISTIDO POR ORDENADOR Hoy en día, ante la complejidad creciente de los procesos industriales y el aumento en la producción de estos, resulta necesario desde el punto de vista f inanciero lograr una producción óptima; que sea capaz de reducir sus costos y de proporcionar una calidad buena en sus productos. Lo anterior solo puede lograrse con un adecuado control industrial. A lo largo del curso se ha observado que existen dos tipos de control, el analógico y el digital, si bien es cierto que el primero es el mas usado en países del tercer mundo como el nuestro; el segundo es hasta hoy, el mas ventajoso a emplear en los procesos industriales. Debido a lo cómodo que resulta tratar exclusivamente con números puros y ser ideal para la resolución de problemas numéricos. Asimismo la alta velocidad conseguida en las señales de mando a los diversos instrumentos de control, permite mantener el set piont casi constante y monitoreado en todo momento. Sin embargo este tipo de control f rente al analógico, tiene la desventaja de que al muestrear el proceso pierde parte de la información. Lo anterior puede ser corregido con complejos algoritmos matemáticos (al comparar este y el analógico en cuestión de costos, el control digital pierde gravemente) que le asignan versatilidad e interacción amigable en la modif icación de parámetros y variables que operan en el proceso. Aunado a lo anterior, con el control digital asistido por computador se puede: Lograr mayor rendimiento de los procesos y por lo tanto una mejor producción con menores costes gracias a la utilización ef iciente del material y del equipo. Mayor calidad en los productos fabricados a costos muy reducidos. Mayor seguridad, ya que la acción de corrección y activación de alarmas es casi inmediata. Proporciona una gran cantidad de información a la dirección de control, en forma simultánea y en tiempo real. A pesar de las maravillas que puede desarrollar este sistema, debe quedar claro que el control digital asistido por ordenador no hace milagros y que las ventajas anteriormente mencionadas solo se logran desarrollando un buen modelo que ref leje exactamente el sistema de balance de materia y energía, además de incluir complejos algoritmos que le ayuden a minimizar los errores propios de sus unidades de adquisición de datos (para ello hay que analizar f ísica , analítica y matemáticamente nuestro proceso en cuestión de forma minuciosa). Lo anterior puede verse en forma sencilla en el siguiente ejemplo, referente a un intercambiador de calor. La ecuación siguiente representa el balance de energía: Q*q=F*Cp(Tf-Ti)
- 2. De donde: Q = Caudal de vapor q = Calor de condensación del vapor a la presión de alimentación F = Caudal de liquido Cp = Calor especif ico del liquido Tf = Temperatura del liquido a la salida Ti = Temperatura del liquido a la entrada En el modelo anterior se supone que no hay pérdidas (o son mínimas estas) Esta ecuación es el modelo matemático simple del proceso expresado en forma estática sin tener en cuenta las condiciones dinámicas (en cuyo caso debe ser expresado en forma de ecuación dif erencial). Como nos interesa controlar la temperatura de salida, reducimos la expresión a: Tf = Ti+[(Q*q)/(F*Cp)] El control clásico por realimentación de Tf , se actúa únicamente sobre el caudal de vapor Q, mientras que en el control en adelanto simple se considera solo el caudal del f luido F. De ahí la importancia de tener en cuenta las demás variables que intervienen en la ecuación para conseguir el control total del proceso. Por otro lado, la ecuación puede modif icarse a: Q = F*(Cp/q)*(Tf-Ti) Expresión que indica que el problema del control total queda resuelto con un instrumento que resuelva la ecuación, midiendo los valores de Ti, Tf y F e introduciendo o midiendo los valores de Cp y q. Dicho instrumento recibe el nombre de COMPUTADOR. En el ejemplo anterior, la ef icacia del computador dependerá de la precisión con que el modelo matemático o algoritmo de control se ajuste al modelo real del proceso (recordemos que hay perdida de datos por parte del control digital), por lo que resulta útil añadir al sistema un control de realimentación clásico, que obviamente puede almacenarse el la memoria del computador y ejecutarse al par del control de adelanto simple. Se que el ejemplo anterior es sumamente simple y como es lógico, al tender los sistemas a evolucionar a una complejidad cada vez mayor, fue inevitable el intentar desarrollar un computador de gran capacidad que realizara la función de controlar todas las variables del proceso en forma optima. Este computador programable evoluciono en dos etapas: - El control digital directo - El control supervisor Estos computadores iniciaron la separación de la instrumentación analógica del mando directo del operador, pasando directamente este a funciones de supervisión e interviniendo solo en caso necesario al ser avisado por el computador. La decisión de un(a) computador(a) conectado(a) al proceso se realizaba hace 20-30 años de acuerdo con múltiples factores de los cuales aun se recuerdan los siguientes: La planta debía de tener una producción anual muy grande para que fuera factible obtener un pequeño porcentaje de mejora en su rendimiento que pudiera justif icar la enorme inversión que representaba la instalación de control por computadores (Actualmente los costos se han abaratado enormemente y las prestaciones han mejorado espectacularmente de modo que puede af irmarse que, a partir de unos 20-25 lazos (instrumentos a monitorear y controlar), es mas barata la adquisición de instrumentos de control digital que la de analógicos (neumáticos o electrónicos). Que haya líneas de proceso muy importantes (como en la fabricación de hidrocarburos o en la industria fármaco biológica). Que el proceso cambie sus características internas con el tiempo, tal como en el caso de los coef icientes de transferencia de calor en un horno, en un intercambiador de calor, etc... donde se prevé que la instalación de instrumentos convencionales dará menor rendimiento. En procesos en desarrollo donde puede ser muy útil la instalación de un computador puesto que permite realizar estudios de manera continua que facilitan su mejor diseño. Procesos agresivos donde se tenía que manejar todo el proceso de manera simbólica pues no había forma de realizar mediciones constantes. Procesos extremadamente delicados y peligrosos, que exigían alta precisión (centrales nucleares). B) CONTROL DE PROCESOS POR ORDENADOR B1) MONITORES (Adquisición de datos). Se def ine a un monitor como una unidad de adquisición de datos, podría decirse que son sensores, pero a diferencia de estos, los monitores de un tiempo acá, poseen cierto tipo de inteligencia conferida por un procesador. De ahí el termino monitoreo que usaremos a lo largo del texto. Además de lo anterior otro tipo de monitor, es aquel que presenta en forma graf ica lo que esta pasando en la planta, de forma fácil y porque no también llamativa, de estos el de CRT o tubo de rayos catódicos es el mas común, aunque los LCD, TFT y demás, se están haciendo patentes con mayor fuerza cada día.
- 3. Por ultimo, monitor también es un segmento de programación, comúnmente escrito en lenguaje C, que regula el f lujo de datos en una forma similar a un semáforo, ello evita que se atasquen y colapsen las redes de adquisición de datos. B2) CONTROL SUPERVISORIO (supervisor). Sistema de control en el cual los bucles de control operan independientemente, sujetos a acciones de corrección intermitente a través de sus puntos de consigna. En la f igura 4.2 se muestra este esquema de control, el cual por orden histórico fue el primero en utilizarse. En este esquema la computadora juega solamente el papel de un supervisor, ya que no tiene acceso a ningún lazo de control y su única función es monitorear las variables controladas del proceso o bien, modif icar las referencias de control (set points). Los lazos de control en este esquema se siguen realizando mediante controladores analógicos. B3) CONTROL DIGITAL DIRECTO (DDC). Sistema de control que realiza un aparato digital que establece directamente las seales que van a los elementos f inales de control. En la Figura 4.3 se muestra el esquema de una computadora trabajando en control digital directo. En este esquema la computadora ejecuta uno o varios algoritmos de control para realizar directamente el control de una o varias variables de un proceso. Este esquema es al que se enfocan estos apuntes.
- 4. C) CONTROL DISTRIBUIDO. En lo años 70, dentro de los esfuerzos de investigación dedicados a la resolución del problema del control de fabricas con un gran numero de lazos y teniendo en cuenta el estado de la técnica de los microprocesadores y la característica <conservadora y avara) de la industria, se llego a las siguientes conclusiones generales 1.- Descartar el empleo de un solo ordenador (control directo digital) por razones de seguridad y de capacidad de estos (se colapsaban, congelaban o suf rían espasmos térmicos que fusionaban ciertos componentes) y sustituirlo por varios controladores digitales capaces de controlar un cierto numero de variables, para así distribuir el riesgo del control único; así mismo se opto por el empleo de unidades de respaldo y la conexión de computadores paralelos. 2.- Cada control digital debía ser universal, es decir disponer de algoritmos de control seleccionables por sof tware, que permitieran resolver todas la situaciones de control y dieran así versatilidad al sistema ( de este modo, un solo controlador digital podría efectuar un control P, PI, PID, o de relación o en cascada...) 3.- La velocidad en la adquisición de datos y su salida hacia los actuadores, debía ser en tiempo real, lo que obligaba a utilizar microprocesadores de 16 bits (que en aquellos tiempos eran una novedad y que hoy consideramos obsoletos f rent e a los de 64 bits como el Xeon, Itanium o Atlon). 4.- Para comunicar entre si los transmisores electrónicos de campo, los controladores y las interfaces para la comunicación con el operador de la planta, se adopto el empleo de una vía de comunicaciones, en forma de cable coaxial instalado en la planta, con un recorrido paralelo a los edif icios y a la sala de control. 5.- Para eliminar el espacio de panel requerido por el control clásico, se adopto el uso de uno o varios monitores TRC (actualmente son LCD, TFT o plasma), en los cuales, el operador, a través del teclado, debía examinar las variables de proceso, las características de control, las alarmas... sin perturbar el control de la planta, y con la opción de cambiar cualesquiera características de control de las variables del proceso. Como resultado de estos esfuerzos, el primer control distribuido para la industria apareció en Noviembre de 1975 (TDC 2000 de Honeyw ell). En esencia, la diferencia entre el control distribuido y el control digital radica en que el primero necesita se conf igurado manualmente nodo a nodo y el segundo puede ser codif icado electrónicamente. El ordenador personal también ha incorporado al control distribuido. Permite la visualización de las señales de múltiples transmisores, el diagnostico de cada lazo de transmisión, el acceso a los datos básicos de calibración y a los datos de conf iguración de los transmisores. En este esquema, que es el más difundido a nivel industrial en la actualidad se utilizan computadoras o microcontroladores para reemplazar los lazos de control individuales que en el esquema antiguo se implementaban con controladores analógicos. Además se usa una gran computadora de gran capacidad para realizar la función de supervisora que ya se describió en el esquema supervisor anterior, con la diferencia que en el nuevo esquema dicha computadora se auxilia de subsistemas que controlan una red local que sirve de interfaz de comunicación con cada controlador Funcionando en control digital directo.
- 5. El controlador básico del sistema es un microprocesador que proporciona los clásicos controles PID y otros algoritmos de control. Es apto para el manejo de 8 lazos que proporciona, entre otros, los siguientes algoritmos de control: - Salida manual - PID normal - PID con ajuste externo del punto de consigna - PID con control anticipado (feedforward) - Adelanto-retardo - Sumador - Multiplicador - Divisor - Relación - Extracción de raíz cuadrada - Rampas programadas (temperatura en procesos dinámicos) - Contador Los algoritmos anteriores pueden conf igurarse de tal forma que se def ine cual es el ultimo modo de control a retener en caso de avería, las unidades de ingeniería (tipo de termopar, termoresistencia), la acción de control (directa, inversa), las alarmas, el tipo de señal, asignación de bandas portadoras de señal... C.1) COMPONENTES DEL CONTROL DISTRIBUIDO. - El controlador multifunción que, al utilizar en su programación un lenguaje de alto nivel, se asemeja a un ordenador personal, proporciona las funciones de control lógico que permiten regular un proceso discontinuo (Bach control), y el manejo de procesos complejos, en las que el control básico esta limitado. Tal es el control de una columna de destilación, donde el control es dinámico, y es necesario realizar cálculos en tiempo real sobre las ecuaciones de equilibrio entre el ref lujo interno y el ref lujo externo en cabeza de la columna. Otros casos típicos son la manipulación de reactores en condiciones anormales, el precalentamiento de líquidos de alimentos de procesos mediante la creación matemática de modelos... - El control secuencial enlaza el control analógico (modulante con posiciones que varían continuamente en la válvula de control) con el control lógico, Por ejemplo, el arranque y el paro de una cadena de vapor deben hacerse de modo secuencial para eliminar totalmente el riesgo de una explosión que ocurriría si, en el peor de los casos, entrara agua en la caldera con el nivel muy bajo y con los tubos del serpentín al rojo vivo.. El control secuencial se realiza con un conjunto de instrucciones o sentencias, parecidas a programas de ordenador, que establecen en el tiempo los puntos de ajuste de cada elemento para que tenga lugar la secuencia deseada. El lenguaje empleado es de alto nivel, parecido al Basic o C, y orientado al usuario del ordenador personal, por lo que es fácil de escribir y de interpretar.
- 6. - En el control discontinuo (Bach control) es usual automatizar la entrada de ingredientes, en particular en la industria farmacéutica, def iniendo la naturaleza y cantidades en lo que se llama la formula (recipe). Debido a que se fabrican muchos productos diferentes en la misma unidad de fabricación, es necesario que el equipo de control sea versátil para satisfacer la gran variedad de formulas (recipes) que pueden presentarse. La practica usual es disponer de un programa de la formula principal grabado en Cd, disquete, DVD o HD móvil, y modif icar esta dinámicamente de acuerdo con los datos de la formula, las fases del proceso discontinuo y el tiempo estimado de ejecución de la operación. - Los controles programables sustituyen a los reles convencionales utilizados en la industria. En lugar de disponer de pulsadores y reles para los circuitos de enclavamiento y para el accionamiento de los motores de la planta, con el correspondiente panel o cuadro de mandos y con los consiguientes cables de conexión, voluminosos y caros, el controlador programable aporta la solución versátil, practica y elegante del sof tware en un lenguaje especial, basado en la lógica de los reles. El teclado del controlador dispone de símbolos que representan la lógica de los contactos: NA (normalmente abierto), NC (normalmente cerrado), Temporizacion ON u OFF, contador, Constante, operadores aritméticos. De este modo pueden desarrollarse programas que representen cualquier tipo de enclavamiento y comprobarlos con un simulador de contactos, antes de acoplar el controlador programable a la planta - La estación de operación proporciona la comunicación con todas las señales de la planta para el operador de proceso, el ingeniero de proceso y el técnico de mantenimiento. La presentación de la información a cada uno de ellos, se realiza, mediante programas de operación, de este modo: 1.- el operador de proceso ve en la pantalla (o pantallas) un graf ico o gráf icos del proceso que le interesa (incluso hay algunos con animaciones de movimiento), y puede manipular las variables deseadas, las alarmas, las curvas de tendencia, etc.. Puede archivar datos históricos de la planta que crea interesantes, obtener copias en impresora de las tendencias, estado de las alarmas e incluso llevar un registro del desgaste progresivo de ciertos elementos de control, de medición... 2.- El ingeniero de proceso puede editar programas del proceso, construir las representaciones en la pantalla de partes del proceso... 3.- El técnico de mantenimiento puede fundamentalmente diagnosticar y resolver problemas en los elementos de control distribuido de la planta. - El computador permite implementar los programas de aplicación de los usuarios, destinados a obtener información determinada de la planta y procesarla con objeto de analizarla mas adelante. El sistema incluso puede optimizar variables, hacer cálculos especiales o complejos sobre balance de energía o de consumo de materias primas de la planta, y a confeccionar reportes especiales. Por otro lado el computador puede comunicarse con otros ordenadores de mayor capacidad para obtener información sobre el consumo de materias primas, sobre los factores que inf luyen en la producción y en su rendimiento, y sobre los datos analíticos que se utilicen en la optimización de la planta. Y, como es lógico, esta información actual obtenida del proceso es accesible a la dirección, que puede utilizarla para el control de los costos de la planta. El lenguaje utilizado suele ser de alto nivel, Fortran 77 y/o 99 (o el Microsof t Fortran Studio), Visual C, Delphi, Visual Basic, Java... Se desarrollan programas que permiten utilizar el control distribuido de manera óptima para mejorar la productividad de la fábrica y minimizar los costes. Entre estos programas se encuentran: 1.- Monitoreo y control de turbinas generadoras 2.- Mezclas en ref inerías y en la industria del papel 3.- Auto ajuste de lazos de control 4.- Librería de gráf icos para la construcción de diagramas de f lujo 5.- Control de calderas de vapor La tendencia del computador es a generar cada vez más información, la que debe ser transmitida rápidamente dentro de la planta y a veces en tiempo real. Esta información es manejada por los llamados periféricos del ordenador. Estos periféricos deben trabajar a la misma velocidad que los sistemas basados en los nuevos procesadores Advanced Micro Device, Intel, Motorola o IBM (de ahí que una industria no compre el primer periférico que encuentre). Entre Estos se encuentran memorias de varios Gigas e incluso Terabytes, impresoras rápidas con alta calidad... - Las alarmas son importantes en el control de procesos. Existen alarmas de alto y bajo valor de la variable (LPV, HPV), alarmas de desviación entre el punto de consigna (SP) y la variable controlada (PV), alarmas de tendencia que actúan si la variación de la variable excede de un valor pref ijado, alarmas de estado de la señal de entrada o de salida, alarmas de situación critica, alarmas que indican que el proceso esta fuera de control y que se acerca un desastre inminente (como las de Chernovil), alarmas que indican el restablecimiento del control... Conviene evitar la instalación de un número excesivo de alarmas, ya que el operador se ve obligado a silenciarlas apretando el botón correspondiente y, además le predisponen a no prestarles atención. Los casos en los que la alarma actúa demasiadas veces a lo largo del día son debidos a un mal diseño o a una condición en el proceso, que hay que corregir. El control distribuido tiene una seguridad mejorada con relación a los sistemas convencionales de control, tal como se ha mencionado, los transmisores disponen de un sistema de auto calibración y diagnostico de averías que permite al personal de mantenimiento, localizarlas y repararlas rápidamente, en caso de que se produzcan. El sistema es redundante y puede
- 7. considerarse como una inteligencia distribuida que, en forma parecida a la humana, limita las consecuencias de un fallo, manteniendo el control del sistema. Desde el punto de vista de la f iabilidad del equipo, el numero de horas/fallo de los elementos de control distribuido es considerable y varia en régimen permanente y a la temperatura de 25°C desde 10,000 horas/fallo en los controladores básicos hasta 220,000 horas/fallo en la vía de comunicaciones (cable coaxial), y este tiempo sigue creciendo con las nuevas técnicas de fabricación que se van incorporando a la industria. Otro parámetro es la llamada disponibilidad, es decir, la f racción de tiempo que el sistema es operable. Por ejemplo, una disponibilidad de 90% signif ica que el sistema trabaja el 90% del tiempo, mientras que el 10% restante esta en reparación. Pues bien, en los sistemas de control distribuido, la disponibilidad típica varia desde 99.2 hasta 99.9%, dependiendo de la bondad del equipo (ello se logra dejando de usar equipos mediocres como los de Intel), de la disponibilidad de piezas criticas y del mantenimiento. Por lo tanto, si el usuario dispone en la planta de dichas piezas y ha contratado un buen mantenimiento, la seguridad es clara (mejor aun si se dispone de otro sistema de respaldo y de procesamiento que le supla durante el periodo de revisión). Lo anterior pone de manif iesto que los sistemas de control distribuido son hoy en día los que logran el mejor desempeño. Sus ventajas son tan claras que, al estudiar la instrumentación y el control de una nueva fabrica o la reforma de una antigua, es inimaginable no considerarlos como posibles opciones de elección. Los sistemas electrónicos, al usar la lógica binaria, presentan la ventaja de poder aplacarse y ser compatibles tanto en enormes producciones, como en la fabricación de un número pequeño de unidades. Actualmente el coste del equipo electrónico disminuye de forma continua, el sof tware continua su creciente desarrollo y la presión económico global que introduce a la automatización aumentara hasta el f in del mundo, por lo cual es de esperar que el control automático resultara vital en todo proceso productivo y que el aprender las bases que le fundamentan nos harán mejores ingenieros. C.2) ARQUITECTURAS BÁSICAS Debido a que de un tiempo a la fecha los distribuidores de equipo electromecánico se ponen un tanto roñosos a la hora de solicitarles información (y de no efectuar ninguna compra del carísimo equipo) y a que el Internet tiene cada vez mas basura referente a planes de estudio y demás... se mostrara a continuación los elementos que integran el control distributivo con una breve descripción que complementa la fundamentacion anterior. Modelos de Sistemas de Control Digital Comienzo por aclarar que el tipo de controladores al que nos enfocamos en estos párrafos es a los que realizan control retroalimentado de sistemas continuos, por ello se descartan los controladores en lazo abierto (salvo que sirvan para ilustrar aspectos básicos) y los controladores de secuencias discretas tales como los PLC's (o equivalentes) en su modalidad de control ON-OFF (La mayoría de los PLC's actuales contemplan también módulos analógicos que permiten utilizarlos en control retroalimentado de sistemas continuos). En otras palabras, los controladores que se tratan aquí son computadoras, microcontroladores o cualquier sistema digital programable equipado con módulos de adquisición de datos analógicos (Convertidores Analógico/Digital) y Control analógico (Convertidores Digital / analógico) En la f igura 4.1 se muestran los elementos básicos que debe poseer un sistema de control retroalimentado basado en computadora.
- 8. RED de Monitoreo y control Básico Una red de monitoreo de control básico, opera según la fundamentacion anteriormente expuesta, y como se menciono antes, a ello se anexan los sensores y elementos f inales de control. La f igura siguiente muestra un típico esquema de control, que será detallado en los siguientes párrafos.
- 9. Bloque A Elementos de medición permanente Entran en contacto con el proceso, realizan conversiones e incluso transmiten en idioma binario, actualmente toros se encuentran integrados a un PLC que les controla y a su vez este esta sometido a un ordenador central y una o varias estaciones de control (x sección y central) 1.- Sensor (+ elemento primario): Entra en contacto con el sistema a medir (absorbiendo o no parte de su energía) generando una medición que responde a las variaciones de la variable controlada. 2.-Transmisor: Captan la variable de proceso a través del elemento primario y la transmiten a distancia en forma eléctrica 3.- Transductor: Reciben una señal de entrada función de una o más cantidades f ísicas y la convierten modif icada o no a una señal de salida 4.- Los convertidores son aparatos que reciben la señal de entrada y la convierten en una binaria. Bloque B Elementos de evaluacion (Previa). Elementos contenidos dentro del computador central 1.- Receptores (Interprete): Reciben la señal de entrada, procedentes de los transmisores y la guardan en un registro temporal listo a ser evaluado. 2.- Los controladores (CPU): Comparan la variable controlada con un valor deseado y ejercitan la acción correctiva mediante un análisis matemático y la evaluacion de complejos códigos de programación. Bloque C Elementos de evaluacion y control (Integrados) Una vez evaluado lo anterior se procede a transmitir la señal que contiene información sobre lo que hay que hacer para corregir el error. Muchos de estos elementos pueden ser integrados a un PLC o PIC, conectado a su vez a la computadora central. 1.- Transductor (lo mismo pero a la inversa)
- 10. 2.- Transmisor " " 3.- Elemento f inal de control: Recibe la señal del controlador y modif ica el caudal del f lujo o agente de control. Accionando Válvulas, toberas, motores, pistones, servos... C.3) SISTEMAS COMERCIALES EXISTENTES. Erróneamente se piensa que para el control industrial, las computadoras son las encargadas de suministrar todos los elementos controladores, sin embargo la realidad es que una estación de monitoreó central, no es capaz por si sola de llevar el control de un proceso, sin precisar de componentes electrónicos, de comunicación y elementos f inales de control. Actualmente el mercado se divide en grandes segmentos como los de sof tware, Hardware, telecomunicación, control f inal, rastreo y monitoreo, conversión… En esta parte se trataran solo dos: Sof tw are y Autómatas programables, como miembros principales del control distribuido; sin embargo no por ello los demás deja de ser importantes, pero en vista de que cada conf iguración demanda una arquitectura propia, seria sumamente dif ícil adaptar los demás tópicos a todos los tipos de conf iguraciones posibles (aunque estas estén cumpliendo con estándares interacciónales). C.3.1) SISTEMAS COMERCIALES EXISTENTES (SOFTWARE). Existen varios protocolos de control entre ellos, estos son los más populares: ASPEN: Popular programa de simulación de procesos, ampliamente conocido entre los estudiantes de ingeniería Química. Su fabricante apostó a que su compañía era lo suf icientemente buena como para desarrollar un programa que desplegara en tiempo real las variables del proceso; cosa que ha hecho muy bien. Es comercialmente caro y no muy fácil de usar, aunque para un empleado capacitado, su entorno totalmente graf ico, resulta amigable. Además de que la licencia incluye un simulador y las suf icientes herramientas para desarrollar nuevos procesos. Actualmente es un Sof tw are muy utilizado por la industria y es fabricado por los norteamericanos. EMERSON MANAGEMENT: Su producto estrella PLANTWEB es publicitado con la siguiente f rase " Usted va a ayudarme a mejorar la calidad de mi producto. Incluso mientras optimizo mi producción. Es lo que todos dicen. PRUEBELO! " Hasta ahora la compañía af irma que puede hacer esto y mas of reciendo para lo anterior un paquete integral de programas y además los elementos f ísicos para la medición de datos, la transferencia de estos, el cableado, las estaciones de trabajo...
- 11. Emerson Electric Corporation dueña de las marcas anteriormente mencionadas Af irma que con su sof tware puede incrementar la calidad hasta en un 40 % of reciendo un para ello entorno amigable, totalmente graf ico y funcional (basado en tiempo real). NATIONAL INSTRUMENTS: Proporciona los servicios de desarrollo de sof tware acorde a las necesidades del cliente, con la capacidad de poder ser expandido a futuro. La compañía es pionera en el tratamiento de datos, y en versiones actuales, sus programas incorporan interfaces graf icas, con animaciones en tiempo real, proporcionando así ef icacia y seguridad. Otro punto a su favor es el reducido precio que cobra por una licencia de sus programas comerciales de tan alta calidad LABWIEW: Hasta hace poco, este programa solo servia para el procesamiento de datos, sin embargo hay en día es posible visualizar el estado del proceso en tiempo real (desconozco si también sirve para controlar el proceso) y con un entrono de programación complementario el operador puede controlar de forma sencilla algunas de las variables del proceso. El programa es óptimo para la investigación, la simulación y para ser instalado en pequeñas empresas, cortas de presupuesto. La interfase es sumamente amigable y no requiere suma especialización. CAD/ CAM/ NCAC: Sistemas para la implementación de un sistema de control propio, basados en control numérico, dibujo y modelado asistido por ordenador e instrucciones numéricas ordenador-unidad de proceso. Posiblemente el tipo de Sof tw are mas complicado hasta ahora, pero también el que logra excelentes resultados de monitoreo y manufactura directa. Un poco apartados del control distribuido, pero imprescindibles a este. Hasta ahora existen una gran multitud de fabricantes que venden sus productos a muy diversos costos y con características propias de cada uno. Los cuatro sistemas de Sof tware incorporan o permite exportar registros del proceso (SPC) a otros paquetes, o sus propias bases de datos, para llevar un control estadístico que indique el comportamiento del proceso y sirva como base para futuras mejoras. C.3.2) SISTEMAS COMERCIALES EXISTENTES (HARDWARE). Hasta hace algunos años existía una gran cantidad de estos paquetes, sin embargo desde que La f rancesa Merlín Green se anexo a Cuatler Hammer y Square D el mercado se resume a las siguientes opciones: SIEMENS. La compañía apuesta por una descentralización del sistema (CD), debido a que ello aporta f lexibilidad al proceso. Sin embargo lo anterior crea la necesidad de intercambiar datos entre los aparatos o con un ordenador superior de conducción. Para cumplir lo anterior la compañía propone eliminar las redes coaxiales, sustituyéndolas por redes con topología de bus, la cual es mas barata, conf iable y además permite la comunicación entre estaciones con un solo cable de datos (banda ancha). Como parte de sus productos de automatización la compañía Alemana Siemens of rece una gran cantidad de elementos f inales de control, tales como relevadores, temporizadores, así como fusibles, motores, tarjetas de adquisición de datos, Controladores a base de Programadores Lógicos PLC, Monitores teclados CPU's industriales, Paneles de control LCD y actualmente propone nuevos tipos de redes tales como: SINEC L1 Es una red local económica que trabaja según el principio maestro esclavo. En ella el acceso a las estaciones de red esta controlado por una estación maestra de BUS. Esta red acepta 31 equipo SIMATIC (su serie comercial de PIc's ) y puede tener hasta 50 Km. de distancia. La velocidad de transferencia es de 9.6 Kbits/s SINEC L2/2FO Es una red local de tipo inferior/medio de comunicación, es decir en el entorno industrial. Se basa en La norma DIN 19 245. SINEC 2F0 es una red óptica, es decir emplea f ibra óptica para la transmisión de datos. A ambas redes se les puede conectar hasta 127 estaciones de las cuales 32 pueden ser maestras y el resto esclavas. La velocidad de transmisión va desde 9,6 a 5090 Kbits/s y 1.95 Mbits/s) El alcance es de 9.6 Km. y 23.8 Km. respectivamente. SINEC H1/HfO Esta red es de célula abierta según la norma internacional IEEE 802.3 (CSMA/CD) para utilización en el entrono industrial. Basada en Ethernet Puede conectar 1024 estaciones a 10 Mbits/s a una distancia máxima de 1.5 Km. con cable triaxial o 4.6 si se utiliza cable blindado CO. Para lograr una ef iciencia se utiliza el protocolo MAP 3.0 Debe hacerse mención que estas redes aceptan Sistemas COROS (de la marca Siemens) y equipos de otras marcas como: Digital, Tandem y Hew lett Packard. FEDERAL PACIFIC. Compañía con una larga tradición en el ramo electromecánico, of rece entre sus productos Consolas de mando, relevadores, temporizadores, contactores, arrancadores magnéticos... Fue de las primeras en apostar por los sistemas de control distribuido, fabricando en México varias de las primeras consolas de este tipo.
- 12. Actualmente of rece diversas soluciones para la automatización que resultan económicamente viables para pequeña y mediana empresa. TELEMECANIQUE. La compañía esta presente en la realización de sistemas de automatización de gran envergadura. Entre los productos que of rece se encuentran: contactores, reles, equipo neumático, interruptores, fusibles, fotoceldas, unidades de mando, timers y más recientemente estaciones de trabajo. Fue de las primeras en el país en of recer soluciones de automatización, combinando lo mejor del control digital y el analógico. En 1990 Telemecanique México desarrollo para la CFE un proyecto de alta tecnología empleado en una planta de tratadora de agua del tipo pulidoras de condensación (La función básica de este tipo de plantas consiste en recuperar el condensado que se forma en una turbina durante el transcurso normal de la operación). Para ello desarrollo un sistema de supervisión denominado MONITOR 77 basado en su autómata estrella TSX-67200 y un ordenador industrial IBM, a través de ello es posible controlar el proceso y medir además concentraciones de sodio, amoniaco, conductividad.... Actualmente dicho producto ha sido superado; sin embargo como se menciono antes, fue una de las compañías pioneras en el control digital. HONEYWELL: Compañía pionera a nivel mundial en el ramo computacional, electromecánico y de automatización. Creo El TDC 2000, uno de los primeros sistemas de control distribuido en 1975. Entre los productos que of rece se encuentran autómatas programables, relevadores, arrancadores magnéticos, sistemas de protección eléctrica. Fusibles, tarjetas de adquisición de datos, protocolos de red, paneles de visualización, PIC's... Desarrollo junto con varias compañías, los estándares IEC, NEMA, DIN, IEEE... que actualmente rigen el mercado industrial... Por si fuera poco también fabrica indicadores de proceso, registradores, transductores... Podría decirse que sus elementos de comunicación y de control son universalmente un estándar y por ello pueden interconectarse con otras familias (otras marcas), sin causar conflictos ni colisiones el la arquitectura del sistema. Cuando la compañía que contrata los servicios de Honeyw ell es grande, esta ultima es capaz de fabricarle la red entera e incluso diseñarle el sof tware de monitoreo/ control a la medida de las necesidades de dicha empresa, a costos razonables y con una alta ef iciencia. CUATLER HAMMER Y SQUARE D. Gigantes Franco-estadounidenses de la electromecánica, cada uno fabrica gran cantidad de piezas electromecánicas, que van desde las canaletas para el cableado, hasta la fabricación de autómatas programables. Cuentan cada uno de ellos con enorme experiencia en el ramo del control industrial, desde aquellos días en que se empleaban Válvulas Termoiónicas. Su tendencia en la industria es ligeramente moderada, pues cada uno de ellos ha implementado nuevos modelos de componentes que revolucionan el mercado. Su fuerte es la fabricación de relevadores, arrancadores, tableros de carga, sirenas, PLC, PIC, tarjetas de interfase, Módulos de arranque, Terminales industriales, Fusibles de corte industrial… Actualmente poseen la capacidad de disear sof tware especial para el cliente, además de que poseen una de las mejores redes de servicio y una excelente atención al público. La versatilidad de sus componentes y su nueva tendencia a apostar aun más por la distribución del control industrial, le hacen buenas opciones en el momento de elegir la plataforma con la que se automatizara una planta. Todos sus productos cumplen con estrictos estándares de calidad y se adaptan a las normas NOM, ISA, ISO, DIN y IEEE que regulan desde los 70's el mercado de la automatización. GENERAL ELECTRIC. Corporación norteamericana, pionera en casi todo, desde la producción de electricidad hasta la creación de armamento termonuclear. Aunque sus productos no son muy conocidos, ello no quiere decir que no sean buenos, fabrican, relevadores, contactores, motores de casi todo tipo, circuitos integrados, partes para turbina, elementos intercambiadores de calor, sensores, sof tw are….. General Electric apuesta junto con otras empresas por lo que denomina control digital distribuido por diversif icación de unidad. Con ello se pretende reducir el numero de costosas estaciones de trabajo e integrar las funciones de estas a un panel de control común y corriente, claro que supervisado a todo momento por un ordenador central. Para abaratar costos fue de las primeras en diversif icar el poder de un costoso Mainf rame en varias computadoras baratas, pero con la potencia y conf iabilidad necesaria para continuar los procesos.
- 13. IEM - WESTINGHOUSE Corporaciones mexicanas y norteamericanas que durante un buen tiempo trabajaron juntas. La primera fabrica elementos industriales básicos como Transformadores y Motores, elementos básicos en el control industrial, al parecer también f abrica calderas… La segunda por su parte f abrica elementos electrónicos, Turbinas…. Si bien es cierto que hasta ahora no fabrican elementos de control computacionales, sus productos son necesarios para el control f inal; pues sin estos vale un comino tanta implementación electrónico-computacional. FOXBORO, LEEDS & NORTHRUP, DESIN, KENT, ECKARDT, FISHER PORTER, BECKMAN, MARTIN MARTEN, MASONEILAN Y DEMAS… Fabrican controladores, Paneles de control, Registradores, Instrumentos ciegos, Transductores y elementos f inales de control, pero no se logro saber sobre sus sistemas electrónicos-digitales y computacionales para ala automatización asistida por ordenador. TOSHIBA, SONY, MISHUBIHY, HUNDAY. Gigantes asiáticos que fabrican módulos para el control industrial, sin embargo debido a que muchos concuerdan con que sus productos son de calidad inferior, estos no son muy conocidos. Actualmente las compañías antes mencionadas son líderes mundiales en el desarrollo, investigación e implementación de sof tware y hardware para el control y monitoreo de procesos en tiempo real, manejando tecnologías de 32, 64 y 128 bits. Empleando para ello tres de los procesadores comerciales mas potentes fabricados por AMD, INTEL y MOTOROLA. Salvo las japonesas como Toshiba y Sony que emplean procesadores que ellas mismas fabrican. D) CONCLUSIONES. La automatización es un proceso global imparable, por ello para ser competitivo, resulta vital su implantación. Hasta ahora hay varias formas de automatizar una industria, pero las principales son el control distribuido, el control supervisor y el control digital directo. De las tres la primera es la mejor y la que actualmente se aplica por su alta ef iciencia. Sin embargo al parecer hay una nueva tendencia a realizar un control electrónico directo mediante paneles de control y autómatas programables, solo que a diferencia del pasado, esta vez estos elementos se interconectan entre si y a un ordenador central. Resulta sumamente practico el conocer la arquitectura básica de cada componente, pero se ser posible en el futuro seria bueno que los fabricantes proporcionaran un poco mas de información sobre sus productos E) BIBLIOGRAFÍA. CREUSS, ANTONIO. Instrumentación y control industrial. Cuarta edición. Editorial Marcombo. México. 1992. HERNÁNDEZ, Oscar. Apuntes de Instrumentación industrial. 2001. SECRETARIA DE EDUCACION PUBLICA DIRECCION GENERAL DE INSTITUTOS TECNOLOGICOS INSTITUTO TECNOLOGICO DE TOLUCA LICENCIATURA EN INGENIERIA QUIMICA ESPECIALIDAD AMBIENTAL TOPICOS DE CONTROL ASISTIDO POR COMPUTADORA, PARA EL MONITOREO Y CONTROL FINAL DE PROCESOS INDUSTRIALES. Como parte de la evaluacion de la quinta unidad de Instrumentacion y Control Industrial. Lunes 9 de Mayo del 2005. Toluca, Estado de Mexico, Republica Mexicana. ITT publicidad