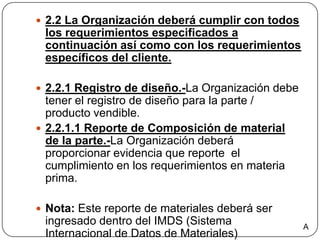
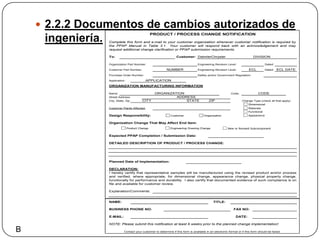

Este documento establece los requerimientos para la presentación de la aprobación de producción del producto (PPAP) que debe cumplir una organización. Incluye 18 secciones que detallan los documentos, análisis, planes, resultados y muestras que se deben proporcionar, como el registro de diseño, FMEA de diseño y proceso, plan de control, resultados de pruebas, estudios de capacidad inicial, y garantía de presentación de la parte. El objetivo es asegurar que la organización cumpla con todos los requisitos del cliente y pro












































































