Descargado 62 veces
















































































![CAPACIDAD DEL PROCESO EN BASE
A LA CARTA X - R
De una carta de control X - R (con subgrupo n = 5) se obtuvo lo siguiente,
después de que el proceso se estabilizó quedando sólo con causas
comunes:
Xmedia de medias = 264.06 Rmedio = 77.3
Por tanto, estimando los parámetros del proceso se tiene:
= X media de medias = Rmedio / d2 =77.3 / 2.326 = 33.23
[ d2 para n = 5 tiene el valor 2.326]
Si el límite de especificación es: LIE = 200
El Cpk = (200 - 264.06) / (77.3) (3) = 0.64 por tanto el proceso no cumple
con las especificaciones
](https://image.slidesharecdn.com/coretoolspresentacin-220507201340-ef397d4b/85/Core-Tools-Presentacion-ppt-92-320.jpg)








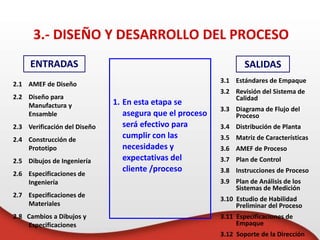
![PROPÓSITO
• Presentar una guía para evaluar la calidad de un sistema de
medición. Este material se enfoca no en un compendio de
análisis para todos los sistemas de medición, se enfoca
principalmente en sistemas de medición donde sus lecturas
puedan ser repetidas en cada parte.
DEFINICIONES Y TERMINOLOGÍA
• MEDICIÓN: Asignación de números [o valores] a cosas materiales
para representar las relaciones entre ellos con respecto a
propiedades particulares.
MSA (Análisis del Sistema de Medición)](https://image.slidesharecdn.com/coretoolspresentacin-220507201340-ef397d4b/85/Core-Tools-Presentacion-ppt-103-320.jpg)









































Este documento presenta la información para un taller de entrenamiento sobre las Core Tools (herramientas principales) para auditores de procesos, incluyendo APQP, Plan de Control, AMEF, SPC, MSA y PPAP. El taller cubrirá los requisitos de las Core Tools en ISO/TS 16949:2009, una revisión general de cada herramienta, y cómo relacionar las herramientas con los procesos organizacionales para auditarlos de manera efectiva. El objetivo es que los participantes actualicen sus conocimientos sobre las Core Tools y cumplan