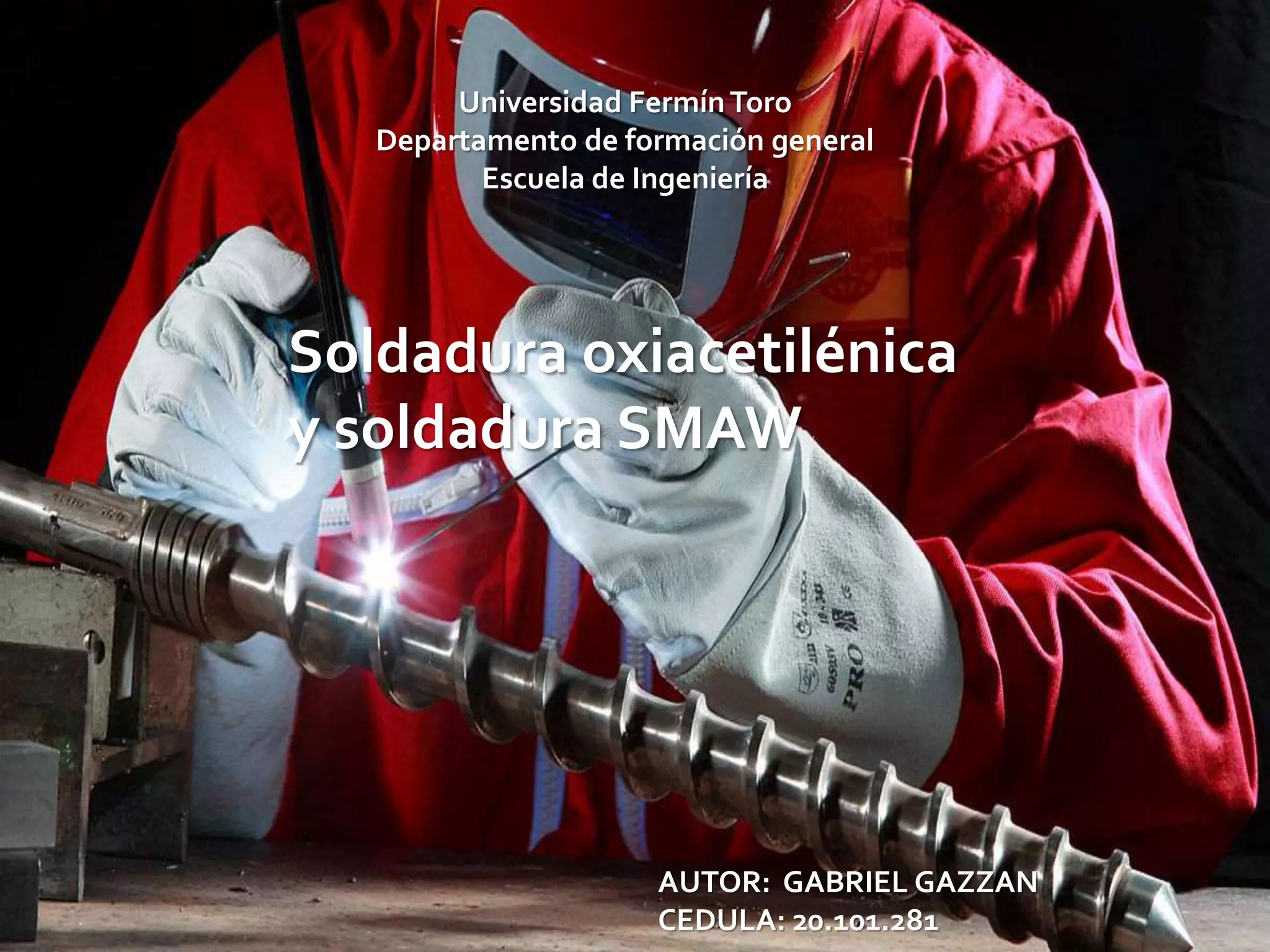
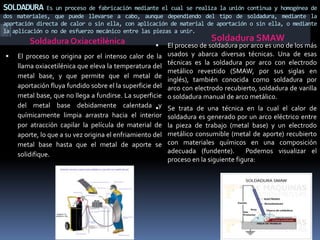
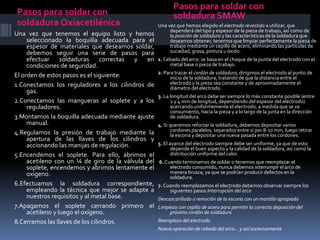
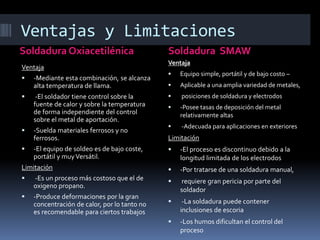
Este documento describe dos tipos de soldadura: soldadura oxiacetilénica y soldadura SMAW. La soldadura oxiacetilénica utiliza el calor de una llama oxiacetilénica para fundir el metal base y permitir que el metal de aporte fluya sobre él. La soldadura SMAW utiliza un arco eléctrico entre un electrodo consumible y la pieza de trabajo para generar calor. El documento explica el equipo, los pasos y las ventajas y limitaciones de cada proceso.