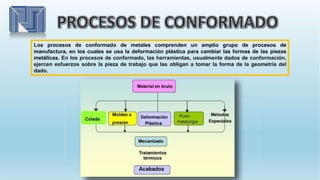
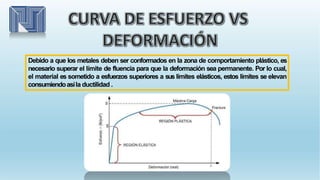
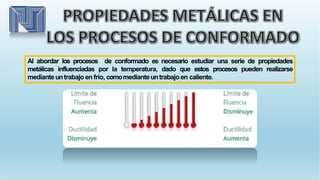
El documento resume diferentes procesos de conformado de metales como el cizallado, troquelado, doblado, embutido, laminado, forjado, extrusión y sus características. Explica que estos procesos involucran la deformación plástica de piezas metálicas mediante el uso de herramientas y fuerzas para darles nuevas formas, pudiéndose realizar en frío o en caliente dependiendo de los materiales y resultados deseados.