El documento trata sobre los materiales plásticos y su modelado. Explica que los plásticos se basan en resinas sintéticas de carbono y que pueden moldearse cuando se calientan y aplica presión. Luego describe varios procesos históricos clave en el desarrollo de los plásticos y diferentes tipos como celuloide, baquelita y acetato de celulosa. Finalmente, se enfoca en el proceso de extrusión, explicando sus componentes y cómo fuerza al plástico fundido a fluir a través de un or

















![21
Figura 3.18 proceso esquemático de calandrado
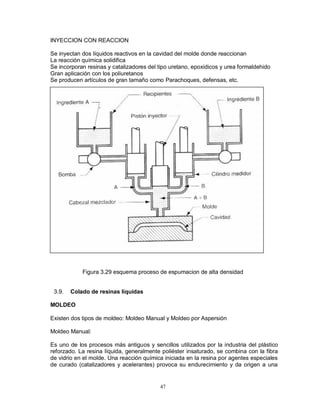
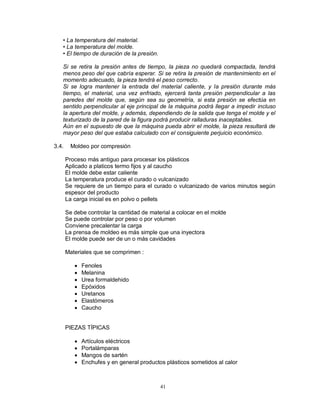
3.3. Moldeo por inyección.
EXPLICACION DEL PROCESO
El plastico se calienta a una t° próxima a su estado de fusión
Luego se hace fluir bajo presión
Hacia una cavidad elaborada en molde
Donde se enfría hasta solidificar
Luego la pieza moldeada se expulsa de la cavidad del molde:
Este procesos requiere de:
Una maquina inyectora
Un molde de inyección
Un ciclo de trabajo
Una adecuación de variables del procesos
Una justificación económica
Una selección del tipo de plástico
Rango de pesos [kg] 0,01~25
Espesor mínimo [mm] 0,3~10
Complejidad de forma alta
Tolerancias [mm] 0,05~1
Rugosidad [μm] 0,2~1,6
Rentabilidad](https://image.slidesharecdn.com/procesosdeconformadodelosplasticos-190822060515/85/Procesos-de-conformado-de-los-plasticos-21-320.jpg)














![43
3.6. Moldeo por soplado.
Es un proceso usado para hacer formas huecas (botellas, recipientes). Una manga de
plástico de paredes delgadas (parison) es extruido a través del molde abierto y luego
cortado en el largo que se desea cuando se cierra el molde
Luego el molde se traslada a otra estación donde se coloca la espiga de soplado en el
molde que se introduce sobre el polímero ablandado y se insufla aire a presión, lo que
expande el material hasta llenar la cavidad. El molde es refrigerado para lo cual
presenta canales de refrigeración para el enfriamiento rápido del envase obtenido.
Figura 3.35 Proceso de soplado de envase de plástico
El Soplado es empleado para producir envases en polímeros y vidrios y presenta las
siguientes características.
Rango de pesos [Kg] 0,001~0,3
Espesor mínimo [mm] 0,4~3
Complejidad de forma Baja
Tolerancias [mm] 0,25~1
Rugosidad [μm] 0,2~1,6](https://image.slidesharecdn.com/procesosdeconformadodelosplasticos-190822060515/85/Procesos-de-conformado-de-los-plasticos-43-320.jpg)