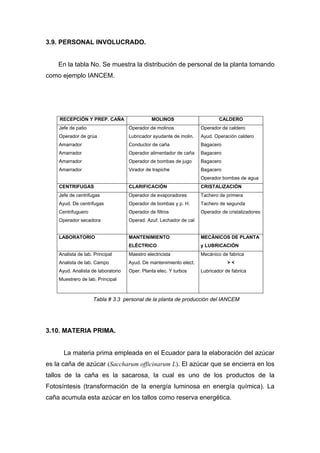
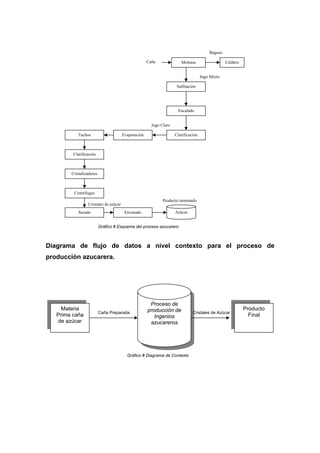
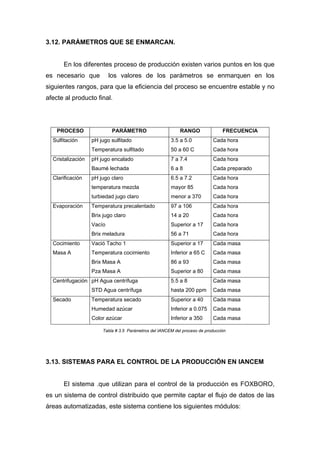
El documento describe los procesos de la industria azucarera ecuatoriana. Explica que la caña de azúcar pasa por procesos de molienda, purificación, evaporación y cristalización para producir azúcar. Los principales ingenios azucareros de Ecuador se ubican en las provincias de Guayas, Cañar, Los Ríos e Imbabura, y producen cerca del 90% del azúcar del país. El azúcar es un importante sector económico en Ecuador, empleando directa e indirectamente a más de 100,