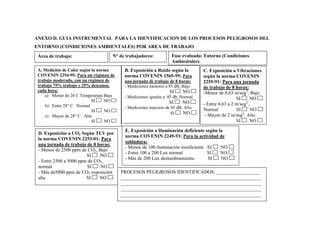
Este estudio realizó una caracterización de los procesos peligrosos y un diagnóstico de los trastornos de salud en soldadores de una empresa azucarera en Lara, Venezuela. Se evaluó una población de 18 soldadores de 3 áreas utilizando 4 instrumentos de recolección de datos. Los resultados mostraron varios procesos peligrosos como ruido, calor, vibraciones y falta de equipo de protección. También se diagnosticaron algunas patologías ocupacionales como pterigium, trauma acústico e hipoacusia rel