Descargado 41 veces
![6
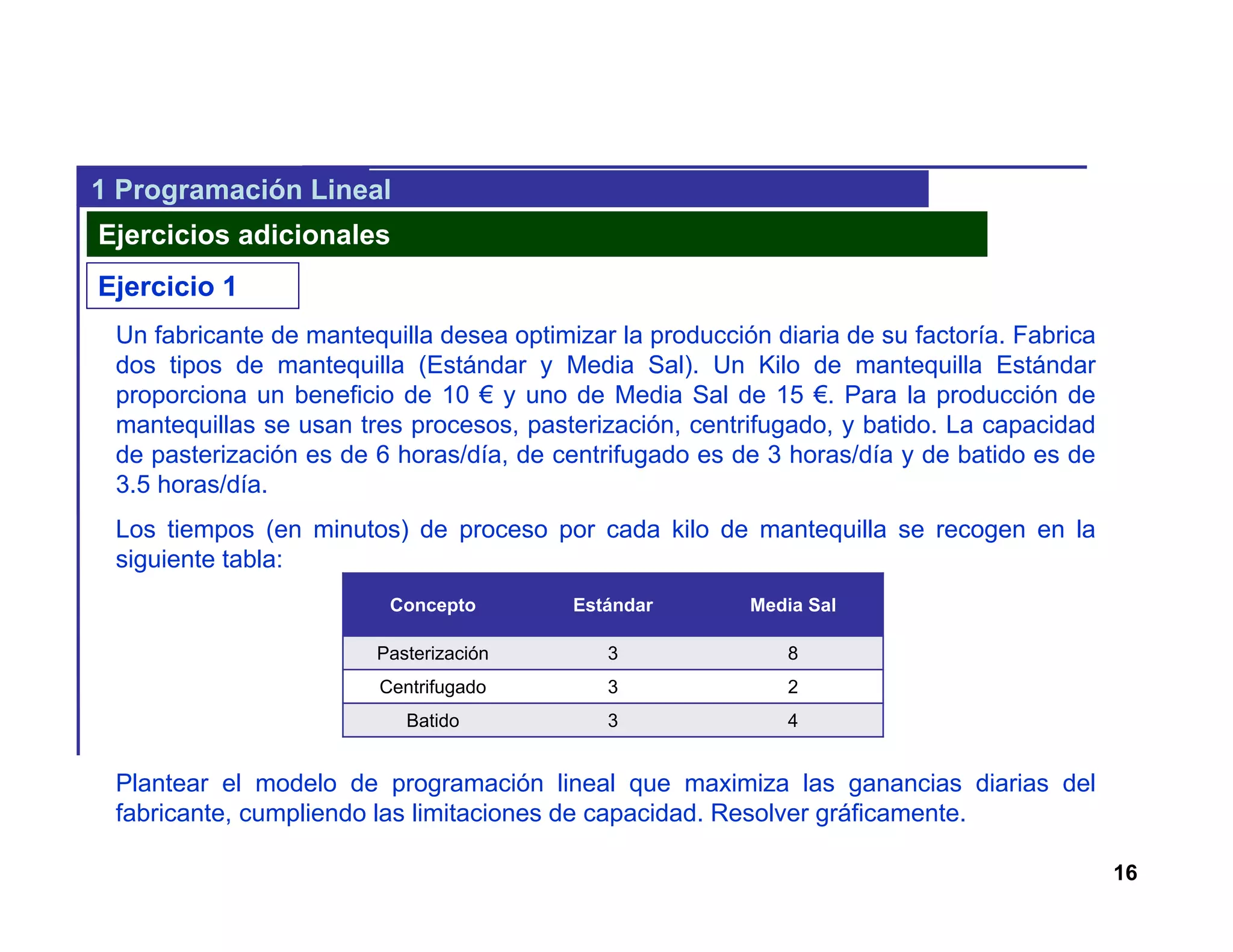
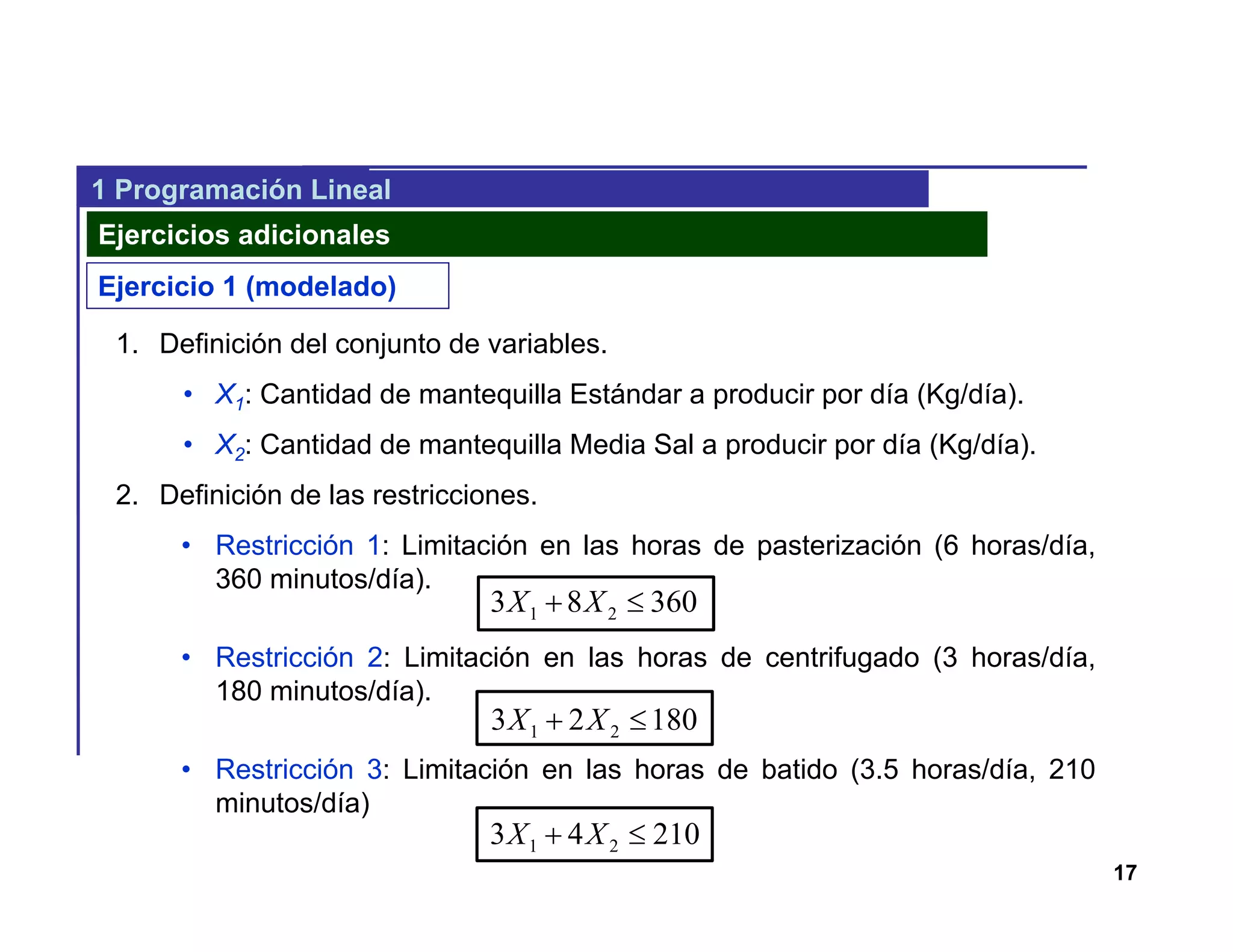
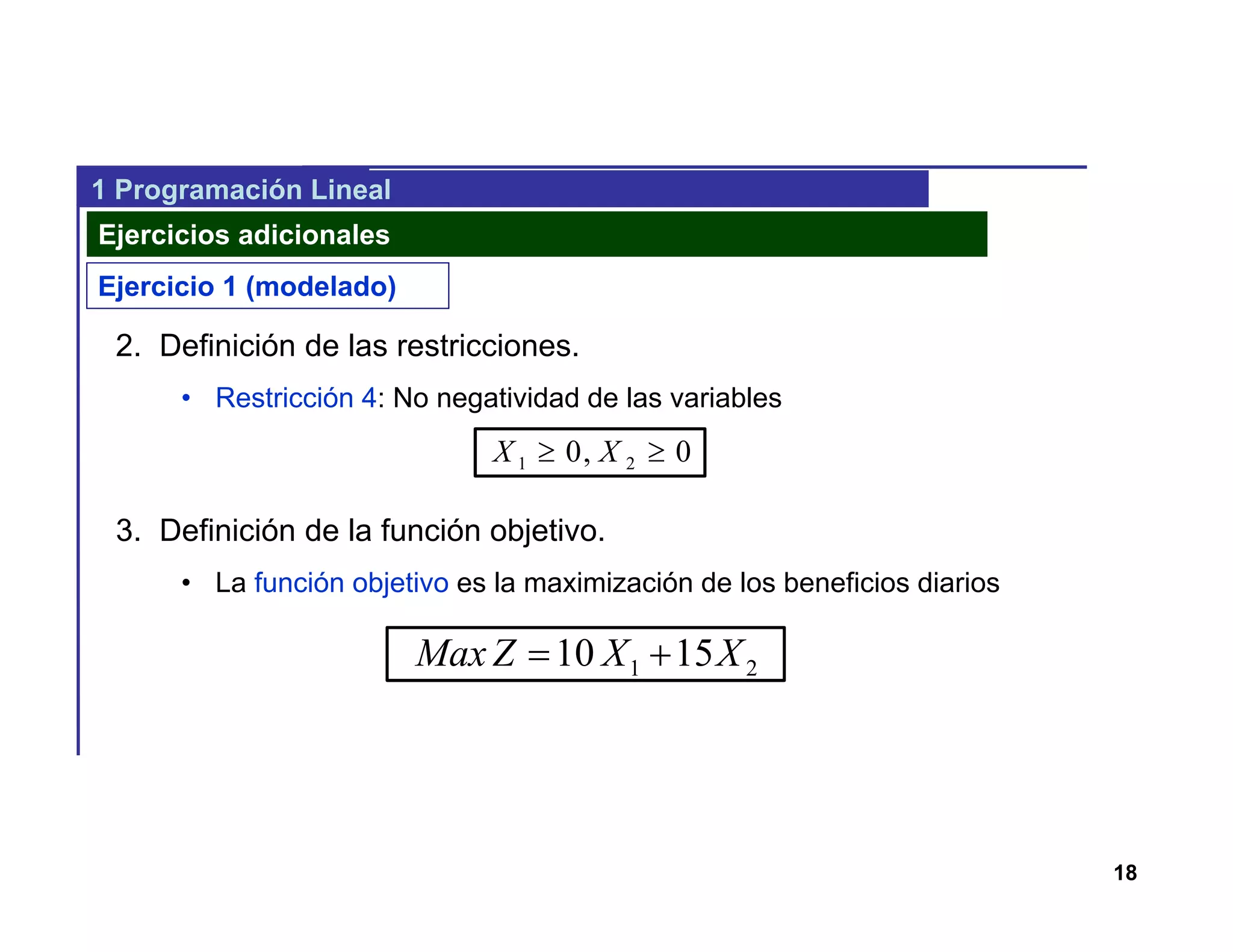
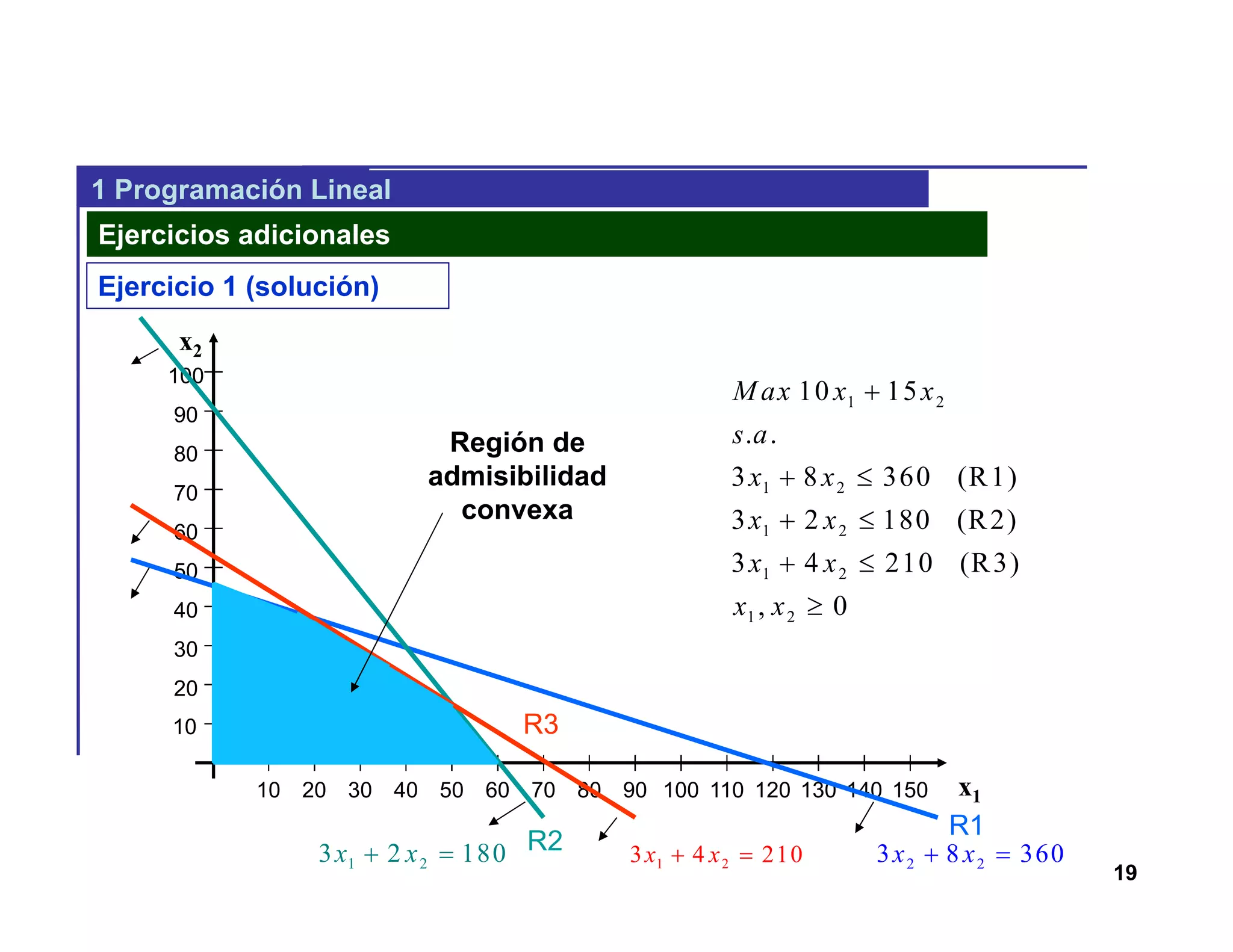
1 Programación Lineal
• Los problemas de optimización dependen fundamentalmente para
su resolución del tipo de variables que forman parte del mismo y
del carácter lineal o no lineal de las restricciones.
Problemas
• Lineales
(Función Objetivo y
Restricciones
lineales)
• No Lineales
(Función Objetivo y/o restricciones no lineales)
• Continuos (Vbles. continuas)
• Enteros (Vbles. enteras)
Entera mixta (Vbles. enteras y continuas)
PROGRAMACIÓN LINEAL [CONTINUA]
PROGRAMACIÓN LINEAL ENTERA
PROGRAMACIÓN LINEAL MIXTA](https://image.slidesharecdn.com/programacinlineal-150504093307-conversion-gate02/75/Programacion-lineal-6-2048.jpg)
![8
1 Programación Lineal
Resolución gráfica
[MAX] z = 50 CEB + 80 GIR
CEB + GIR ≤ 110
4 CEB + 8 GIR ≤ 720
CEB ≤ 80
CEB ≥ 0 GIR ≥ 0
(1) 4 CEB + 8 GIR ≤ 720
(2) CEB + GIR ≤ 110 (3) CEB ≤ 80
(4) CEB ≥ 0 GIR ≥ 0
Determinar la región de factible.](https://image.slidesharecdn.com/programacinlineal-150504093307-conversion-gate02/75/Programacion-lineal-8-2048.jpg)
![9
1 Programación Lineal
Resolución gráfica
[MAX] z = 50 CEB + 80 GIR
CEB + GIR ≤ 110
4 CEB + 8 GIR ≤ 720
CEB ≤ 80
CEB ≥ 0 GIR ≥ 0
Representar la función objetivo
Solución
óptima
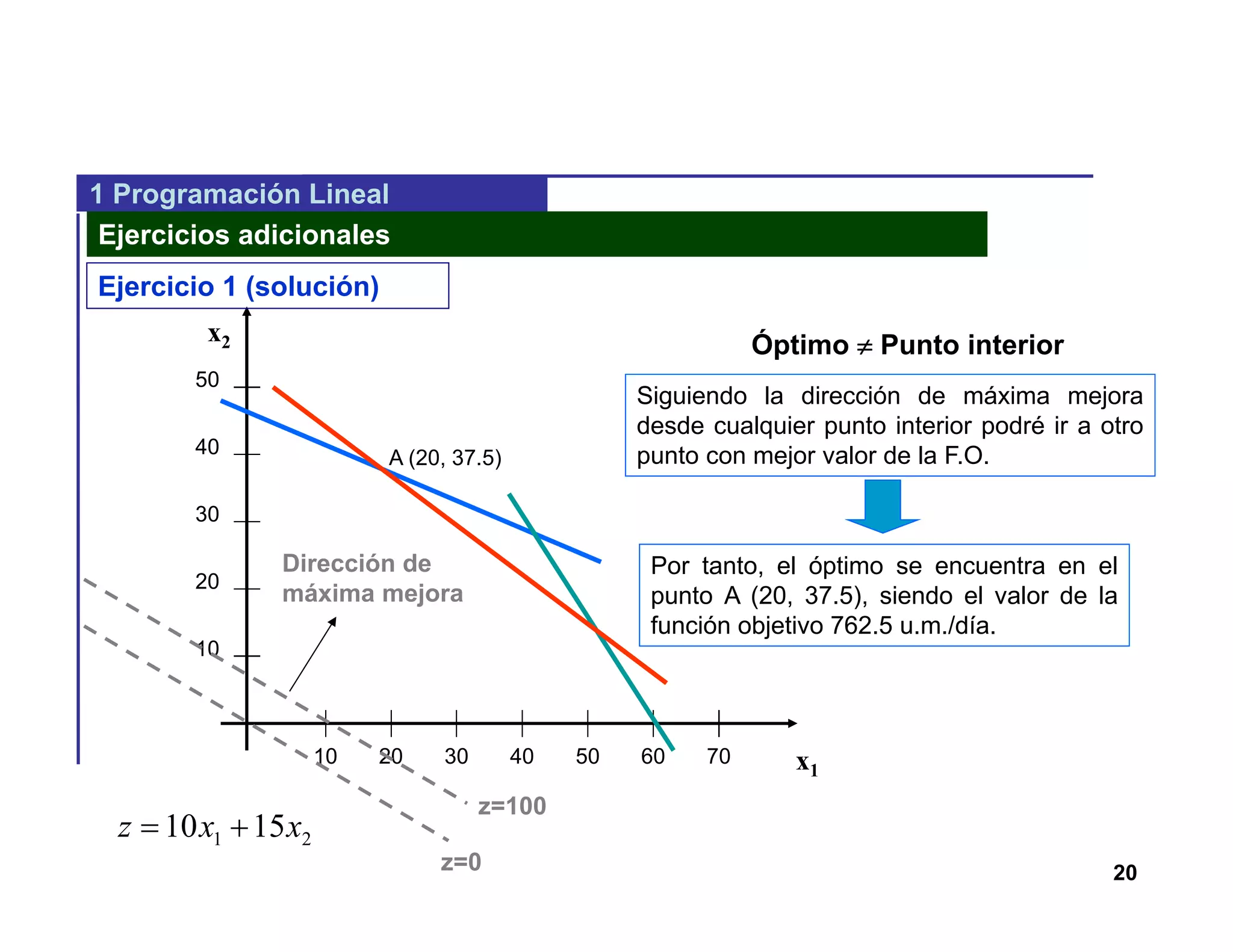
La solución óptima es aquella que encontrándose dentro de la región factible
proporciona el mayor valor posible de la función objetivo.](https://image.slidesharecdn.com/programacinlineal-150504093307-conversion-gate02/75/Programacion-lineal-9-2048.jpg)
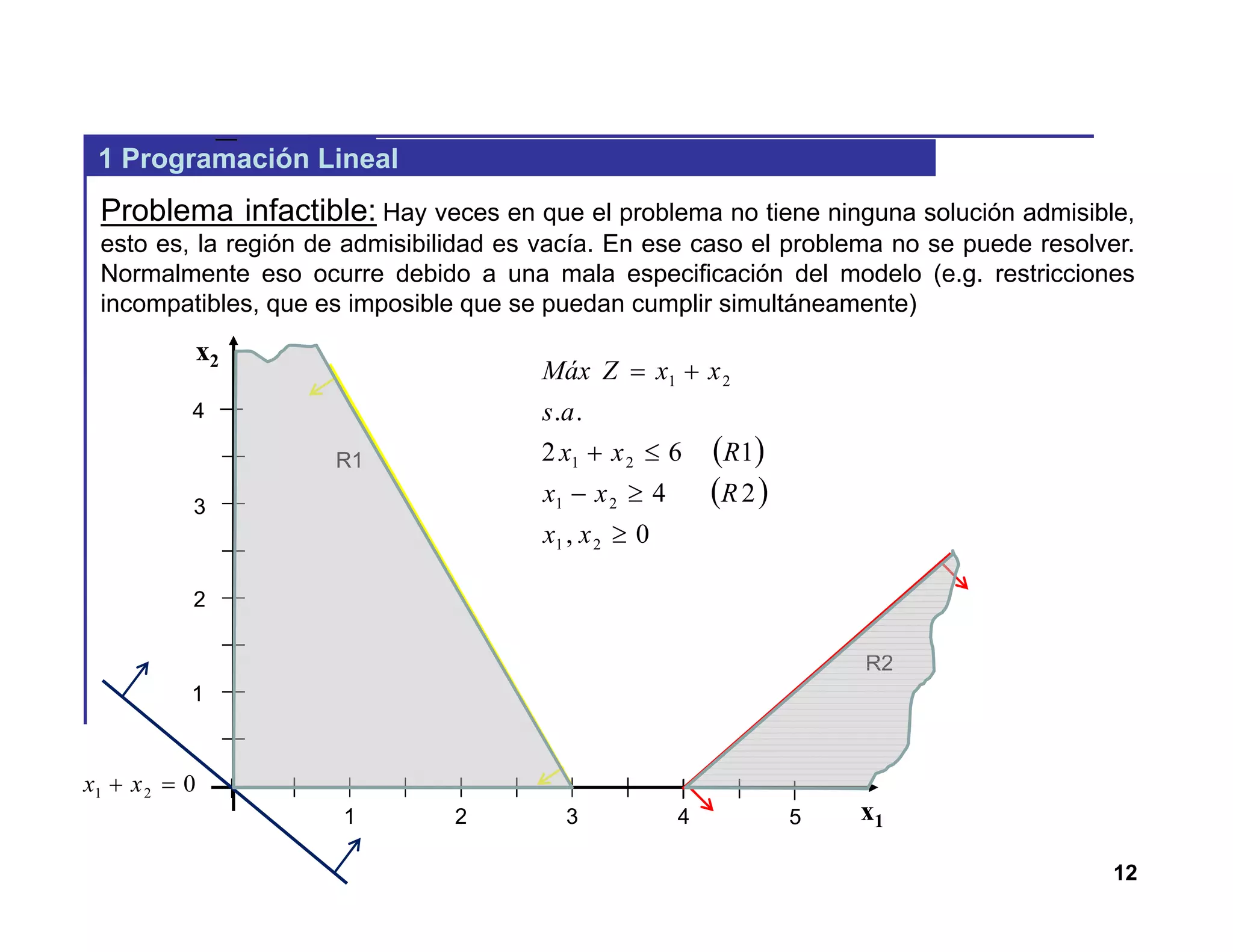
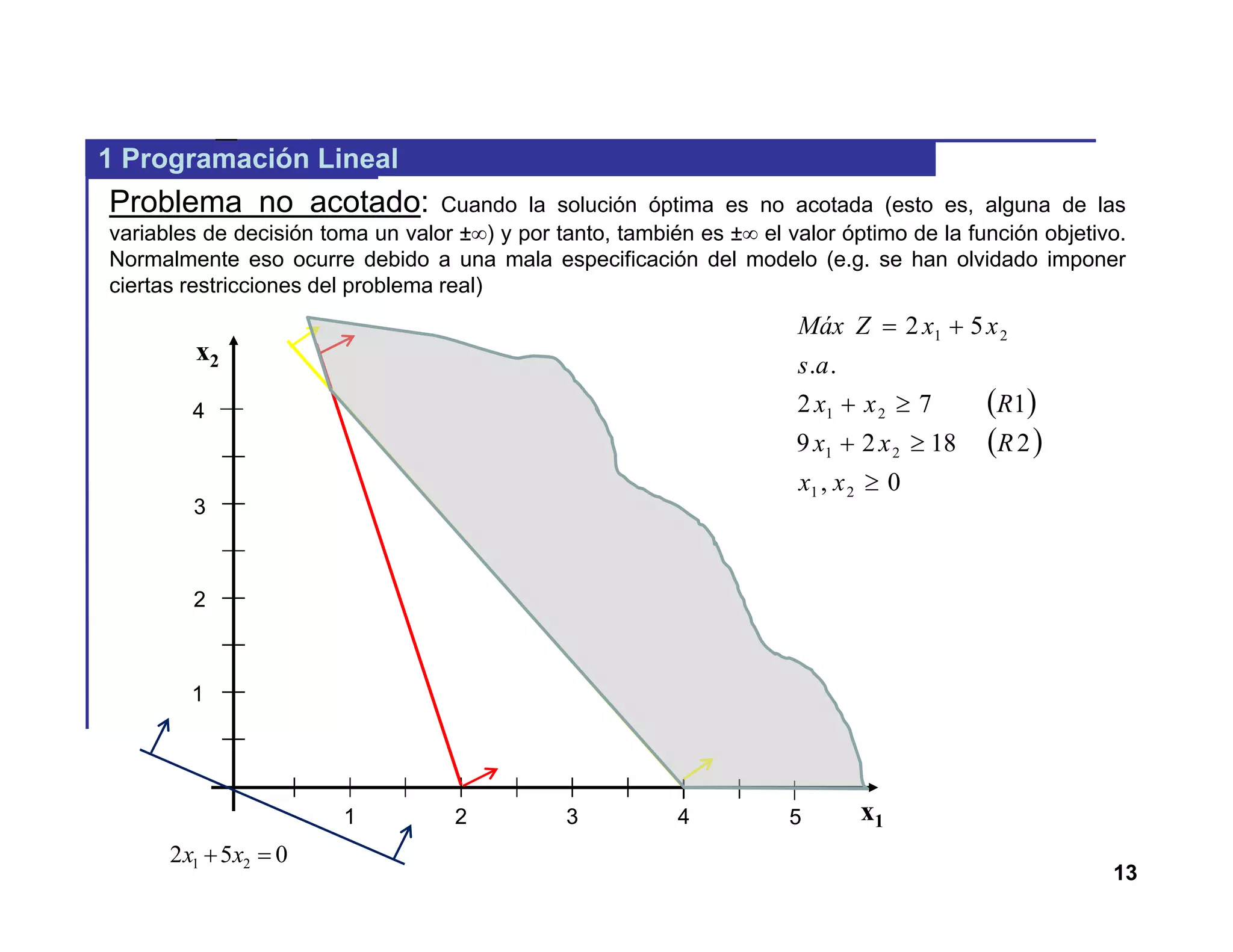
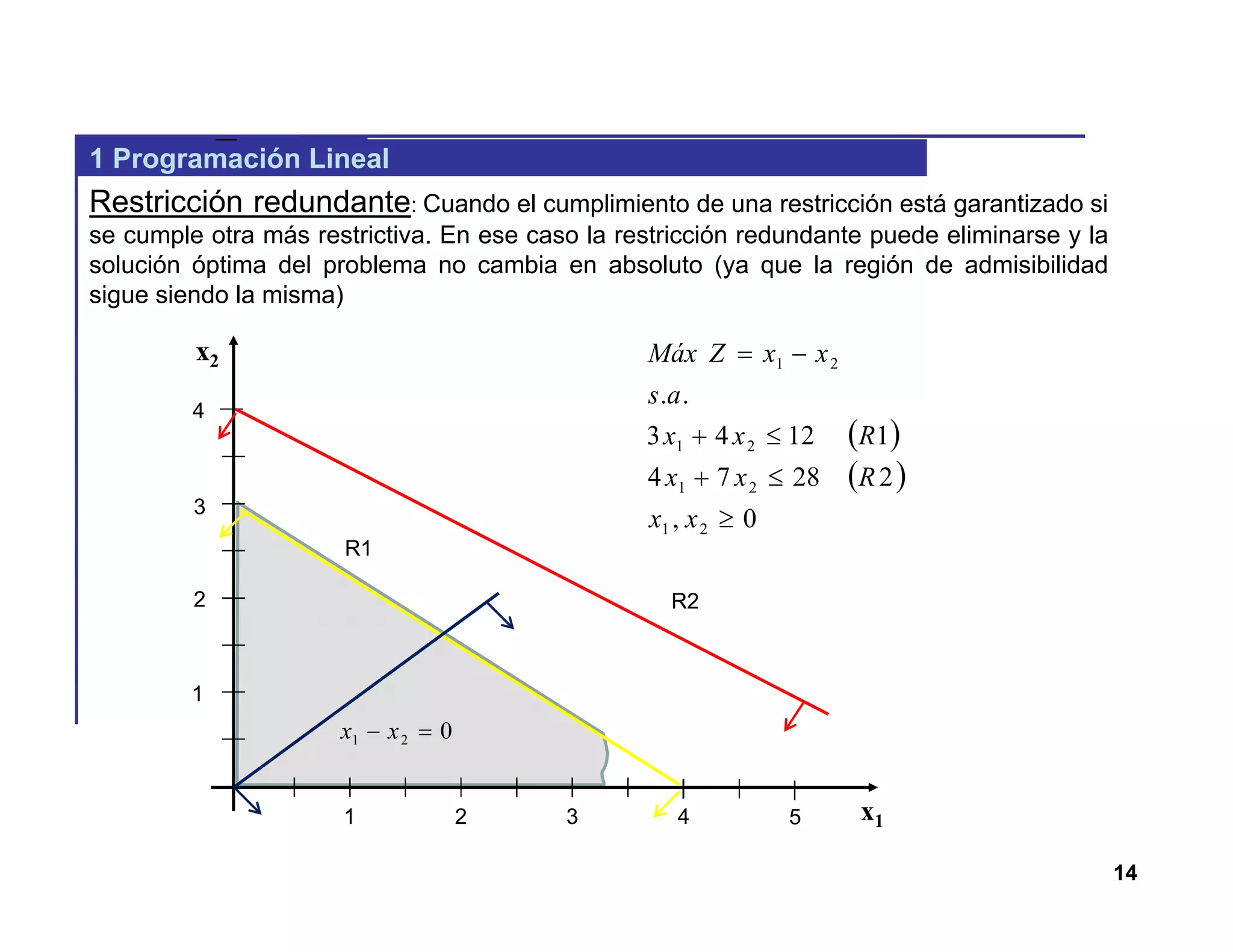

El documento describe la programación lineal. Explica que es una técnica de optimización para gestionar recursos y encontrar la mejor solución. Los problemas de programación lineal constan de variables de decisión, restricciones lineales y una función objetivo lineal que se quiere optimizar. Se resuelven modelando matemáticamente el problema y encontrando la solución óptima.























































































