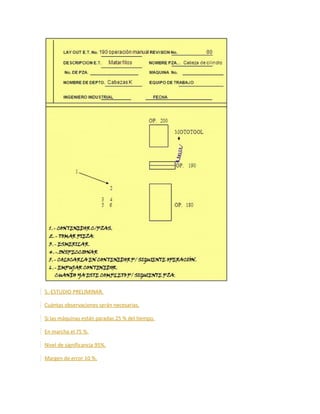
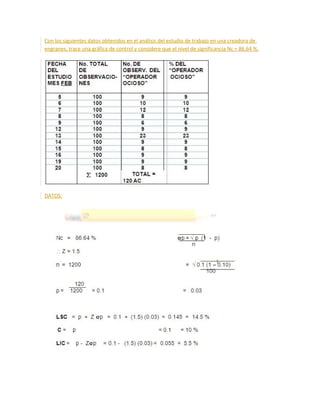
El documento describe los pasos para realizar un estudio de muestreo de trabajo, incluyendo determinar el porcentaje de tiempo productivo, calcular tolerancias y el tiempo estándar. Explica cómo planear el estudio mediante la identificación de personas involucradas, actividades observadas, recorrido físico y número de observaciones requeridas considerando el nivel de confianza y precisión deseados.