Descargado 2613 veces
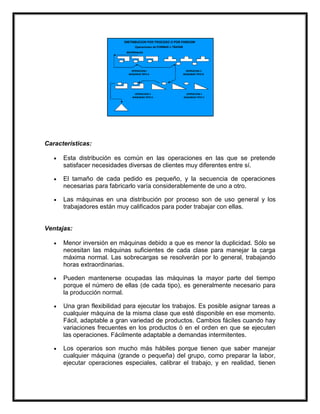

Este documento describe los conceptos básicos de la distribución de planta, incluyendo su definición, características y tipos. Explica que la distribución de planta se refiere a la disposición de máquinas, departamentos, estaciones de trabajo y otras áreas dentro de una instalación productiva. Luego describe cuatro tipos básicos de distribución - por procesos, por producto, de posición fija y células de trabajo - y proporciona detalles sobre las características y ventajas/desventajas de las distribuciones























































































