Alternativas tecnológicas para el crecimiento de la industria siderúrgica mexicana
•
1 recomendación•402 vistas

Este documento explora alternativas tecnológicas para el crecimiento de la industria siderúrgica mexicana. Describe dos procesos principales para producir acero: el alto horno-convertidor de oxígeno y la reducción directa-horno eléctrico. Luego analiza económicamente estas opciones y concluye que la integración de reducción directa y hornos eléctricos, usando gas natural, es la alternativa más atractiva para México debido a menores costos de inversión y operación.

Recomendados
Más contenido relacionado
Similar a Alternativas tecnológicas para el crecimiento de la industria siderúrgica mexicana
Similar a Alternativas tecnológicas para el crecimiento de la industria siderúrgica mexicana (20)
Más de Academia de Ingeniería de México
Más de Academia de Ingeniería de México (20)
Último
Último (20)
Alternativas tecnológicas para el crecimiento de la industria siderúrgica mexicana
- 1. ~~~ 57q ACADEMIA MEXICANA DE INGENIERIA 11 ALTERNATIVAS TECNOLOGICAS DE CRECIMIENTO DE LA INDUSTRIA SIDERURGICA MEXICANA Juan Celada Salmón Monterrey, Nuevo León MEXICO Julio de 1980
- 2. INDICE - LA INDUSTRIA SIDERURGICA NACIONAL - ALTERNATIVAS DE PRODUCCION DE ACERO • Alto Horno - Convertidor al Oxrgeno • Reducción Directa - Horno Eléctrico Fierro Esponja en el Alto Horno - COMPARACION ECONOMICA - CONCLUSIONES - BIBLIOG RAFIA - APENDICE 1 • AnMisis Económico de RD-HE vs AH-CO - APENDICE II • Alimentación de Fierro Esponja al Alto Horno - Soporte Técnico - Análisis Económico
- 3. LA INDUSTRIA SIDERURGICA NACIONAL El crecimiento acelerado de México, fomentado por la Alianza para la Producción, el Plan de Desarrollo Industrial y el Plan Global de Desa- rrollo, nos obliga a optimizar nuestros recursos y buscar alternativas factibles que cumplan técnica y económicamente con los retos que nos toca enfrentar en la actualidad. La siderurgia por ser una industria básica, promotora del desarrollo de múltiplesramas industriales, deberá crecer en forma más acelera- da que el producto interno bruto. Según proyección hecha por la Co- - misión Coordinadora de la Industria Siderúrgica, la demanda nacional de acero crecerá a razón de 9970 anual para llegar en 1990 a 19 millo- nes de toneladas anuales en términos de lingote. Esta es una estima- ción más conservadora que la del Plan Nacional de Desarrollo Industrial (1) que hace llegar esa demanda a 24 millones de toneladas, o sea un aumento de 200970 en la década según se ilustra en la figura No. 1. Es importante señalar que el crecimiento mencionado deberá realizarse dentro de fuertes restricciones, estando entre las principales el uso -4 intensivo de capital que requiere la expansión de la industria siderúrgica
- 4. • 24 • • 20 04 ww 16 ; :
- 5. y el deterioro financiero que ésta ha sufrido en los últimos años. Estas limitaciones obligan a un minucioso estudio de alternativas de crecimiento para obtener rentabilidades aceptables que le den a esta industria una operación económica sana. El análisis de alternativas debe conducir hacia la ruta de producción de acero que requiera inversiones espectficas y costos de operación mtnimos. En este trabajo se describen las alternativas que ofrece la tecnologta actual para producir lingote de acero a partir de mineral, y se hace un análisis económico que queda resumido en nomogramas que encauzan la búsqueda de la solución más adecuada para México. c
- 6. ALTERNATIVAS DE PRODUCCION DE ACERO Alto Horno - Convertidor al Oxígeno: El proceso de reducción del mineral de hierro por medio del alto horno es sumamente complejo y, / a pesar de usarse desde hace más de 500 años aún no ha sido com- pletamente entendido. El alto horno en forma muy simplificada pue- de describirse como un reactor químico vertical que se alimenta por la parte superior con capas sucesivas de mineral de hierro, coque y piedra caliza, mientras por la parte inferior se inyecta aire previamen- te calentado que puede ser enriquecido con oxígeno; en ocasiones se in- yectan también algo de hidrocarburos. El mineral cargado al alto horno aporta las unidades de hierro en for- ma de óxidos. El coque da la energía para mántener la temperatura en el horno, para la reacción endotérmica de la reducción de los óxidos a metal, para la calcinación de la piedra caliza y para proporcionar po- der calorífico a los gases de salida. La piedra caliza, a la tempera- tura que funciona el horno, se convierte en cal, se funde y se combina con la mayor parte de las impurezas petreas contenidas en el mineral y en el coke formando una escoria que se separa por decantación. ...4
- 7. / El aire que se inyecta por las toberas se calienta previamente a unos 800 a 1200 oc en tres estufas de laberinto de refractario que trabajan y se calientan alternativamente. Cda una de estas estufas tiene ca- si las dimensiones del propio horno. El soplo caliente al entrar en contacto con el coque forma monóxido de carbono que al ascender por el horno, reduce al mineral dando hierro metálico. El hierro metáli- co al ir descendiendo se calienta hasta fundirse. En este descenso el hierro absorbe impurezas del mineral, del coque y de la piedra caliza, de tal manera que cuando se colecta en el fondo y se sangra el horno, el metal caliente o arrabio contiene entre 3 y 5970 de carbón, aproxima- damente 1% de manganeso, hasta 3970 de sflice, y cantidades de azufre - y fósforo que pueden variar de décimas hasta 1%. Para producir ace"ro, el arrabio se sujeta a un proceso de oxidación de las impurezas que se desprenden en forma de gases, como el carbón convertido a monóxido, o bien se separan en forma de escoria, como el silicio convertido en sílice. Esta operación de refinación se lleva a cabo en la acería usando los antiguos hornos de hogar abierto o los modernos convertidores al oxígeno y se completa agregando los aditivos necesarios para ajustar la composición del acero al análisis especificado. e e e 5
- 8. Los fenómenos físico-químicos que tienen lugar en el interior del alto horno son a tal grado complejos, que no se prestan a un análisis matemático. Los parámetros de diseño y operación se apoyan en gran medida en un rico historial empírico. Hay en el análisis menos ecuaciones que el crecido número de variables, dado que el horno se alimenta con mineral, caliza, coque, hidrocarburos y aire; en el inte- rior el mineral se seca, se precalienta, se reduce en tres pasos, se vuelve plástico y se funde; la caliza se convierte en cal y se produce "in situ" el gas reductor; éste sufre reacciones químicas que dependen de las características poco controlables de los materiales que se ah- mentan y sobre estas reacciones influye considerablemente la distribu- ción no siempre uniforme del flujo de gas. Esta interacción de varia- bies prolonga a varios años la curva de aprendizaje necesaria para ile- gar a una operación aceptable y dificulta en grado sumo llegar a optimi- zar la operación en la medida que se ha logrado en algunos altos hor- nos que operan en condiciones casi ideales. Desafortunadamente, el carbón coquizable en México es relativamente es- caso, de baja calidad por su alto contenido de cenizas y su extracción resulta costosa por tener los mantos poco espesor y tendencia a profun- dizarse. Las ampliaciones a la siderurgia mexicana que se estudien e
- 9. grandes tonelajes a precio competitivo con el alto horno. En la actualidad hay diez procesos con plantas comerciales, ocho de ellos usan reductores gaseosos y dos usan reductores sólidos. Solo dos procesos han alcanzado aceptación general y ambos usan reductor gaseoso, uno de ellos mantiene al mineral en un lecho fijo durante la reducción y el otro es de lecho móvil por desplazarse el mineral ver- ticalmente hacia abajo durante la reducción. El primero es un proce- so mexicano y el segundo un proceso americano vendido posteriormen- te a una firma alemana. En lo que sigue de este trabajo se usarán datos del proceso mexicano por ser del que se tiene a la mano mayor información. En este proceso (2), el energético utilizable para llevar a cabo la reduc- ción, puede ser gas natural, que sería el preferido para México; pero puede tambien usarse gas de coquería, nafta o carbón gasificado. Pa- ra el caso de usar gas natural, éste se mezcla con vapor de agua y se trata en un horno reformador catalítico para obtener un gas reduc- tor con casi 90970 de elementos reductores, hidrógeno y monóxido de car- bono. Este gas se hace pasar en serie por tres de cuatro unidades de reducción, según figura No. 2. Cada unidad de reducción se com- pone según figura No. 3 de un horno para calentar el gas reductor, un reactor vertical en el que se coloca el mineral a reducir y un enfriador de gas donde éste se deshidrata para volver a utilizarlo. ...8 Wi
- 11. UNIDAD DE REDUCCION / LS J ...... .w........... REACTOR FIGURA 3 AGUA + EN FR 1 A DO R G AS REDUCTOR PRE- CALENTADOR
- 12. La planta de reducción directa tiene válvulas con las que se encauza el gas reductor en tal forma que practicamente el mineral progresa en forma escalonada en contra corriente con el flujo de gas. En la posición secundaria el mineral se calienta e inicia la reducción con el gas más pobre. En la posición primaria, con gas rico, tiene lugar la mayor parte de la reducción. En la posición de enfriamien- to se da acabado a la reducción y se enfría y carbura al punto deseado el fierro esponja. En la cuarta posición, fuera del flujo de gas, se descarga el fierro esponja y se coloca una nueva carga de mineral en el reactor. Durante la reducción el oxígeno del mineral se elimina en un 90 a 95970 y el azufre en un 80%, pero persisten en el fierro esponja el resto de las impurezas del mineral. Al fundir el fierro esponja en el horno eléctrico con la técnica adecuada se elimina el oxígeno residual como monóxido de carbono y el resto de las impurezas se separan por de- cantación en forma de escoria. El horno eléctrico de arco desarrollado originalmente para la producción de aceros especiales, se ha estado usando en forma creciente con gran éxito en la producción de aceros ordinarios. En las últimas dos déca- II .11
- 13. das la tecnología de estos hornos ha avanzado considerablemente en cuanto a aumento de productividad y reducción de Costos. En la actualidad, el 1870 de la producción mundial de acero se obtiene por esta vía. El 9170 del acero eléctrico se produce usando exclusiva- mente chatarra como materia prima, el 9970 restante corresponde al aún reducido pero creciente número de compañías que se han integra- do a base de reducción directa y que para finales de 1980 estarán produciendo a un ritmo de más de 15 millones de toneladas anuales de acero. Una planta integrada con reducción directa y hornos eléctricos para un millón y medio de toneladas anuales requiere una inversión hasta acero líquido de alrededor de 7000 millones de pesos, •o sea una in- versión específica de $4,700 por tonelada anual de capacidad. Este método tiene la particularidad de que la expansión de las insta- ladones puede hacerse en incrementos óptimos reduciendo la capaci- dad ociosa durante los primeros años de operación, en contraste con los grandes incrementos inherentes a la ruta AH-CO. Este proceso tiene el gran atractivo para México, de que usa como energético gas natural, el cual por fortuna es abundante en nuestro país.
- 14. Fierro Esponja en el Alto Horno: Un objetivo importante de los operadores de alto horno ha sido el reducir costos de operación y aumentar la producción de arrabio. Una mejora importante en este sentido es el uso de fierro esponja como parte de la carga del alto horno. Esto fue intensamente analizado y probado en hornos expe- rimentales y comerciales en la década de los sesentas, según se des- cribe en el Apéñdice II. En forma consistente, las pruebas efectua- das mostraron que por cada 1970 de hierro metálico que se alimente al alto horno, la producción de arrabio se incrementa 0.870 y el consumo específicb de coque se reduce en 0.7%. Como la capacidad de las plantas de reducción directa era en ese tiempo relativamente pequeña, no pudo aprovecharse el potencial que esta práctica de operación mos- tró tener. En la actualidad esta limitación ha sido eliminada y en abril de 1978 se realizó una prueba con 43,000 toneladas de fierro esponja en ALTOS HORNOS DE MEXICO en su alto horno No. 2. Los resultados de esta prueba, dados ya a la publicidad (3), son consistentes cuantitativamente con los resultados obtenidos anteriormente en pruebas hechas en otros patses tanto en el aumento de producción de arrabio como en la dismi- nución en el consumo de coque.
- 15. La figura No. 4, graficada con las fórmulas obtenidas en el Apéndice II, indica para el aumento de producción de arrabio que se desee la cantidad de fierro esponja que debe adicionarse, el consumo total y unitario de coque y el consumo de mineral. Por ejemplo, para un incremento de producción de arrabio del 20%, se disminuye el mine- ral al 90% y se alimenta un 3070 de unidades de hierro como fierro esponja; el consumo total de coque disminuye un 2 170 y el unitario un En las plantas integradas con altos hornos que existen en México, puede incrementarse la producción de arrabio en cuando menos un 30% median- te la producción y alimentación de pre-reducidos con una inversión de $4,700.00 por tonelada de arrabio adicional. 14
- 16. lic -j 4 1.0 o z z o o 4 8 Ui o- 07 4 g o Lii a- (1) Ui 5 z o4 o 3 — 13 12 2 0 ) CONS — — JMO_ITOTAL_DE COQUE— — — — — — — — 1• -o — — — - Ae o - - - - - - CONSUMO COQDE a • • 0 o O 0• 1 ° O - - - - - - o O - - / o 1 5 lO Ib % DE INCREMENTO DE PRODUCCION DE ARRABIO 30 FIG.4 INCREMENTO DE PRODUCCION DE ARRABIO EN EL ALTO HORNO CON ALIMENTACION DE F.E.
- 17. COMPARACION ECONOMICA Con el propósito de buscar la alternativa más económica de produc- ción de acero para el caso de México, se presentan a continuación dos análisis económicos comparativos. El primero corresponde a las rutas Alto Horno - Convertidor al Oxígeno vs Reducción Directa - Horno Eléctrico, hasta la obtención de acero líquido; el segundo caso compara el incremento de producción de arrabio que se logra en un alto horno existente cuando se le alimenta fierro esponja como parte de la carga contra la instalación proporcional de alto horno y coquería adicionales para lograr el mismo incremento de arrabio. Alto Horno - Convertidor al Oxígeno vs Reducción Directa - Horno Eléctrico: Estas dos alternativas viables de crecimiento de la indus- tria siderúrgica mexicana, se muestran esquemáticamente en la figura No. 5. Actualmente, la inversión necesaria para una nueva planta de RD-HE (4) es de $4,700.00 por tonelada anual de capacidad de acero líquido. Mientras que por la vía AH-CO la inversión equivalente es de $7,450.00 dando una diferencia de $2,750.00 por tonelada anual que representa un 3770 de ahorro en la inversión a favor de RD-HE. Otro aspecto que conviene señalar es que las instalaciones RD-HE alcan- zan una integración nacional entre el 70 y 75% contra un 40 a 5070 en el caso de AH-CO. . . .16 / t
- 18. DIAG RAMA DE FLUJO DE MATERIALES RUTA AH-CO RUTA RD-HE CARBON coQuER1A ______ COQUE FUNDENTES MIN ERAL GAS NATURAL / ALTO GASDEA.HORNO REDUCICN HORNO DIRECTA 1ARRABIO FUNDENTES 'FIERRO ESPONJA FUNDENTES ___j___CHATARRA j___CHATARRA CONVERTIDORES HORNOAL OX IG E NO ELECTR ICO ACERO ACERO LIQUIDO LIQUIDO FIGURA 5
- 19. Para determinar la ruta ms conveniente, se ha desarrollado en el Apéndice 1 una expresión generalizada que da la diferencia en el cos- to de producción incluyendo servicio de capital entre ambas rutas, en función del precio de gas natural tPg' en pesos por metro cúbico flor- mal y del carbón coquizable "Pc" en pesos por tonelada LAB coquería. Tal expresión es - la siguiente: 0.65 Pc - 273 Pg + 163 Que para resultados positivos indica el ahorro a favor de la vía RD-HE y para resultados negativos indica ventaja para la vía AH-CO en pesos - por tonelada de acero líquido producido. El Stanford Research Institute (5) hizo un estudio del precio futuro del carbón coquizable obtenido de minas existentes y de minas nuevas. A esta proyección se agregó un costo de 10 Dlls/Ton de carbón por con- cepto de flete, que corresponde aproximadamente al caso de México, y se graficó en la sección 'inferior de la figura No. 6, para dar en la es- cala horizontal el precio futuro del carbón LAB puerto mexicano. En base a la expresión generalizada citada arriba, se trazó una familia de curvas que para distintos precios del gas natural dan en la escala de la
- 20. DIFERENCIA EN COSTO DE PRODUCCION $/TON ACERO LIQUIDO INCLUYE SERVICIO DE CAPITAL A FAVOR DE AH-CO A FAVOR RO—HE - tu ) 0) 0 O O 0 0 0 . 0 0 0 0 o o o o o. o o o o T1 G) c / 51.1 0)0)0)0) 0 ru0 ANO (u o o o_ 9' o n- u o mo c) , o_ o ZW 0. 00 m 2< C) O UI O o D r r (u rn zU) ..' FI) z - -i 2 00 >z z-.----- 43.0 01 o o o ni U) p UI - o• rn o o • o r3 o ó (u o r :-JØ) 00000 (7; 1
- 21. izquierda el ahorro en pesos por tonelada de acero liquido de un pro- ceso con respecto al otro. Se observa que para 1884 el precio de carbón coquizable en una nueva mina, según SRI, será de $2,600.00/ Ton métrica y tomando un precio de gas iiatural de $3.0/m 3N la dife- rencia a favor de la ruta RD-HE es de aproximadamente $1,000.00 por tonelada métrica de acero liquido. El precio de indiferencia del gas natural se indica en la gráfica en aproximadamente 6.8 pesos por m3N. Cabe hacer mención que el servicio de capital se tomó en los cálculos a 207. anual incluyendo depreciación. Esta cifra es relativamente ba- ja dada la tendencia mundial hacia la estabilización en más altas tasas de interés. Si se usase una tasa mayor de servicio de capital, ello favorecería la vta de la RD en la comparación, dado que requiere me- nos inversión. Reducción Directa y Alto Horno Existente vs Alto Horno Nuevo: Estas dos alternativas tecnológicas para aumentar la producción de arrabio, se presentan en forma esquemática en la figura No. 7. La inversión necesaria para la instalación de un alto horno con su coquería, es del orden de $6,245.00/Ton de arrabio. Alimentando pre-reducidos a un • .20
- 22. alto horno existente hasta alcanzar un aumento de producción de arra- bio de por ejemplo un 20%, la inversión en la planta de reducción di- recta necesaria es del orden de $4,700.00/Ton arrabio, dando una di- ferencia de $1,545.00/Ton anual de arrabio adicional o sea un ahorro del 2570 a favor del uso de pre-reducidos. La integración nacional de la planta para RD-AH es entre 70 y 75970 , mientras que para un AH nue- yo con coquerfa es de 40 a 50%. Para determinar cuál ruta es la más conveniente, se supone que una de las actuales plantas integradas con alto horno, debe aumentar su capa- cidad de producción de arrabio en 2070. En el Apéndice 11 se clesarro- lló para este caso, una expresión que da 'la diferencia de costos de pro- ducción incluyendo servicio de capital entre ambas rutas en función del precio de gas natural y del carbón coquizable. Dicha expresión es la siguiente: 0.755 Pc - 448.3 Pg + 357 Para resultados positivos indica el ahorro a favor de la vta RD + AH existente, mientras que para resultados negativos, indica ventaja para la vta AH nuevo en pesos por tonelada de arrabio adicional producido. t ...21
- 23. / DIAGRAMA DE FLUJO DE MATERIALES RUTA AH NUEVO RUTA RD + AH EXISTENTE CARBON MINERAL CARBON MINERAL COQUERIA 1 COQUERIA! COQUERIA EXISTENTEJ NUEVA 1 EXISTENTE COQUE COQUE REDUCCION DIRECTA COQUE FIERRO FUNDENTES FUNDENTES ESPONJA FUNDENTES 7 RNO. ARRABIO ARRABIO FIGURA.7
- 24. Partiendo de esta expresión, la figura No. 8 presenta una familia de curvas que para distintos precios de gas natural y de carbón coquiza- ble, dan en la escala de la izquierda, el ahorro que se obtiene por una ruta respecto a la otra. En la parte baja de la figura, aparece la proyección del precio del carbón coquizable segCin SRI bajo las mis- mas bases que se incluyó en la figura No. 6. Para 1984 el precio del carbón coquizable de una mina nueva, será de $2,600.00/Ton y considerando un precio de gas natural de $3.00/Nm 3 , el beneficio a favor de la ruta RD + AH existente es de aproximadamen- te $1,000.00/Ton de arrabio. El precio de indiferencia del gas natu- ral para este punto es de aproximadamente $5.2/Nm 3 . Cabe hacer notar que este análisis está hecho comparando los costos de un incremento moderado de 2070 por la ruta 1W + AH en una insta- lación existente con respecto a los costos unitarios de un AH nuevo adecuado para una instalación de 1.5 millones de toneladas de acero anuales. .23
- 25. Ui 1- z Ui cn 2000 z o -+ 1200 oz4 800 UJUJ cu o 400 cr LLi z < u, 400 40)-O Z4,-0 800 <1200 Ui o er 1600 0 > 4 DLLS/I000 P3 EST. 1.0 $/M3 N 0!5 io ,- 80-' 190 500 ,-'000 ..4 44, PRECIO GAS NATURAL 2.0 3.0 4.0 2.0 3.0 5.0 7.0 PREco DE INDIFERENCIA - 5.2 */M3 N 160 180 DLLS/TON 35'00 4000 4500 /T0N PRECIO CARBON LAB. COQUERIA EN MEXICO -1980 -1982 c'4 $984 1986 Iz 1988 .1990 FIGURA 8
- 26. CONCLUSIONES El proceso de industrialización de México requiere de un crecimien- to acelerado de la industria siderúrgica, y de una búsqueda de alter- nativas tecnológicas que permitan el mayor aprovechamiento de los recursos disponibles. El análisis realizado indica que el energético utilizado en las alter- nativas tecnológicas de crecimiento tiene un impacto determinante en los resultados. No sólo debe hacerse la comparación estrictamente económica del precio relativo de los energéticos usados por los pro- cesos alternativos, sino considerarse también con fuerte peso, casi determinante, la respectiva disponibilidad en México de tales energé- ticos. Nuestro pars tiene reservas relativamente bajas de carbón coquizable y su calidad es marginal; por lo que las ampliaciones a base de alto / horno deberán considerarse con carbón importado con la consiguiente dependencia del exterior. En cambio tenemos por fortuna grandes reservas de gas natural, el cual en gran parte está asociado a los hidrocarburos irquidos que es necesario extraer para abastecer el con- sumo interno de petróleo y el de exportación. 25
- 27. La reducción directa frente al proceso tradicional ofrece para México la mejor solución en varios aspectos acumulativos, tanto para nuevas instalaciones siderúrgicas como para aumentar la producción de arra- bio de altos hornos existentes. Requiere una inversión ms baja, tiene menores costos de operación, da una mayor integración nacional y usa un energético abundante en nuestra patria. .26
- 28. BI BL IOGRAFIA "Plan Nacional de Desarrollo Industrial". Secretaria de Patrimonio y Fomento Industrial, México 1979. Celada J. The HYL Process for Econoniical Steelmaking" Jernkotoret,- Metais Society Conferencia Conjunta, Esto- colmo, Suecia, Agosto 1978. Buruato H., Araiza R. y Ayala R. "Utilización Experimen- tal de pre-reducidos en el Alto Horno No. 2 de Altos Hornos de México, S.A." ILAFA - Altos Hornos 78. Buenos Aires, Argentina, Agosto 1978. Kuhl R.J. "Capital Investment and Steel Industry - Growth in Developing Countries". Steel times International, Junio - 1979. "Metalurgical Coals and Coke". Vol. 4. Stanford Research Institute International, Diciembre 1978. Fine M.M., Meicher M.B. y otros "Pre-reduced Ore Pellets Preparation, Properties and Utilization". Boletín 651, U.S. Bureau of Mines, 1970. White D.C., Stubbs P.B. y Rygiel R.J. "Improving Blast Furnace Performance with HIB: Experimental Blast Furnace Results". Reunión Nacional de la American Chemical Society, Boston, E.B.U.U., Abril 1972. 1 Peart J.A. y Pearce F.J. "The Operation of a Commercial Blast Furnace with a Pre-reduced Burden". Journal of Metals, Diciembre 1965. .27
- 29. ,1 7 Tsujihata K., Mitoma 1., Fukugawa Y., Hashimoto S. y Toda H. "Pre-reduced Material in Blast Furnace Charge". Transacciones del ISIJ. Vol. 10, 1970. "Use of Pre-reduced Materials". Instituto Battelle, V. Frankfurt am Main. Becerra J. y Yañez D. "Technical and Economical Advanta- ges of Using HYL Sponge Iron as a Blast Furnace Feed". XVIII Conferencia Anual de Metalurgistas, Sudbury, Onta- rio, Canadá, Agosto 1979. Quintero R. "Metalización Equivalente del Fierro Esponja". XVII Congreso de ILAFA, Caracas, Venezuela, Octubre 1976. 10
- 30. - APENDICE 1 En el cuadro 1 se muestra el cálculo del costo de operación por tonelada de coque, según un estudio hecho por la SRI International1 para una insta- lación nueva en una siderúrgica existente en la que se ha sustitutdo el precio del carbón por una variable. El costo de operación del coque resulta ser: (A) COQUE: 1.3 Pc + 4.46 Dlls/Ton sin servicio de capital / Pc = Precio del carbón coquizable LAB coquerra Dlls/Ton M Convirtiendo a Moneda Nacional COQUE: 1.3 Pc + 102.5 pesos/Ton En el cuadro II se hace el cálculo del costo de hierro primario. El ser- vicio de capital se tomó al 2097. (incluye depreciación ), con el resultado siguiente: ARRABIO: 0.72 Pc + 2305 $/Ton Métrica FIERRO ESPONJA: 290 Pg + 1477 $/Ton Métrica Pg = precio del gas natural pesos/m 3N ...29
- 31. Se usó un consumo de coque de 550 Kg/Ton de arrabio por considerarse que este valor es representativo del consumo esperado en la región para altos hornos de tamaño mediano sin adición de combustible auxiliar, con una buena calidad de coque (88970 de carbón fijo). Se cargó aquí el ser- vicio de capital de la coquería que no se incluye en el cuadro 1. En el cuadro 111 se muestra el cálculo del costo del acero líquido. Resulta ser: ACERO VIA AH-BOF: 0.65 Pc + 3248 $/Ton A.L. ACERO VIA RD-HE: 273 Pg + 3085 $/Ton A. L. La diferencia de costo del acero a favor de la Vía Reducción Directa (D) - (E) es: A c = 0.65 Pc - 273 Pg + 163 $/Ton A.L. Para los valores del costo de capital de los cuadros II y III, se considera- ron las siguientes inversiones según referencia marcada con el No. 4 Alto Horno + Coquería = 6245 $/Ton de Arrabio Convertidores al Oxígeno = 1840 $/Ton de Acero Líq. Reducción Directa HYL II = 2875 $/Ton de Fierro Esponja Horno Eléctrico = 2000 $/Ton de Acero Líq. .30
- 32. Analizando los costos del acero según ecuaciones (D) y (E), se ob- serva que lo que podrfa considerarse costo de transformación del energético a acero, es similar para ambos casos, 3165 ± 81 pesos por tonelada, y la diferencia importante en su caso reside en el costo del energético usado. Es de esperarse que la inflación afec- te aproximadamente en igual medida a ambos costos de transformación por lo que la diferencia, ecuación (F), tiene buena estabilidad hacia futuro. La diferencia principal en costo del acero por las dos rutas analizadas, seguirá radicando en la diferencia de costo de los energé- ticos usados: 650 Kg de carbón contra 273 m 3 N de gas natural. 1 .31
- 33. CUADRO 1 ESTIMACION DE COSTOS PARA LA PRODUCCION DE COQUE EN UN PAIS DESARROLLADO * (U.S. DOLLARS) DESCRIPCION Unidades Consumo Unitario Costo Cant/Ton Cogue Costo $/Ton. cOSTOS DIRECTOS - Carbón Metalúrgico Tons 1.3 Pc 1.3 Pc - Combustóleo Litros 5.2 0.078 0.41 - Electricidad KWH 49.1 0.025 1.23 - Vapor KG 4.8 0.002 0.01- Agua M3 0.13 0.13 0.02 - Acido Sulfúrico KG 7.7 0.06 0.46- Mano de Obra HH 0.78 8.0 6.24 - Control Ambiental 6.50 Sub -Total 1.3 Pc + 14.87 COSTOS RECUPERABLES - Gas de Coque M3 416.0 0.035 -14.56 - Alquitrán KG 45.5 0.09 - 4.10 - Benzol KG 14.3 0.13 - 1.86 - Otros - 0.86 Sub-Total -21.38 COSTOS INDIRECTOS - Gastos Administración 7.80 - Varios 3.17 Sub-Total 10.97 TOTAL 1.3Pc+4.46 * Sta.nford Research Institute International Metalurgical Coals on Coke World outlook and alternatives. Volen 1, Diciembre 1978, Pags. 1-164 t'.)
- 34. CUADRO II COS1D DEL FIERRO PRII'.IARIO EN U. S. DOLAPES/TON. METRICA Reducci6n Directa Alto Horno $/Unidad Unidades $/TFE Unidades $/TT'IC por ton. por ton. - - Pellas - tons 560 1.34 750 1.45 812 Coque - tons 1.3Pc + 102 0.55 0.72Pc + 56 Gas Natural - M3N Pg 290 (1) 290Pg Otros Costos 152 244 Costos Capital - 20 90 575 1249 TOTAL 290 Pg + 1477 0.72 Pc + 2305 (1) Para 9090 de Metalización y 1.7 de Carbono
- 35. CUADRO III COSTO DEL ACERO EN U.S. DOLARES/TON. METRICA (*) Horno Eléctrico Convertidor al Oxigeno $/Unidad Unidades/Ton $/Ton Unidades/Ton $/Ton Fierro Esponja - tons 290 Pg + 0.94 273'Pg + + 1477 + 1388 Arrabio - tons 0.72 Pc+ 0.90 0.65 Pc+ + 2305 + 2074 Chatarra - tons 2300 0.217 499 0.217 499 Electricidad - KWH 0.48 (1) 630 303 30 14 electrodos - Kgs 42.0 5.6 235 Mano de Obra 86 67 Oxigeno - Nm3 0.5 55 27 Otros Costos 174 199 Costo capital- 20% 400 368 TOTAL 273Pg+ 0.65Pc+ + 3085 + 3248 (1) Considerando 69 IKWi-f con 30% de Descuento en Zonas Preferenciales (*) No se agregó el costo de las ferroaleaciones. Son variables según la especificación del acero y afectan por igual a ambas rutas.
- 36. APENDICE II ALIMENTACION DE FIERRO ESPONJA AL ALTO HORNO La literatura técnica reporta 6 pruebas formales que se han hecho de alimentación de pre-reducidos a altos hornos, tanto experimentales co- mo comerciales, con objeto de evaluar los beneficios de esta práctica. Estas pruebas se llevaron a cabo en hornos con características muy distintas, según se ve en la breve descripción que se hace de ellas a continuación. U.S. Bureau of Mines (6) efectuó pruebas en un horno experi- mental de 1.2 m de diámetro de crisol, usando pellas de mi- neral y pellas pre-reducidas con un control muy estrecho en los parámetros operativos. o U.S. Steel (7) corrió pruebas en un horno experimental de 1.2 m de diámetro de crisol, alimentado con sínter y briquetas pre-reducidas HIB de baja metalización (57.7%). Las pruebas en Stelco (8) se llevaron a cabo en un horno comer- cial de 5.5 m de diámetro de crisol, con pellas de mineral y pellas pre-reducidas con gas natural como combustible auxiliar y con bajos volúmenes de escoria. .35
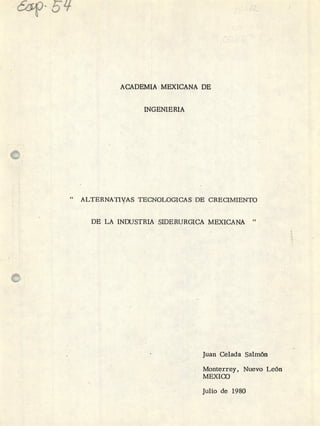
- 37. Las pruebas en Yawata, ahora Nippon Steel (9) se efectuaron en un horno comercial de 6.6 m de diámetro de crisol, ah- mentado con s[nter, mineral cribado y sínter pre-reducido de alto contenido de ganga y baja metalización, utilizaron aceite como combustible auxiliar y un soplo de baja temperatura y reducido volúmen. Kawasaki (10) realizó pruebas en un horno comercial de 10.5 m de diámetro de crisol con sfnter pre-reducido de alta meta- lización (9570); utilizaron aceite como combustible auxiliar y en- riquecimiento de oxrgeno en el soplo. En abril de 1978 Altos Hornos de México, S.A. (3) terminó una prueba donde se utilizaron 43,000 toneladas de fierro esponja como parte de la carga en su alto horno No. 2, con 7.2 m de diámetro de crisol. Los resultados de estas pruebas se presentan en la figura No. 9 de este Apéndice. Aunque las condiciones de las pruebas fueron muy di- ferentes, los resultados son muy consistentes: por cada 170 de incre- mento de metalización de la carga, se obtuvo un 0.87. de incremento en la producción de arrabio y una disminución de 0.770 en el consumo unitario de coque. .. .36
- 38. -•1. 80'. .. . 1..• 70- 60- UI ° 0 A z t . . QwSO . Q U.S. BUREAU OF MINES 1965 40 • . x---- A US.STEEL 1966 o-' . . Q STELCO 1964 • ) £ YAWATA STEEL .1965 u UI 22 . . • KAWASAKI STEEL 1966 XAHMSA 1978 20 . Ø AHMSA METALIZACION EQUIVALENTE ni a lo - 0 lOO 1 lO 20 30 40 50 60 70 80 90 • . METALIZACION DE LA CARGA % • lo. •. . . oe . A . . o . • . •• . •• zUi30 X---- 0 0 •• . . . •• -. 3o . . o 50 60 FIG.9 - RESULTADO DE PRUEBAS UTILIZANDO PRE- - •• -•• REDUCIDOS EN LA CARGA DEL ALTO HORNO, •• LOS RESULTADOS EN LA PRUEBA DE AHMSA • • • • SE EXPRESAN CONSIDERANDO LA METAUZI0P4- -• ••, . • EQUIVALENTE DE LA CARGA - -
- 39. Los resultados obtenidos en la prueba de AHMSA, si se grafican - utilizando la metalización convencional de la carga, indican un in- cremento ligeramente mayor en la producción de arrabio que el pro- medio de las otras pruebas. La razón de estos resultados mejora dos puede explicarse en gran parte por el mayor contenido de carbo- no del fierro esponja utilizado en la prueba de AHMSA y por la con- secuente "reducción secundaria" producida por este carbono. Se ha encontrado (11) que cuando el contenido de carbono del fierro esponja esta diseminado en forma de carburo de fierro Fe3C, tiene un marca- do efecto en el comportamiento del fierro esponja en el alto horno. En la zona de preparación del alto horno, se efectúa una reacción de reducción del FeO residual con el Fe3C del fierro esponja en la si- guiente forma: FeO +Fe3C ¿.4 Fe+CO El balance estequiométrico de esta reacción indica que 17. del carbono del fierro esponja puede reducir 5.35970 del Fe si sólo se forma CO durante la reacción. A medida que parcialmente se forme CO 2 , esta cifra puede ser ligeramente mayor. Para el caso del horno eléctrico, la reducción secundaria produce alrededor de 14970 de CO2 , y el factor teórico, confirmado en la práctica es cercano a 6 (12).
- 40. Pruebas experimentales sometiendo el fierro esponj a a condiciones similares a las de la zona de preparación de alto horno, dieron por resultado que la metalización del fierro esponja aumentó 5.4970 por cada porciento de disminución del carbono, indicando la posible for- mación de pequeñas cantidades de CO2. El resultado de esta reac- ción es que el óxido de hierro residual en el fierro esponja es redu- cido por el contenido de Fe3C durante su descenso a través de la zo- na de preparación, de tal forma que cuando el fierro esponja alcanza la zona de reserva, está prácticamente todo reducido al estado metMi- co si hay suficiente Fe3C disponible. El poder metalizante del carbón, agregado a la metalización convencio- nal del fierro esponja, dá una metalización equivalente del fierro espon- ja para su uso en el alto horno. Utilizando el factor de 5.4, la me- talización equivalente se define como: Met. Equivalente = (% Met.) + 5.4 (%C) Cuando el contenido de carbono es tal que, la metalización equivalente es 10097., se puede decir que el material es un "fierro esponja balan- ceado". .39
- 41. Si los resultados de la prueba de A1-IMSA se grafican considerando su metalización equivalente como se muestra en la figura No. 9 del Apéndice, éstos resultan ser mucho más consistentes con los obteni- dos en las otras pruebas. Como el contenido de carbón en el fierro esponja puede ser ajustado a voluntad, la planta de reducción directa puede ser operada para ob- tener metalizaciones más bajas, y por tanto aumentar su productividad, si se agrega carbón para mantener 1007. de metalización equivalente. Durante ' el inicio de esta práctica de operación deberá encontrarse el nivel de metalización convencional que dé la operación óptima para el conjunto RD + AH de que se trate. Balance de Materiales: Para determinar el efecto de la adición del fie- rro esponja sobre el balance de materias primas, los datos de los re- sultados de las seis pruebas efectuadas, se alimentaron a un programa computarizado de ajuste de curva, el cual dio las siguientes relaciones: / Ap = 0.8M. (1) ACr = 0.7 M (2) Fe MetMico (Fe° ) (3) Por definición M = Fe total en la carga (Fet) . . .40 /
- 42. í A continuación se listan las definiciones de los términos utilizados en la derivación de las relaciones para el balance de materiales. El objetivo de esta derivación es obtener las expresiones de los ma- teriales alimentados al horno en función del aumento de producción deseado que se seleccionó, como variable independiente. "Período Base" - Condiciónes normales de operación de AH, sin la adición de pre-reducidos. "Producción Base" - Producción de arrabio durante el "Período Base" - "Carga Base" - Cantidad de Fe en la carga de mineral de hierro durante el "Período Base"; considerada como 0.96 de la "Producción Base". Él P - Incremento de producción de arrabio como frac- ción de la "Producción Base" Id - Cantidad de Fe total en el fierro esponja como fracción de la "Carga Base" 10 - Cantidad de Fe en el mineral como fracción de la "Carga Base"
- 43. "3 M - Metalización de la carga (calculada con meta- lización equivalente del fierro esponja) Cb - Consumo total de coque en el "Período Basefl Cc - Consumo total de coque como fracción del "Período Base" Crb - Consumo unitario de coque en el "Período Base" Cr - Consumo unitario de coque como fracción del "Período Base" Cr - Disminución del consumo unitario de coque como fracción del "Consumo unitario de Coque Base" me - Metalización equivalente del fierro esponja Notas: - Cualquier sistema consistente de unidades puede utilizarse. - Un apóstrofe en una variable como I'd significa que 'd se expresa como % del mismo parámetro en el "Período Base". .42
- 44. '1 En (3), el Fe total en la carga es: Fe = 0.96 (1 + P) (4) De (3) y (4) M = Fe° 0.96 (1 + ¿SP) (5) Si me = 100% como en el caso de fierro esponja balanceado, enton- ces: Fe° = Id (6) De (5) y (6) Id (7) 0.96 (1+iP) De (1) y (7) Id = _ 0.96 (1 + LP) 0.8 Id = 0.96 1.25 AP + 1.25 A P 2](8) Para expresar (8) como % de la " Carga Base" Id = 0.96 [1.25 L P + 1.25 (1,1 100 J 0.96 .43
- 45. Id= 1.25 AP' + 1.25 1 ___ 00__ De (4) y (8) la cantidad de Fe en el mineral será de: lo = 0.96(1 +P) -Id Para expresar (10) como % de la "Carga Base" lo' = 0.96 (100 + tP') 1 - Id' 0.96 lo' = (100 + A P') - Id' Dividiendo (1) entre (2) ACr = -0.7 = -0.88 /P 0.8 Por definición: ACr Cr - Grb Cr -1 Crb Crb De (12) y (13) Cr -1 -0.88iP Crb Cr = Crb (1 - 0.88 LP)
- 46. Para expresar Cr como % del "Pertodo Base" Cr' = 100 - 0.88 A P' (15) El consumo de coque utikizando fierro esponja será Cc = Cr (1 + á P) (16) Para expresar el consumo de coque como % del consumo del "Perfodo Base" Cc' = 100 + 0.12 ¿P' - 0.88 (P') 2 (18) 100 De acuerdo con las fórmulas (9), (11), (15) y (18) se calcularon las gráficas del balance de materiales que aparecen en la figura No. 4 del texto. Para el caso de un 20170 de incremento en la producción de arra- bio, la cantidad de fierro esponja por adicionarse y el ahorro en el con- sumo total de coque es como sigue: - El fierro esponja requerido con 88970 de contenido de Fe. FE - X 0.96 = 1.63 tons/ton adicional de arrabio 0.88 x 20 .45
- 47. - Tomando un consumo unitario de coque base, de 550 Kg/Ton, el consumo de coque por tonelada adicional d e arrabio es: 0.550 (98.8 - 100) = -0.033 tons/ton adicional de arrabio 20 El cuadro IV muestra el cálculo de la obtención de costo de la tonela- da adicional de arrabio por medio de la ruta RD + AH existente y la ruta de un AH nuevo. El cálculo del balance de materiales, está ba- sado en las fórmulas descritas en el párrafo anterior. El costo de coque se tomó del cuadro 1 del Apéndice 1 que muestra tal costo a par- tir del precio de carbón, según SRI International. Las inversiones por tonelada de capacidad anual, son las mismas que las anotadas en el Apéndice 1. De acuerdo con el cuadro IV, los costos en pesos por tonelada de arra- bio adicional están dados en función del precio de carbón "Pc" y el pre- cio del gas natural "Pg', como sigue: AH Nuevo 0.715 Pc + 2354 RD + AH Existente 448.3 Pg - 0.04 Pc + 1997
- 48. La diferencia a favor de RD - AH existente (A) - (B) queda de la siguiente forma: j ¿ (C) ¿,C = 0.755 Pc - 448.3 Pg + 357 $/Ton de arrabio adicional .47
- 49. CUADRO IV 'COMPARACIONDE COSTOS POR TONELADA INCREMENTAL DE ARRABIO A.H. NUEVO PRECIO UNIDADES COSTO -UNIDAD ( 'PON 'PON PELLAS MINBRAL HIERRO - TON 560 1.45 812 COQUE - TONS/TMC Pc 0.550 0.715 Pc+56 OTROS COSTOS OPERACION A.H. 244.0 GAS NATURAL - Nra3 Pg OTROS COSTOS R.D. COSTO CAPITAL - 20% COSTO TOTAL BI R.D. CON GAS NATURAL + A.H. EXISTENTE UNIDADES COSTO 'PON 'PON 1.45 812 (0.033) 1 (0.04 Pc + 3) 448.3 Pg 248 937 448.3 Pg- 0.04 Pc + 1997 275 X 1.63 152 X 1.63 1242.0 575 X 1.63 0.715Pc +2354 1