DISEÑO DE JUNTA WPS ASME
•
4 recomendaciones•4,400 vistas

El documento habla sobre el diseño de juntas soldadas y cómo direccionar las variables del diseño de junta en el Procedimiento de Soldadura Calificado (WPS). Explica que el diseño de junta no es una variable esencial pero debe ser especificada en el WPS. También advierte sobre errores comunes como indicar "todos los diseños de junta" o no poder realizar ciertos diseños de junta según lo especificado en el WPS.

Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a DISEÑO DE JUNTA WPS ASME
Similar a DISEÑO DE JUNTA WPS ASME (20)
Más de Danfer De la Cruz
Último
Último (20)
DISEÑO DE JUNTA WPS ASME
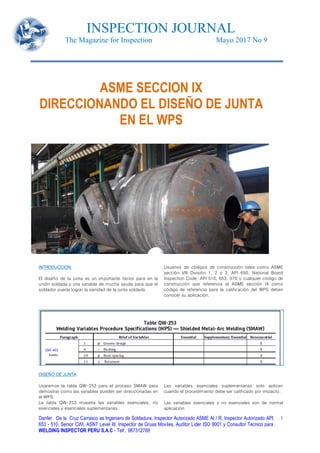
- 1. INSPECTION JOURNAL The Magazine for Inspection Mayo 2017 No 9 Danfer De la Cruz Carrasco es Ingeniero de Soldadura, Inspector Autorizado ASME AI / R, Inspector Autorizado API 653 - 510, Senior CWI, ASNT Level III, Inspector de Gruas Moviles, Auditor Lider ISO 9001 y Consultor Tecnico para WELDING INSPECTOR PERU S.A.C - Telf.: 987312768 1 INTRODUCCION. El diseño de la junta es un importante factor para en la unión soldada y una variable de mucha ayuda para que el soldador pueda lograr la sanidad de la junta soldada. Usuarios de códigos de construcción tales como ASME sección VIII División 1, 2 o 3, API 650, National Board Inspection Code, API 510, 653, 570 o cualquier código de construcción que referencia al ASME sección IX como código de referencia para la calificación del WPS deben conocer su aplicación. DISEÑO DE JUNTA Usaremos la tabla QW-253 para el proceso SMAW para demostrar como las variables pueden ser direccionadas en el WPS. La tabla QW-253 muestra las variables esenciales, no esenciales y esenciales suplementarias. Las variables esenciales suplementarias solo aplican cuando el procedimiento debe ser calificado por impacto. Las variables esenciales y no esenciales son de normal aplicación ASME SECCION IX DIRECCIONANDO EL DISEÑO DE JUNTA EN EL WPS
- 2. INSPECTION JOURNAL The Magazine for Inspection Mayo 2017 No 9 Danfer De la Cruz Carrasco es Ingeniero de Soldadura, Inspector Autorizado ASME AI / R, Inspector Autorizado API 653 - 510, Senior CWI, ASNT Level III, Inspector de Gruas Moviles, Auditor Lider ISO 9001 y Consultor Tecnico para WELDING INSPECTOR PERU S.A.C - Telf.: 987312768 2 El usuario encuentra como primera aplicación la variable QW-402.1, ⏀ Groove Design, como se muestra en la tabla QW-253. La variable QW-402.1 declara “Un cambio en el tipo de ranura” (Ejemplo: Ranura en V, ranura en U, simple V, doble V, etc.) Cuando preparamos el WPS no es materia de discusión si la variable es esencial o no esencial, ambos deben ser direccionadas en el WPS. QW-402.1 es direccionado para indicar en el WPS que tipo de ranura son aceptables para ser usados. Como ejemplo, WPS #01 direcciona la variable del diseño de junta indicado lo siguiente: “QW-402.1 Tipo de Junta – Como se muestra en este WPS”, Nota: Esto permite aplicar para la soldadura solamente la junta mostrada en el WPS, no podría usarse otro diseño de junta. También se puede indicarse “como se especifica en el Plan de Reparación o el Plan de Inspección”, se entiende que solo las juntas indicadas en estos planes pueden ser usados. El nombre de los documentos que podrían ser direccionados para especificar el diseño de junta no son importantes y pueden ser 1 o más documentos referenciados en el WPS. Otros ejemplos que podrían ser usados para referenciar el diseño de junta en el WPS pueden ser: De acuerdo a los planos de producción. Ver plano de fabricación PP-12. Dibujo de taller 345 Sin embargo lo importante es que los documentos que referencian el WPS para el diseño de junta se encuentren disponibles para: Soldador. Armadores. Inspector. Supervisor. Inspectores Autorizados (AI, NBCI o Inspectores API por ejemplo) WPS #01 TIPOS DE RANURA La necesidad de usar términos estándares es para todos conocidos. La figura 01 muestra términos para diseños de juntas estandarizados por AWS A3.0. Tome nota el titulo de la figura 1, media V simple (B) y simple V (C). La aplicación y entendimiento de estos detalles puede ser técnicamente muy importante. El código requiere que el usuario siga cada variable como es mostrado o indicado en el WPS. Por ejemplo, si el WPS solo se indica los 3 tipos de ranura mostrados en la figura 1, una junta en doble V podría no ser usado a menos el WPS sea revisado para incluir el diseño de junta tipo doble V. Casi todas las entradas o indicaciones pueden ser aceptables para direccionar QW-402.1, pero no puede ser tan sencillo. Veamos ejemplos como QW-402.1 es erróneamente direccionado. Ejemplo 1 Un WPS con proceso SAW especifica como diseño de junta “en T con ranura en simple V, sin abertura de raíz y con 45° a 60° de ángulo de bisel”. El supervisor de soldadura puede realizar el bisel a 45° para disminuir tiempo y cantidad de soldadura sin inconvenientes pues su WPS lo permite, sin embargo el diseño de junta podría requerir algún tipo de demostración para ver la capacidad de realizar una soldadura sana, porque un exceso de penetración podría ocurrir o la relación ancho – profundidad de cordón de soldadura podría ser marcadamente diferente ocasionando tensiones residuales en el cordón de soldadura con fisura en el centro y/o posible entrampamiento de escoria. La soldadura puede mejorar si el ángulo de bisel es más abierto.
- 3. INSPECTION JOURNAL The Magazine for Inspection Mayo 2017 No 9 Danfer De la Cruz Carrasco es Ingeniero de Soldadura, Inspector Autorizado ASME AI / R, Inspector Autorizado API 653 - 510, Senior CWI, ASNT Level III, Inspector de Gruas Moviles, Auditor Lider ISO 9001 y Consultor Tecnico para WELDING INSPECTOR PERU S.A.C - Telf.: 987312768 3 FIGURA 1 FIGURA 2 Ejemplo 2 Si el WPS especifica “Todas los diseños de juntas” y también indica electrodo E 6010 en metales bases hasta 10mm de espesor máximo, sin saneado de raíz (backgouge). El Inspector podría solicitar al usuario que demuestre como puede soldar una junta a tope sin bisel y tener penetración completa, soldando de un solo lado puesto que su WPS indica sin saneado de raíz. El usuario podría decir “No puedo hacer tal soldadura”, para lo cual el inspector diría con justa razón “Entonces retire usted el termino Todos los diseños de junta de su WPS y especifique los que usted requiere realizar y los que pueda hacer”. Ver figura 03 como referencia. La interpretación IX-82-02 declara claramente que el código no acepta “Todos” con una entrada aceptable en un WPS para describir los tipos de juntas. REQUERIMIENTO DE ASME IX Cuando en fabricación se requiere un cambio en el especificado |WPS, el usuario debería determinar si el cambio es una variable esencial o no esencial. Por ejemplo si el WPS indica como diseño de junta simple V pero es necesario un diseño de junta en doble V para una especifica aplicación, es necesario un cambio en el WPS puesto que su diseño de junta no fue especificado en el WPS inicial. El usuario del código puede dar una mirada a QW-253 para determinar que por QW-402.1 el diseño de junta no es una variable esencial. De acuerdo a QW-200-1 (c), el WPS debe ser revisado o un nuevo WPS debe ser preparado para poder documentar el diseño de junta en doble V requerido. Un nuevo PQR no es requerido para soportar este cambio puesto que es una variable no esencial. Alternativamente si usted indico en su WPS como diseño de junta “de acuerdo al plan de reparación” y en su plan de reparación esta la junta en doble V, en tal caso el WPS podría no requerir una revisión. Asumiendo que el plan de reparación es controlado por Sistema de Calidad del Código de construcción. FIGURA 3