
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Teoria biorreactores
Similar a Teoria biorreactores (20)
Más de Gustavo Rojas
Más de Gustavo Rojas (11)
Último
Último (20)
Teoria biorreactores
- 1. BIORREACTRES Mg. Anahí V. Cuellas 2007 1 Universidad Nacional de Quilmes Ingeniería en Alimentos BIORREACTORES TEORIA INTRODUCCION Definición de bioprocesos es el uso de organismos vivos o partes de ellos (estructuras sub – celulares, moléculas) para la producción de bienes y servicios. En esta definición se encuadran un conjunto de actividades que el hombre ha venido desarrollando por miles de años, como la producción de alimentos fermentados (pan, yogurt, vinos, cerveza, etc.). Que se incorpora en la mayoría de los sectores productivos tradicionales, como ser el agropecuario, alimentos, químico, farmacéutico, minería, medio ambiente, energético, etc. Por lo tanto se lo define no como un sector diferente, sino como una tecnología de amplio alcance que probablemente afectará muchos sectores de la economía”. Junto con las tecnologías informáticas y de comunicaciones, conforman la "ECONOMIA DEL CONOCIMIENTO O BASADA EN EL CONOCIMIENTO". II-CAMBIOS EN EL ENTORNO AGROALIMENTARIO: Durante las dos últimas décadas el sector agroalimentario a nivel mundial ha experimentado profundos cambios en su entorno, los cuales están generando diversos procesos de reestructuración tanto a nivel de la producción como de organización en el sector. En términos generales los cambios en el entorno se refieren principalmente a: - la apertura de las economías, la globalización de los mercados y el incremento del mercado internacional; - cambios en los patrones de consumo de alimentos y por lo tanto en la demanda de alimentos; - creciente problema de pobreza rural y de marginalización del sector rural en la participación del desarrollo económico; - crecientes problemas relacionados con el manejo sostenible del medio ambiente y de los recursos naturales;
- 2. BIORREACTRES Mg. Anahí V. Cuellas 2007 2 - cambios en el papel del Estado y de la sociedad civil y proceso de apropiación privada del conocimiento. Estos cambios están induciendo a su vez diversos procesos de readaptación de los agro alimentos, orientados a buscar una mayor funcionalidad entre esta y el nuevo contexto. III-LA INVESTIGACIÓN AGRÍCOLA INTERNACIONAL EN UN MUNDO GLOBALIZADO La tendencia hacia la apertura y desregulación de las economías, ha significado el paso de modelos proteccionistas hacia modelos de más exposición a la competencia internacional, con el objeto de lograr una mayor eficiencia en la producción doméstica de bienes y servicios. En muchos de los países de la región estos cambios se introdujeron en una coyuntura adversa de bajos precios internacionales y de muy escasa preparación de la producción nacional para enfrentar la competencia, el sector ha tenido que enfrentar una profunda crisis que se refleja en diversos países latinoamericanos en la caída del PIB sectorial, la disminución del ingreso de los productores, la caída del empleo en el campo, y un importante incremento de las importaciones. La estructura de la demanda por alimentos está cambiando drásticamente debido a tres factores que se refuerzan entre si. En primer lugar el creciente grado de urbanización, en segundo lugar un creciente nivel de ingresos y en tercer lugar cambios en el estilo de vida que privilegia el consumo de alimentes procesados. El efecto acumulado de estos tres factores está generando profundos cambios en la estructura de la demanda de productos agrícolas, favoreciendo una mayor demanda por alimentos procesados y con algún tipo de valor agregado. Las cifras que reflejan la alta tasa de urbanización son elocuentes. A nivel mundial, la población urbana está pasando de representar un tercio de la población global en 1975, a representar dos tercios de esa misma población en el ano 2020. Estos niveles ya se han alcanzado en varios países de América Latina y el Caribe. Esto está llevando a la necesidad de pensar cada vez más en términos de cadenas agroalimentarias que vinculen la producción al nivel de finca con el consumidor final, crecientemente en el sector urbano. Si bien los niveles de pobreza se redujeron un poco a nivel global, pasando la proporción de la población que vive con menos de US$1 por día de 28.3% en 1987 a 24% en 1998, esta reducción fue menor de la que se había predicho (de 32.7% en 1985 a 18% en el 2000). Las diferencias entre una localidad y otra son aún mayores. La generación de empleo se ha convertido en el principal desafío en muchos países de
- 3. BIORREACTRES Mg. Anahí V. Cuellas 2007 3 la región y del mundo, confrontándose en ciertas regiones niveles de desempleo que están llegando a 18 y 20%. El desafío de la pobreza rural se está agudizando por el patrón de desarrollo agroindustrial que impera en la actualidad, caracterizado por la concentración del valor agregado y de los ingresos que se generan en los eslabones ubicados en el sector urbano y el comercial en la cadena agroindustrial, en desmedro de la “región rural de origen” de la cual provienen dichos productos. Aquí se confronta un gran desafío en términos de como re-pensar este patrón de desarrollo agro-industrial, en términos de un patrón que genere empleo e ingresos en el campo y en el sector rural. De lo contrario se agudizará la diferencia entre la calidad de vida del sector urbano y del rural, incentivando aun más el proceso de urbanización y de abandono del campo. Uno de los más desafíos más importantes que afrontan los países en la actualidad es la forma de participar en el marco de un comercio mundial que cambia rápidamente. Se trata de un medio en que la competencia tiene una evolución constante debido a la aparición, día a día, de nuevos productos, procesos y servicios. Para asegurar el crecimiento económico, los países en desarrollo deben poder ser competitivos en el mercado internacional, aumentando sus capacidades de utilización de nuevas tecnologías y produciendo servicios y productos de nivel mundial. Los bioprocesos o procesos biológicos constituyen una tecnología esencialmente multidisciplinaria y basada en la ciencia y la tecnología que permite diseñar y/o producir nuevas moléculas, nuevos productos y nuevos procesos. Podemos decir simplificadamente que es el resultado de la integración de la bioquímica, con la microbiología con la ingeniería. Resumiendo, es el resultado del dominio de la información científica y tecnológica por el hombre. Esta característica, sobre todo por ser material biológico reproducible, hace que entre los resultados de laboratorio y el poder colocar un producto en el mercado, pasan años (3 ó 5 años) y mucho dinero invertido. Argentina cuenta con personal científico – técnico formado para encarar estos proyectos y empresas con capacidad industrial y financiera para comenzar a llevar proyectos de mediano y largo tiempo adelante. IV-BIOPROCESOS EN INDUSTRIAS DE ALIMENTOS. GENERALIDADES TECNOLÓGICAS En la industria de la alimentación se refiere al uso de las tecnologías biológicas para la producción, transformación y / o preservación de alimentos o bien para la producción de materias primas, aditivos y coadyuvantes empleados en la industria de alimentos. Paralelamente crece su importancia en los aspectos analíticos (bioanalítica), control de calidad y control de contaminaciones de alimentos.
- 4. BIORREACTRES Mg. Anahí V. Cuellas 2007 4 La producción de alimentos e ingredientes alimentarios utilizando técnicas fermentativas, también denominados bioprocesos, están presentes desde los primeros registros históricos del hombre. Los microorganismos y las enzimas se usan ampliamente para la conversión de sustratos alimenticios primarios (leche, cereales, etc) para obtener una cantidad muy grande de productos: quesos, leches cultivadas, vino, cervezas, alcohol, ácidos orgánicos. Desde fines del siglo XIX y especialmente desde comienzos del siglo XX, los avances de la bioquímica y de la genética comienzan a hacerse sentir, sobre todo en la caracterización molecular de las enzimas, la comprensión de los caminos metabólicos bacterianos, la genética bacteriana, etc., es decir, en la segunda década del siglo XX comienza el uso de la ciencia en la producción industrial de alimentos. El salto cualitativo comienza a concretarse con el uso de las nuevas tecnologías de ADN recombinante (ingeniería genética) para el diseño de nuevos insumos - productos (enzimas, bacterias transgénicas, etc.) destinados a la producción de alimentos. Mas abajo tratamos el tema de las enzimas con mayor profundidad, acá solo queremos informar que la mayor parte de las enzimas hoy en uso en la industria, son enzimas “recombinantes” ( obtenidas por las técnicas de ingeniería genética) por la posibilidad de producir proteínas homogéneas, con una composición y estructura química definida, que pueden ser elaboradas en mayor cantidad, con nuevas características (termoestables, resistentes a altas presiones o a diferentes solventes, resistencia a la oxidación, especificidad, etc.). De igual forma se trabaja con células bacterianas o de levaduras a las que se puede introducir una determinada información genética (saborizantes, aromatizantes, resistencia a fagos, expresión de determinadas enzimas para elaboración de bebidas y jugos, etc.). V-ALIMENTOS Y SALUD HUMANA Los bioprocesos en alimentos están cada vez mas relacionados con la salud humana, o de manera más amplia, se avanza en el uso y diseño de los alimentos como “primer medicamento”. Es obvio para todos que una buena salud comienza por una buena alimentación (nutrición), pero en la actualidad, dado que podemos “diseñar” nuestros alimentos, se trata de definir que características específicas necesitamos consumir (y evitar las que pueden presentar riesgos) para tener una buena o mejor salud. Así ha surgido en los últimos años una especialidad que estudia y produce los llamados alimentos “funcionales” y “nutracéuticos” (neologismo que significa nutrición y farmacéuticos, o sea alimentos y medicamentos) que son alimentos que cumplen con el objetivo de satisfacer las necesidades de la
- 5. BIORREACTRES Mg. Anahí V. Cuellas 2007 5 nutrición humana y además “prevenir o curar”. Estos alimentos pueden contener proteínas inmunogénicas (vacunas), enzimas para facilitar digestión o metabolismos, medicamentos, ácidos grasos definidos, leches “humanizadas”, etc. En esta línea de productos trabajan empresas especializadas de biotecnología y grandes compañías farmacéuticas y agroquímicas. I-ASPECTOS GENERALES DE LOS PROCESOS DE FERMENTACION Un proceso de fermentación típico es esencialmente un proceso que se lleva a cabo en un recipiente llamado fermentador o en general, biorreactor, mediante el cual determinados sustratos que componen el medio de cultivo son transformados por acción microbiana en metabolitos y biomasa. El microorganismo va aumentando en su concentración en el transcurso del proceso al mismo tiempo que el medio se va modificando y se forman productos nuevos como consecuencia de las actividades catabólicas y anabólicas. Los dos fenómenos crecimiento y formación de producto, tienen lugar durante el desarrollo del proceso simultáneamente o no según los casos. Resumiendo, un proceso fermentativo consiste en unir un medio de cultivo que contiene nutrientes con un microorganismo dado, en un ambiente óptimo (fermentador), donde se establecen condiciones experimentales adecuadas (pH, temperatura, agitación, etc.) para obtener finalmente el producto deseado - biomasa, metabolitos, enzimas- con el mayor rendimiento. II-EFECTORES INTERNOS Y EXTERNOS El comportamiento de un microorganismo en crecimiento es el resultado de la interacción que se produce entre el microorganismo y el medio ambiente en el reactor, y que en rigor es el resultado de los llamados efectores intra y extra celulares. Los efectores internos están representados por la dotación genética intrínseca del organismo considerado y por sus mecanismos de regulación metabólica. Estos últimos pueden ser modificados por alteraciones del medio ambiente o más precisamente por los efectores externos mientras que la existencia de un gen depende de la especie del microorganismo considerado. Un gen está o no está, sólo su expresión puede modificarse. Con el fin de mejorarla productividad de un proceso de fermentación las cepas empleadas pueden someterse a tratamiento físico o químico de mutación que al alterar algún sector del genoma logran aumentar la producción de un metabolito aunque también pueden disminuirla o incluso suprimirla.
- 6. BIORREACTRES Mg. Anahí V. Cuellas 2007 6 También se puede dotar a un microorganismo de una capacidad genética nueva cuando se efectúa la inserción de sectores del genoma de una especie en un microorganismo, haciéndose éste capaz de producir metabolitos que desde el punto de vista genético de su especie no podría hacerlo. La obtención de mutantes por el uso de agentes mutagénicos o por algún otro mecanismo bioquímico y la construcción de cepas nuevas por ingeniería genética constituyen los recursos de la genética microbiana, para mejorar la productividad de un microorganismo dado o para dotarlo de una capacidad productiva nueva. Es decir que los efectores internos pueden modificarse para lograr la optimización de un proceso fermentativo. Las técnicas de ingeniería genética sin duda permitirán avances espectaculares en la eficiencia y rendimiento en la producción de los más variados productos microbianos. Sin embargo, es necesario recalcar que estos microorganismos, naturales o manipulados genéticamente, deben colocarse en un ambiente favorable tanto para su crecimiento como para la óptima expresión del producto buscado a fin de poder producirlo a nivel industrial. En efecto, el crecimiento microbiano depende tanto del genotipo como del medio ambiente en que éste se desarrolla. Este ambiente controlado y propicio al crecimiento microbiano se logra, ya sea en el laboratorio o en la industria, gracias a un instrumento especial, llamado fermentador (figura 1). El comportamiento o expresión fenotípica, o sea lo que realmente se observa como respuesta del microorganismo al medio ambiente en el reactor es, además, el resultado de la influencia de las variables de naturaleza física y química que constituyen los efectores externos. Los efectores externos de naturaleza física están vinculados con las condiciones de operación que se utilizan en los reactores y son por ejemplo la temperatura, la agitación, aireación, etc.; es decir, están constituidos por las variables de manipulación física que se fijan o se programan en el curso del proceso de producción. La modificación de algunos de los efectores físicos como por ejemplo la temperatura,
- 7. BIORREACTRES Mg. Anahí V. Cuellas 2007 7 tiene un efecto notable sobre un proceso. Si el valor utilizado no es adecuado puede disminuir o aún impedir la formación de un metabolito determinado. Además la temperatura puede modificar los requerimientos nutritivos de algunos microorganismos, lo que significa que al modificarse el valor de un efector puede cambiar los requerimientos de otro. Los efectores externos de naturaleza química están representados por la presencia de los componentes de los medios de fermentación, además del 0 2 que puede considerarse un nutriente más. Los componentes de los medios deben cumplir con todos los requerimientos nutricionales y además con los requerimientos específicos que son indispensables para la formación de productos. Los aspectos fundamentales de los medios, como su diseño y formulación. Los reactores están también estrechamente vinculados al manejo o manipulación de los efectores externos, ya que además de la regulación de las variables físicas permiten según el modo de operarlos fijar o regular la alimentación de componentes de los medios que, como ya se dijo, constituyen los efectores químicos. Tal es el caso cuando se operan los reactores en "batch" o en forma discontinua, (todos los componentes son colocados desde un comienzo en el medio de producción) o cuando se opera el reactor en "batch alimentado" donde la alimentación de los componentes se realiza en forma controlada durante el proceso. Finalmente cuando se opera el reactor en continuo, se alimenta medio completo a una determinada velocidad al mismo tiempo que se deja salir con la misma velocidad medio fermentado, lo que permite tratar a la velocidad de crecimiento específico como variable independiente La influencia de los efectores internos y externos sobre el comportamiento de una célula microbiana se puede representar esquemáticamente como se muestra en la figura Figura. Influencia de los efectores internos y externos sobre la expresión celular.
- 8. BIORREACTRES Mg. Anahí V. Cuellas 2007 8 En los últimos años se han logrado avances significativos en el diseño de los fermentadores así como en el grado de control que se ejerce durante el proceso de fermentación. El fermentador no es más que un instrumento que permite al operador controlar el estado del medio de cultivo, el cual determina el crecimiento y producción de un microorganismo. Para comprender con claridad estos conceptos es conveniente citar algunos ejemplos demostrativos. Supongamos una cepa de un microorganismo (B. subtilis) que genéticamente está en condiciones de efectuar la biosíntesis de una enzima (a-amilasa) y que es colocada en un medio de cultivo adecuado y en condiciones de operación óptimas para la producción de esa enzima. Por medio adecuado se entiende una fuente de carbono como el almidón o dextrina, además de fuente orgánica de nitrógeno, y otras sales minerales. Por condiciones de operación óptimas se consideran la temperatura de 30-37 °C, agitación, pH inicial 6.5-7.0. Supongamos también que el proceso es de tipo "batch". Si en la composición del medio utilizamos glucosa, por ejemplo, difícilmente tendremos un rendimiento normal de a-amilasa mientras exista glucosa en el medio, debido a la influencia negativa de ésta, ya que la misma actúa como represor catabólico de la biosíntesis de la enzima. Este es un ejemplo negativo de un efector externo (glucosa) que no permite la expresión del gen de la cepa. No solamente la glucosa tiene este efecto sino en general cualquier otra fuente de carbono que sea de consumo rápido. Si en cambio se opera el reactor como "batch" alimentado, con alimentación programada de glucosa, la influencia negativa de ese efector externo desaparece, porque su concentración se mantiene en límites muy bajos. Otro efector externo de naturaleza química que inhibe la biosíntesis de otros productos como muchos antibióticos es el anión fosfato. Por eso la producción industrial de esos compuestos debe hacerse de manera tal que existan concentraciones limitantes de fosfato inorgánico. Si éste esta en concentraciones de 0.3 a 300 mM generalmente se produce crecimientos celulares altos pero concentraciones superiores a 10 mM suprimen la síntesis de muchos antibióticos. III-REQUERIMIENTOS FISIOLÓGICOS DEL CRECIMIENTO MICROBIANO: Para su crecimiento, los microorganismos utilizados en los procesos tecnológicos, requieren estrictas condiciones del medio ambiente, tales como: Medio acuoso. Todas las reacciones biológicas se realizan en presencia de agua. Esta última es por lo general el principal componente del medio de cultivo. Incluso aquellos microorganismos que crecen en
- 9. BIORREACTRES Mg. Anahí V. Cuellas 2007 9 un medio sólido como granos de cereales, necesitan que estos sustratos estén humedecidos para poder colonizarlos. Temperatura de crecimiento. Las temperaturas entre las cuales se puede desarrollar una célula microbiana varían entre 10 y 60 °C. Según el rango de temperatura en el cual el crecimiento es posible podemos distinguir microorganismos sicrófilos (4-25 °C), mesófilos (30-40 °C) y termófilos (40-65 °C y más). La temperatura del medio de cultivo dentro de un fermentador es medida en forma continua gracias a una termocupla inmersa en él. Esta última está conectada a un sistema de calentamiento-enfriamiento del fermentador, el cual permite mantener la temperatura constante durante toda la operación. Acidez. El pH de crecimiento de los microorganismos varía entre 3.0 y 8.0. En forma general, las bacterias crecen a pH cercanos a la neutralidad (pH 7.0), con la importante excepción de las bacterias lácticas que resisten pH ácidos. Por el contrario, la mayoría de los hongos filamentosos y levaduras prefieren pH ácidos, de alrededor de 5.0. Este ácido-tolerancia otorga una ventaja importante a las fermentaciones con hongos, ya que el riesgo de contaminación bacteriana es bajo. Durante la fermentación, hay producción o consumo de ácido en el medio según el microorganismo, lo cual produce una variación del pH. Este último es detectado gracias a un electrodo inmerso en el medio. Este electrodo acciona dos bombas (una con ácido y otra con álcali) que equilibran constantemente este parámetro. Presión parcial de oxígeno. Se distinguen dos tipos de microorganismos en función de su requerimiento en oxígeno: los microorganismos aerobios, para los cuales la disponibilidad del oxígeno es indispensable; y los microorganismos anaerobios, para los cuales el oxígeno es tóxico. Existen, por último, algunos microorganismos capaces de adaptar su metabolismo a las condiciones de oxigenación imperantes en el medio y que son por lo tanto aerobios facultativos (éste es el caso de Escherichia coli y Saccharomyces cerevisae, entre otros). La fermentación aerobia es hasta hoy la más utilizada ya que el crecimiento es mucho más rápido en aerobiosis que en anaerobiosis. Sin embargo, los microorganismos anaerobios son capaces de sintetizar una serie de compuestos únicos (metano, etanol, solventes, etc), lo que ha provocado un nuevo interés en
- 10. BIORREACTRES Mg. Anahí V. Cuellas 2007 10 su cultivo y estudio, en particular para la industria química. Por otra parte es necesario mencionar dos limitantes que presentan las fermentaciones aerobias: a) Muy baja solubilidad del oxígeno en el agua, lo que hace necesario airear y agitar fuertemente el medio de cultivo. b) Producción elevada de calor que debe ser constantemente removida a fin de mantener estable la temperatura. Las concentraciones de oxígeno y CO2 disueltos en el medio son controladas por sondas de O2 y CO2, respectivamente. IV-NUTRIENTES REQUERIDOS PARA EL CRECIMIENTO DE MICROORGANISMOS. En primer lugar, el microorganismo requerirá de una fuente de carbono de la cual extraer la energía necesaria para su metabolismo. Las fuentes de carbono más comunes son los hidratos de carbono, tales como almidón y azúcares. Durante los años sesenta, algunos hidrocarburos derivados del petróleo fueron intensamente estudiados como fuentes de carbono de bajo costo. Esta situación cambió radicalmente en la década del 70, debido al alza del precio del petróleo y hoy en día, por el contrario, se investiga la conversión biológica de hidratos de carbono en combustibles. En la búsqueda de nuevas fuentes de carbono, se está estudiando, desde hace poco, la utilización de recursos lignocelulósicos (pajas de cereales, árboles y sus residuos, etc.), principal fuente de biomasa renovable. Muchas de estas fuentes de carbono requieren un tratamiento previo a su utilización; es el caso, por ejemplo, del almidón que debe ser cocido e hidrolizado hasta glucosa antes de ser trasformado en etanol por los microorganismos que realizan esta transformación. Es también el caso de la celulosa y de los substratos lignocelulósicos en general, los cuales necesitan drásticos tratamientos físicos y/o químicos antes de ser utilizables con este fin. Otros nutrientes que son necesarios en cantidades importantes para el crecimiento microbiano son el nitrógeno, el fósforo y el azufre. Estos elementos son incorporados en las moléculas estructurales y funcionales de la célula. El nitrógeno, en particular, debe ser provisto en proporciones variables bajo la
- 11. BIORREACTRES Mg. Anahí V. Cuellas 2007 11 forma de nitrógeno proteico obtenido a partir de subproductos de la industria del maíz, extracto de levadura u otros, y no proteico (sales de amonio, urea, etc.). Los otros dos elementos son entregados como sales de fosfato y sulfato, respectivamente. Por último, una serie de micro nutrientes (vitaminas, hierro, cobalto, cobre, zinc, etc.), deben ser suministrados al medio. La determinación de varios de estos nutrientes en forma continua durante la fermentación permitirá en un futuro próximo espectaculares avances en el control de los procesos. Esto ha sido posible gracias al reciente desarrollo de sensores o electrodos biológicos (enzimáticos y microbianos). Esta tecnología, novedosa y específica, promete un gran desarrollo en un futuro próximo, ya que tiene grandes ventajas en materia de análisis, tales como respuesta rápida, aplicación en muestras coloreadas, uso repetido de los biocatalizadores, etc. El principal problema para su puesta en operación es la dificultad de esterilizar el biosensor sin inactivarlo. V-TIPOS DE FERMENTADORES: Un fermentador es un recipiente de vidrio o acero inoxidable si el uso es farmacéutico, o de material menos noble, como acero al carbono, en el caso de aplicaciones menos exigentes en pureza. Por lo general, el reservorio tiene una altura 2.5 a 4 veces superior a su diámetro, y en función de la aplicación, su volumen varía entre 1000-10 000 lt en el caso de un producto farmacéutico, a 1500000 lt, y más en el caso de la producción de microorganismos como fuente de proteína animal. El diseño de un fermentador, aparte de asegurar que la operación sé desempeñe en forma aséptica, debe responder a tres requisitos principales: Mezcla adecuada, buena transferencia del oxígeno del aire al microorganismo y remoción del calor. Este último imperativo explica que, a pesar de las bajas temperaturas a que operan los procesos biológicos con respecto a la catálisis química; sea necesario considerar superficies importantes de intercambio térmico dentro del fermentador para mantener la temperatura de crecimiento. Esto explica también en parte el interés que presentan los microorganismos termófilos, capaces de trabajar a temperaturas más elevadas que otros microorganismos, lo cual reduce por una parte los problemas de remoción de calor durante la fermentación y, por otra parte, los riesgos de contaminación por los microorganismos mesófilos.
- 12. BIORREACTRES Mg. Anahí V. Cuellas 2007 12 En forma general existen tres tipos principales de fermentadores para cultivos aeróbicos 1) Estanques aireados agitados. Estos son los más tradicionales y tuvieron un gran desarrollo durante los años 50 y se usan para la producción de antibióticos como la penicilina a escala industrial. El fermentador agitado consiste en un cilindro vertical que posee varios deflectores para prevenir la formación de un torbellino durante la agitación. El aire estéril penetra por la base del reservorio, a través de un distribuidor circular. El eje vertical lleva una o varias hélices en función de la relación altura/diámetro. A pesar de que este modelo de fermentador no es el más económico de instalar ni de operar, sigue siendo el más corrientemente utilizado desde los últimos treinta años. La razón de su éxito reside en su gran versatilidad para ser usado a cualquier escala de producción y para un gran número de procesos sin modificaciones del diseño. Por lo tanto, los costos relativamente elevados de inversión y operación se encuentran compensados por su flexibilidad. 2) Reactores tubulares (Air-1ift). Se trata de un reactor en forma de torre o columna, en el cual el aire es introducido en la base del tubo, y la ascensión de las burbujas de aire constituye el único tipo de agitación existente.
- 13. BIORREACTRES Mg. Anahí V. Cuellas 2007 13 A pesar de que el modelo agitado permite concentraciones superiores de biomasa, el fermentador tubular, por su simplicidad y costos inferiores de energía, mantenimiento e instalación, es preferido en algunos procesos al anterior. Estos fermentadores son utilizados en la producción de cerveza, vinagre y ácido cítrico. 3) Estanques a recirculación. Todos los fermentadores de este tipo tienen en común el flujo del medio de cultivo en una dirección definida. Esto se ha logrado gracias a la incorporación de tubos de aspiración en el diseño, lo cual permite una recirculación interna del fluido, o por el uso de un conducto de recirculación, el que permite una recirculación externa. La fuerza motora se desarrolla por el efecto de ascensión de las burbujas de aire (air lift) o por un sistema de flujo hidrodinámico. Existe gran polémica sobre las virtudes de este tipo de sistema, el cual para muchos, es tan eficiente a más que el tanque agitado con respecto a la transferencia de masa, y con una economía sustancial de energía. Este tipo de fermentadores ha producido un interés creciente por la reducción en los costos de producción. Sin embargo, no se conocen bien aún los problemas en la síntesis de un producto que pueden derivar de las fluctuaciones ambientales a las que es sometido un microorganismo en este tipo de fermentadores por la falta de agitación. Por lo tanto, el desarrollo de la investigación en este sentido es indispensable.
- 14. BIORREACTRES Mg. Anahí V. Cuellas 2007 14 VI-ETAPAS PARA LA OBTENCIÓN DE UN PRODUCTO MICROBIANO. La secuencia de etapas envueltas en la obtención de un producto o de células enteras, por fermentación, son las siguientes: a) Producción del biocatalizador (célula o enzima) o starter. EL costo de los catalizadores, puede ser elevado, en particular cuando se trata de enzimas purificadas. En efecto, en este último caso, el costo de muchas de ellas es tal, que el proceso solo es económico si éstas pueden ser utilizadas varias veces. Una forma de realizar este objetivo es reciclar las células microbianas a las enzimas. Esto resulta muy difícil de operar con las enzimas y provoca a menudo lesiones en las células y contaminación con organismos foráneos del reactor. Otra manera de reducir las pérdidas del catalizador, es manteniéndolo dentro del fermentador, es a través de técnicas de inmovilización. Esto se logra gracias a la transformación de la enzima soluble o de la célula microbiana, en una nueva forma de catalizador, una forma fija sobre un soporte sólido. Estos biocatalizadores inmovilizados, pueden tener varias formas (cilindros, hojas, partículas, etc.) y han sido utilizados en todo tipo de reactores. Las potencialidades de la inmovilización de enzimas y en particular de células enteras son considerables, ya que se ha demostrado que no sólo se puede reutilizar el biocatalizador, sino que, muchas veces, los rendimientos y la vida media de éste aumentan en forma significativa. Sin embargo, muchos problemas deberán ser resueltos, como la elección del mejor soporte, asegurar un control adecuada del pH, suplementar adecuadamente con oxígeno en los casos que sea necesario, etc., para asegurar el óptimo funcionamiento de estos biocatalizadores. b) Preparación del medio de cultivo (pretratamiento de la materia prima, adición de nutrientes, ajuste de pH). c) Esterilización del medio de cultivo. Pare evitar la contaminación del medio por microorganismos indeseables, es necesario esterilizarlo y mantener condiciones asépticas durante la fermentación (aireación estéril, adición de nutrientes estériles, etc.). Esto se debe a que la mayoría de los productas biológicos obtenidos hasta hoy son producidos en cultivo puro, es decir, por un solo microorganismo. La contaminación de este cultivo por otros microorganismos puede resultar en la destrucción del
- 15. BIORREACTRES Mg. Anahí V. Cuellas 2007 15 catalizador, en su inhibición o en la destrucción del producto. Por último, pueden introducirse sustancias tóxicas difíciles de separar del producto que nos interesa (como en el caso de un antibiótico, por ejemplo). d) Síntesis del producto. En función del producto y del catalizador empleado se determina la modalidad de funcionamiento del fermentador: continuo a discontinuo. En los procesos discontinuos o tipo batch, el aporte de nutrientes es único, el tiempo de fermentación es limitado y el producto es recuperado íntegramente al final de la fermentación por vaciado de la cuba del fermentador. Este método es actualmente el más utilizado para los productos que necesitan condiciones de esterilidad muy estrictas. En los procesos continuos, en cambio, el aporte de nutrientes es renovado regularmente y el producto es removido al mismo tiempo. Este tipo de procesos presenta varias ventajas con respecto a los procesos discontinuos. Así, por ejemplo, los volúmenes de producción por unidad instalada son muy superiores en un sistema continuo. Por otra parte, el catalizador no es eliminado en este tipo de proceso, lo cual permite economías sustanciales, ya que se considere que el precio del biocatalizador es, por lo menos, igual al de los nutrientes empleados en su crecimiento. Por último y sobre todo, este tipo de cultivo abierto permite una versatilidad inherente de operación, en el cual todos los parámetros (concentración microbiana velocidad de crecimiento, concentración de sustratos y productos) pueden ser controlados indefinidamente. Existen dos tipos principales de fermentadores continuos: el quimostato, en el cual el crecimiento está controlado por uno o más sustratos que son limitantes, y el turbidostato, que opera a tasas máximas de crecimiento, gracias al ajuste del flujo de nutrientes a una velocidad tal que el crecimiento no se encuentre en ningún momento limitado por ningún sustrato. La máxima velocidad de crecimiento de un microorganismo es el resultado de las características inherentes de éste, más que la consecuencia de la disponibilidad de nutrientes. En las mejores condiciones, el crecimiento es exponencial. Una disminución en la velocidad de crecimiento puede operarse limitando la disponibilidad de cualquier nutriente esencial. En esta nueva situación el crecimiento se encuentra desequilibrado y los nutrientes divergen hacia otras rutas metabólicas que no son aparentemente indispensables para el crecimiento. Aquellos metabolitos que son producidos cuando el microorganismo se encuentra en fase exponencial de crecimiento, se llaman primarios
- 16. BIORREACTRES Mg. Anahí V. Cuellas 2007 16 (ácido cítrico, aminoácidos, alcoholes, etc.), por oposición a los metabolitos secundarios (vitaminas, antibióticos, etc.), los cuales son sintetizados en condiciones de crecimiento sub-óptimas. El tipo de metabolito secundario que será sintetizado dependerá del microorganismo involucrado y del nutriente limitante en el medio de cultivo (carbono, nitrógeno, fósforo, azufre, etc.). Según el tipo de metabolito requerido, la estrategia de fermentación a seguir deberá en primer lugar tomar en cuenta en qué momento del crecimiento éste se expresa. Así, por ejemplo, en el caso de un metabolito secundario, muchas veces convendrá utilizar un sistema doble de fermentación. En el primer recipiente, Se hará crecer el microorganismo en condiciones óptimas a fin de obtener el máximo de biomasa microbiana. Luego, esta biomasa se trasladará al segundo recipiente donde la limitación de un nutriente particular permitirá la síntesis del metabolito. Este sistema permite también el óptimo aprovechamiento de la materia prima utilizada, la cual sería de otra manera en gran parte desperdiciada. b) Separación del medio y del catalizador. El producto puede encontrarse dentro de la célula (producto intracelular), como en el caso de la vitamina B12 o la enzima glucosa isomerasa, por ejemplo; también es la situación de los productos obtenidos por transformación genética en Escherichia coli.. O bien puede ser liberado al medio de cultivo (extracelular), como es el caso de la penicilina, amilasa, aminoácidos y otros. c) Purificación del producto. Si el producto es extracelular, es decir, es excretado al medio por la bacteria, se encontrará relativamente puro, pero diluido en un gran volumen de agua. Si es intracelular (no excretado al medio) estará mezclado con todos los constituyentes celulares y habrá que separarlo de ellos. En el caso de E. coli, por ejemplo, los productos son intracelulares. En primer término hay que concentrar las bacterias, lo que se logra por filtración o centrifugación. Para obtener el producto, hay que romper las bacterias, quedando éste mezclado con todos los constituyentes celulares. Para separarlo se utilizan diversos métodos, tales como precipitación con sales o alcohol y/o técnicas cromatográficas, (que separan las moléculas de acuerdo a tamaño, carga eléctrica o por su afinidad por algún reactivo químico).
- 17. BIORREACTRES Mg. Anahí V. Cuellas 2007 17 En cada caso, hay que adaptar las diversas alterativas de purificación y extracción. Dentro de estos procesos, especialmente para los productos de alto valor comercial, los anticuerpos monoclonales están comenzando a ser de gran utilidad. Ella se debe a su tremenda especificidad y sensibilidad. Sin embargo, paradójicamente, esta última propiedad trae problemas en el caso de productos lábiles, ya que la separación final del complejo antígeno-anticuerpo es difícil de romper y requiere de tratamientos drásticos y muchas veces denaturalizantes. VII-ESQUEMA DE UN PROCESO INDUSTRIAL En la Fig. se presenta un esquema general de un proceso de fermentación. Como puede verse existen 4 etapas bien diferenciadas, a saber: 1) Propagación de cultivos, lo que se realiza en el laboratorio y que comienza generalmente en un tubo de ensayo que contiene un repique reciente del microorganismo o un tubo liofilizado o congelado donde se conserva la cepa de interés o de una colonia del microorganismo previamente seleccionada. Este material microbiológico seleccionado constituye el punto de partida con el cual se debe aumentar la cantidad del mismo mediante sucesivos pasajes en frascos de volúmenes crecientes que son generalmente operados en agitadores de vaivén o rotatorios en cámaras de cultivo.
- 18. BIORREACTRES Mg. Anahí V. Cuellas 2007 18 2) Fermentación: con el material obtenido anteriormente, se siembra el tanque de inoculo que puede tener un volumen de 50, 500 ó 1000 1 según la escala industrial posterior. Del tanque de inoculo se pasa posteriormente al fermentador industrial cuyo volumen, que varía de acuerdo al producto a obtener y a su concentración, está comprendido comúnmente entre 10,000 y 100,000 l. En algunos casos especiales, como en la producción de proteína unicelular, los tanques de fermentación pueden llegar hasta 1,000,000 l. Un proceso esencial ligado a la producción es la preparación y esterilización de los medios que se lleva a cabo también en esta etapa (previamente a la inoculación) ya sea en el tanque de inóculo o en el reactor industrial. 3) Operaciones y proceso de separación y purificación de los productos; estas etapas comprenden en forma general y sucesivamente: a) Separación de insolubles por filtración, centrifugación, o decantación; b) separaciones primarias por extracción, absorción, adsorción, ultrafiltración; c) purificación por extracción líquido-líquido, o extracción a dos fases acuosas, o cromatografía de afinidad, y finalmente d) aislamiento del producto. 4) Tratamiento de efluentes: si bien no tiene una relación directa con el producto, que es la razón de ser de la industria de fermentación, representa una etapa imprescindible porque es fundamental controlar la calidad del efluente que sale de la fábrica y que es enviado generalmente a un curso de agua, sea un canal, arroyo, un río o al mar. Es importante tener en cuenta que todas las etapas de un proceso de fermentación deben estar íntimamente ligadas e integradas ya que es indispensable que el proceso sea optimizado globalmente. Cada etapa debe considerar la importancia e influencia de los procesos y operaciones anteriores y también de los siguientes para poder cumplir con ese concepto de integración. Además, el reactor y las condiciones de operación deben ser tales que aseguren la productividad máxima del proceso y la calidad del producto, que en algunos casos depende de las condiciones de operación empleadas como sucede con algunos preparados enzimáticos cuya composición es regulada según como se opere en la etapa de la fermentación y en la correspondiente a la separación y purificación.
- 19. BIORREACTRES Mg. Anahí V. Cuellas 2007 19 IIX-SELECCION, MANTENIMIENTO Y MEJORAMIENTO DE MICROORGANISMOS DE INTERES INDUSTRIAL: Selección: Debido a que el éxito o fracaso de un proceso fermentativo comienza con el microorganismo utilizado, en la elección del mismo se deberían tener en cuenta ciertos criterios generales que se indican a continuación: 1. La cepa a utilizar debe ser genéticamente estable. 2. Su velocidad de crecimiento debería ser alta. 3. La cepa debe estar libre de contaminantes, incluidos fagos. 4. Sus requerimientos nutricionales deberían ser satisfechos a partir de medios de cultivo de costo reducido. 5. Debe ser de fácil conservación por largos períodos de tiempo, sin pérdida de sus características particulares. 6. Debería llevar a cabo el proceso fermentativo completo en un tiempo corto. 7. Si el objetivo del proceso es un producto, éste debería ser de alto rendimiento y de fácil extracción del medio de cultivo. Los microorganismos que se utilizan en un proceso, pueden ser obtenidos por aislamiento a partir de fuentes naturales o de una colección de cultivos. Existen en el mundo un gran número de colecciones depositarias de cultivos. Entre la diversidad de colecciones se destacan: "American Type Culture Collection", USA, la cual mantiene bacterias, levaduras, algas, actinomycetes, mohos, protozoos, virus y líneas celulares; "Colletion Nationale de Cultures de Microorganismes" del Institut Pasteur, Francia; "Northern Regional Research Laboratory" (NRRL), de Peoria, USA, y "National Collection of Type Cultures", Londres, Inglaterra.
- 20. BIORREACTRES Mg. Anahí V. Cuellas 2007 20 Elegida la fuente de aislamiento, las posibilidades de éxito dependen de la técnica elegida para el mismo; en este caso las alternativas son: a) aislamiento directo, o b) enriquecimiento del cultivo con o sin pretratamiento de la muestra. Una vez efectuado el muestreo y selección (screening) para el aislamiento de una cepa de interés, la misma deberá ser caracterizada. En este procedimiento se debe tener en cuenta que la composición química del material a partir del cual se va a realizar el aislamiento comienza a variar a partir del momento en que es tomada la muestra, por lo tanto ésta se debe procesar rápidamente, tratando de evitar alteraciones que afecten a la población de interés. a) Aislamiento directo: en este caso es deseable que el medio que se utiliza para el aislamiento permita la máxima expresión del material genético del organismo. Si se busca por ejemplo un organismo con acción antimicrobiana, se puede crecer al potencial productor, en una caja de petri en presencia del o los organismos contra los cuales se requiere la acción antimicrobiana, observándose la producción del inhibidor por las zonas de inhibición de crecimiento. Para la detección de productores de factores de crecimiento tales como aminoácidos y necleótidos se utiliza la estimulación del desarrollo de bacterias auxótrofas por un lisado del organismo. Esto se puede llevar a cabo en medios sólidos. En este caso se debe tener una "réplica" de la caja a ensayar. Una vez obtenido el crecimiento en la primera caja, se replica a una segunda, antes de "matar" las colonias con luz. U.V., por ejemplo. Esta caja es luego cargada con agar conteniendo una suspensión del organismo auxótrofo al producto buscado. Después de un período de incubación se observa crecimiento en forma de halo alrededor de las colonias productoras, lo que permite el aislamiento de este organismo de la placa réplica. b) Enriquecimiento del cultivo: esta técnica consiste en incrementar en una población mixta el número de organismos de interés en relación al resto. De esta forma se busca favorecer el crecimiento de un tipo dado de microorganismos mediante condiciones de cultivo adecuadas al mismo, o de condiciones inapropiadas para el desarrollo de los otros. Esto se logra mediante el empleo de sustratos específicos
- 21. BIORREACTRES Mg. Anahí V. Cuellas 2007 21 o ciertos inhibidores. Para mantener la fuerza selectiva del medio, el cual se modifica por el crecimiento del organismo buscado, se realizan subcultivos periódicos en medio fresco. Esto lleva a que el organismo de interés sea el dominante de la población, lo cual facilita su posterior aislamiento en medio sólido. Se debe considerar en este caso el efecto del medio sobre la velocidad específica de crecimiento ( ). La selección de un organismo por este procedimiento depende de su valor de u comparado con los de los otros organismos. Evidentemente el dominante de la población será el que posea el mayor valor de u para las condiciones de cultivo empleadas. Sin embargo no necesariamente será mas útil un organismo de u más alto; puede ser deseable uno con mayor afinidad por el sustrato. El problema de selección puede ser superado empleando el sistema de cultivo continuo, donde la fuerza de selección se mantiene a un nivel constante y el organismo dominante será seleccionado por su afinidad por el sustrato, más que por su u máxima IX-MANTENIMIENTO O CONSERVACIÓN DE LOS CULTIVOS Los objetivos de la conservación de los cultivos se podrían resumir en los siguientes aspectos: a) preservar la pureza genética del cultivo sin pérdida de ninguna de sus propiedades bioquímicas; b) preservar los niveles de su productividad inicial; c) lograr que el cultivo pueda ser transportado y manejado con facilidad.
- 22. BIORREACTRES Mg. Anahí V. Cuellas 2007 22 Esto último puede ser un factor esencial en la selección de un método de preservación. En todo trabajo de Microbiología se deben conocer las características de la población con la cual se va a trabajar (propiedades morfológicas y bioquímicas). En este sentido, tanto en la conservación como en el desarrollo del cultivo, ya sea el que suministra o el que recibe la cepa, deberían usar las mismas técnicas metodológicas. Tanto para el mantenimiento, preparación y propagación de inóculos se deben usar métodos reproducibles que no produzcan variaciones o pérdidas de las características de la cepa empleada. El conocimiento de las características del cultivo es esencial en la elección de un método de preservación. La identidad del cultivo puede conocerse en base a sus características de crecimiento en uno o más medios específicos, tomando en consideración propiedades macro y microscópicas exhibidas, o en base a una evaluación más exhaustiva empleando muchos ensayos bioquímicos, biológicos, inmunológicos y genéticos. En general los cultivos no son estudiados en detalle debido a la casi imposibilidad de determinar en cada etapa si ha habido o no alteración genética. En la mayoría de las situaciones solamente se pueden notar cambios mensurables u observables tales como pigmentación, morfología, reacciones fermentativas, propiedades microscópicas, etc. El análisis de estos parámetros junto con la determinación cuantitativa del recuento de colonias antes y después del proceso de mantenimiento brindan la información necesaria para la correcta evaluación de la técnica de conservación a elegir. Los métodos de preservación o mantenimiento más importantes son los siguientes: Subcultivos Es un método común de conservación, que consiste en el repique periódico del cultivo en un medio nutritivo fresco. El intervalo de transferencia varía con el microorganismo, debiendo considerarse el medio adecuado para cada especie. Una vez desarrollados los cultivos se mantienen a 4 °C durante lapsos que oscilan entre 15 días y 2 meses. Los inconvenientes que presenta son varios: a) incremento de la posibilidad de mutación con cada transferencia, con pérdida de las características del organismo;
- 23. BIORREACTRES Mg. Anahí V. Cuellas 2007 23 b) riesgo de contaminación; c) alteraciones en el medio de cultivo, durante la estadía en frío, en la cual se produce una desecación gradual del mismo. Mantenimiento bajo capa de aceite Es una técnica simple y efectiva para prolongar la conservación de muchos organismos y consiste en cubrir completamente el cultivo después de su desarrollo en medio sólido, con una capa de aceite mineral o vaselina estéril. Los cultivos en esta forma se pueden conservar a temperatura ambiente o aún mejor en heladera por períodos de varios años. Algunos autores sostienen que en estas condiciones los microorganismos pueden continuar reproduciéndose, con posibilidades de aparición de mutantes; sin embargo se acepta que estas alteraciones no se observan hasta los tres años de mantenimiento. Congelación Debido a que la actividad metabólica de una célula se reduce considerablemente por mantenimiento a muy baja temperatura, la congelación es una técnica de elección, ya sea para cortos o largos períodos de tiempo. A esto ha contribuido también la mayor disponibilidad de nitrógeno líquido (-196 °C) y el mejoramiento de los equipos de refrigeración. La técnica involucra el crecimiento del cultivo hasta la fase estacionaria, ya que en general en esta etapa las células son más resistentes a los daños por congelación y descongelación, que las de fase exponencial. También es aconsejable utilizar una densidad celular elevada en la congelación, debido a que, cuando parte de las células se lisan se liberarían sustancias crioprotectoras que aumentarían el porcentaje de células sobrevivientes. Las células a congelar pueden ser resuspendidas directamente en un agente crioprotector o se puede agregar el mismo como aditivo al medio de cultivo. El más empleado es glicerol al 10%, aunque otros agentes como dimetilsulfóxido, glucosa, dextranos, sacarosa, suero de conejo, lactosa y extrato de malta, han sido también empleados. La suspensión celular es colocada en ampollas (vidrio o plástico) y sellada antes de colocarla bajo nitrógeno líquido. Uno de los problemas de esta técnica se refiere a la velocidad de congelación.
- 24. BIORREACTRES Mg. Anahí V. Cuellas 2007 24 Muchos estudios son coincidentes en señalar que una velocidad de congelación lenta y una rápida descongelación rinden los mayores números de células viables. Se encontró que dependiendo de la naturaleza de las células, existe una velocidad de congelación óptima en cada caso para obtener una máxima sobre vida. Como criterio general se puede decir que, lo más ampliamente usado es el enfriamiento a 1 °C min-1 (ya que una rápida congelación causa ruptura de membranas) hasta -20 °C y luego un rápido descenso. En cuanto a la temperatura de conservación, la más baja recomendada es -70 °C, ya que a temperaturas más altas ocurren algunas recristalizaciones, las cuales si son intracelulares son letales para las células. En caso de nitrógeno líquido, la conservación podría prolongarse por años, asegurando una buena provisión del mismo y disponiendo de equipos con sistemas de alarma en caso de fluctuaciones de temperatura. Cultivos en tierra La tierra estéril puede ser inoculada con un cultivo e incubada varios días para inducir esporulación de bacilos aerobios y anaerobios. Una vez que la misma se manifiesta, la tierra es secada (desecador) y el cultivo mantenido de esta forma en una atmósfera seca o en refrigerador. El método ha sido utilizado ampliamente con hongos y actinomycetes, los cuales han sido mantenidos en estas condiciones varios años. También se puede utilizar tierra para la conservación directa de suspensiones de esporos. Preservación en celulosa El empleo de un soporte de papel para el mantenimiento de células en condiciones de ausencia de agua es un procedimiento adecuado y sencillo, para conservar cepas. La técnica consiste en embeber tiras de papel de filtro con una suspensión densa de organismos en suero, glutamato de sodio u otro agente, las mismas son posteriormente colocadas en tubos para su posterior secado bajo vacío. De esta forma se han logrado conservar cepas de Streptomyres y Salmonella por períodos de hasta 2 años a temperatura ambiente.
- 25. BIORREACTRES Mg. Anahí V. Cuellas 2007 25 Liofilización La liofilización está considerada como el método más adecuado para la preservación de microorganismos. La técnica involucra el congelamiento de un cultivo seguido por un secado bajo vacío, lo cual resulta en la sublimación de agua de la suspensión celular. La ventaja es que la mayoría de los organismos sobreviven al secado y el cultivo es fácilmente mantenido aún a temperatura ambiente sin pérdida significativa de viabilidad. La liofilización es apropiada para la conservación de la mayoría de las bacterias, encontrándose que las Gram-positivas sobreviven mejor que las Gram-negativas cuando se las liofiliza y mantiene en condiciones similares. También se emplea en la conservación de esporos, actinomycetes y muchos hongos incluidas levaduras. Sin embargo, no es adecuada para células animales, algas y hongos en fase de micelio. La técnica consiste en partir de un cultivo de fase estacionaria (donde las células son usualmente más resistentes) resuspendiendo las células con un medio crioprotector, en el cual se obtenga una alta densidad celular. Unas pocas gotas de suspensión celular son transferidas a una ampolla, la cual es congelada a aproximadamente -40 °C y deshidratada mediante una sublimación en vacío. Este debe ser mantenido en 5-10 um mediante una bomba. El secado continúa hasta llegar a valores de humedad del orden del 1%; luego, la ampolla es sellada bajo vacío. Se debe evitar la formación de radicales libres que se producen por exposición de las células al oxígeno, ya que están asociados con pérdida de viabilidad; de allí la importancia de mantener el vacío. El medio empleado en la liofilización es un factor importante en el proceso. Entre los agentes recomendados están la leche descremada en concentraciones del 10 al 20%; suero equino, mezclas de suero, glucosa y extracto de levadura; suero fetal bovino, etc. En algunos casos el efecto protector de la leche descremada es mejorado por el agregado de solutos tales como ácido ascórbico o tiourea. La sacarosa se ha empleado para reemplazar la leche descremada. Normalmente la liofilización produce daños en las células, siendo los mismos en algunas casos reversibles, por lo cual éstas necesitan un tiempo de recuperación que es variable en función del tipo de daño producido.
- 26. BIORREACTRES Mg. Anahí V. Cuellas 2007 26 En la reconstitución de un tubo liofilizado se logra incrementar la sobreviva de los microorganismos si en lugar de agua destilada se agrega caldo nutritivo o el mismo medio que se usó para el crecimiento inicial de las células; de esta forma al mantenerse elevada la presión osmótica durante la rehidratación se logra que la misma proceda en forma lenta. Se encuentra con frecuencia que el crecimiento después de la rehidratación tiene una fase de retardo extendida. Se puede reducir esta fase si se emplea para el crecimiento un medio de igual composición que el que da óptimo desarrollo pero disminuyendo su concentración original entre un 25 y un 50%. En general no es posible determinar para cada grupo de organismos el método de conservación ideal, por lo que se trata de emplear el más adecuado. De todos, la liofilización es el más utilizado, aunque algunos organismos muestran altas tasas de mortandad. En este caso la alternativa es la congelación, a pesar de que las cepas mantenidas de esta forma son difíciles de transportar.
- 27. BIORREACTRES Mg. Anahí V. Cuellas 2007 27 X-MEDIOS DE FERMENTACION La preparación de medios para el desarrollo de procesos de fermentación es una etapa fundamental para asegurar la productividad de los mismos. Como ya se explicó, los componentes de los medios constituyen los efectores externos de naturaleza química que desempeñan un rol esencial en los
- 28. BIORREACTRES Mg. Anahí V. Cuellas 2007 28 procesos ya que deben cumplir con los requerimientos del crecimiento y de formación de productos y además suministrar energía para la síntesis de metabolitos y para el mantenimiento celular. No obstante que los microorganismos varían considerablemente respecto de los nutrientes que pueden necesitar es posible efectuar la distinción de las siguientes categorías de componentes: a) Macronutrientes, agregados en cantidades de gramos por litro que están representados por las fuentes de C, N, S, P, K y Mg; b) Micronutrientes o elementos trazas representados por las sales de Fe, Mn, Mo, Ca, Zn y Co que se agregan a los medios en cantidades de miligramos o microgramos por litro; y c) Factores de crecimiento, que están constituídos generalmente por componentes orgánicos suministrados en baja concentración y que no son sintetizados ni metabolizados por las células, sino incorporados a estructuras celulares y de función metabólica específica, como vitaminas, algunos aminoácidos, ácidos grasos no saturados, etc.. Los medios pueden clasificarse, considerando la naturaleza química de los componentes, en 1) medios sintéticos o medios químicamente definidos, y 2) medios complejos en cuya composición intervienen sustancias de origen animal o vegetal como peptonas, extracto de levadura, macerado de maíz, harina de soja, etc. que aportan las sustancias fundamentales ya mencionadas, pero que son químicamente indefinidas y de composición variable. En el estudio de los medios de cultivo es conveniente considerar en primer lugar el diseño para tratar a continuación la formulación y optimización de los mismos. Diseño El diseño de un medio de fermentación tiene como finalidad la elección de los componentes necesarios para lograr el crecimiento y la formación de productos correspondientes al proceso a desarrollar. Con tal objeto se debe tener en cuenta todos aquellos aspectos relacionados con el microorganismo, el proceso y los sustratos a ser empleados como son los requerimientos nutricionales
- 29. BIORREACTRES Mg. Anahí V. Cuellas 2007 29 del microorganismo y algunos específicos del proceso, la disponibilidad real de los componentes y consideraciones sobre las materias primas. Otros aspectos que son también importantes se refieren a todos los procesos y operaciones previos y posteriores a la etapa de fermentación y al conocimiento de los mecanismos bioquímicos que regulan la formación de algunos productos, como es el caso de la importancia del anión P04. XI-REQUERIMIENTOS NUTRICIONALES Los requerimientos nutricionales están determinados por el tipo de metabolismo celular, ya sea autotrófico, que corresponde a los microorganismos que obtienen el carbono del C02 como las algas y algunas bacterias, y los heterotróficos que necesitan compuestos orgánicos como fuente de carbono. Otro factor esencial está determinado por las condiciones del cultivo, si es aerobio o anaerobio. El 02 es uno de los oxidantes más comunes en el metabolismo energético. En la ausencia del 0 2 , el N03 o S04 son utilizados como aceptores de electrones por algunas bacterias. Las bacterias metanogénicas son auxótrofos anaerobios que utilizan Las fuentes de carbono cumplen también el rol de ser fuente de energía. Otro requerimiento nutricional está constituido por las fuentes de nitrógeno que pueden ser de naturaleza inorgánica u orgánica. El nitrógeno es utilizado para la biosíntesis de proteínas, ácidos nucleicos y polímeros de la pared celular. Los requerimientos de otros macronutrientes como el P y el S son suministrados en forma de P04 H y S04 (o aminoácidos azufrados). El fósforo se incorpora en ácidos nucleicos, y polímeros celulares. El S es asimilado para la síntesis de aminoácidos azufrados, y además se necesita para la biotina, coenzima A, tiamina y otros componentes. Los requerimientos de K y Mg son también esenciales. Una parte importante del primero está unida al RNA de manera que los requerimientos de K aumentan con los factores que influyen en el aumento del RNA de las células, como la velocidad de crecimiento. El ión K actúa como coenzima y probablemente actúa como catión en la estructura aniónica de varios componentes celulares. El ión Mg es esencial para la estabilidad de los ribosomas y actua como cofactor en numerosas reacciones
- 30. BIORREACTRES Mg. Anahí V. Cuellas 2007 30 del metabolismo. Tanto el K como el Mg se incorporan a los medios en forma de sales como fosfato y sulfato. Con respecto a los micronutrientes se distinguen 2 categorías: a) Los que son frecuentemente esenciales para el crecimiento como Ca, Mn, Fe, Co, Cu y Zn y b) los que son raramente esenciales como B, Na, Al, Si, Cl, V, Cr, Ni, As, Se, Mo, Sn, e I. En general los requerimientos de trazas de elementos son conocidos cualitativamente. A veces es difícil demostrar un requerimiento de un micronutriente porque generalmente está presente en suficiente cantidad como impureza de los componentes principales. Los requerimientos de éstos compuestos pueden aumentar varias veces cuando el cultivo ha estado sujeto a "strees", como por ejemplo por aumento de temperatura por encima de un valor óptimo. Los requerimientos de factores de crecimiento comprenden ciertos aminoácidos y vitaminas del grupo B como tiamina, riboflavina, ácido pantotético, niacina, etc., que representan para muchas bacterias y levaduras factores esenciales en los medios sin los cuales no se produce crecimiento celular. La mayor parte de las vitaminas son constituyentes de co-enzimas. Otros factores de crecimiento son las purinas, poliaminas, putrescinas, cte.. En algunos procesos existe la necesidad de efectuar otros agregados, a parte de los nutrientes requeridos por los microorganismos y que representan los requerimientos específicos del proceso considerado. El diseño correcto tiene que ver con las características bioquímicas propias y evolución de los parámetros de cada proceso. Por ejemplo, un proceso caracterizado por un descenso continuo de pH, debido al uso de una sal de amonio como fuente de nitrógeno, obliga a considerar en su diseño algún agregado que no corresponda a una exigencia nutricional, como es el caso del control de pH del mismo. Este puede efectuarse por agregados al medio de agentes "buffer" como mezclas de fosfatos o de carbonato de calcio o como más generalmente se hace, con agregados periódicos de soluciones alcalinas que pueden efectuarse en forma más conveniente mediante un control automático de pH. El
- 31. BIORREACTRES Mg. Anahí V. Cuellas 2007 31 diseño de un medio específico para la producción de ácido cítrico debe considerar la influencia negativa que para el proceso tiene un exceso de hierro en su composición; por lo tanto dicho medio debe diseñarse de manera tal que su preparación (a partir de diversas materias primas) considere una eliminación total del hierro y posterior agregado del mismo en cantidades controladas. XII-DISPONIBILIDAD DE LOS COMPONENTES Aparte de su presencia en el medio de cultivo, los nutrientes deben estar disponibles para ser usados por la célula. Es importante mencionar la disponibilidad correspondiente a iones metálicos cuya concentración es modificada por quelación, ya que muchos constituyentes del medio y productos del metabolismo actúan como agentes complejantes o precipitantes, por ejemplo aminoácidos, hidroxiácidos, hidróxidos, y los aniones P04 y C03-2 . Por lo tanto, con el objeto de controlar su concentración y prevenir la precipitación de los iones metálicos, es necesario o esencial quelar el ion mediante algún agente quelante agregado, como el EDTA (Acido Etilendiaminotetraacético). En medios complejos de uso industrial la situación es aún más complicada ya que existe una gran variedad de sustancias orgánicas, las cuales pueden quelar, secuestrar o absorber iones metálicos reduciendo la concentración iónica disponible. Entre dichos compuestos podemos citar: aminoácidos, proteínas, ácidos orgánicos, polifenoles, polifosfatos y materiales coloidales. En general se puede decir que todo material insoluble presente en el medio de cultivo va a tener una determinada capacidad de unión a elementos metálicos disminuyendo su concentración efectiva, como ocurre también con los aminoácidos y proteínas que tienen los grupos reactivos R-COO - , RHN- , RS- , RO , que son los más importantes. La dinámica de formación del complejo está determinada por la constante de equilibrio de formación del complejo metal-ligando, y por la velocidad a la cual el equilibrio es obtenido. XII-MATERIAS PRIMAS FUNDAMENTALES Los componentes empleados en la industria de fermentación son generalmente complejos, siendo importante considerar diferentes aspectos como el costo de los mismos, la disponibilidad y la estabilidad en su composición química. Si tenemos en cuenta que el costo de los nutrientes representa
- 32. BIORREACTRES Mg. Anahí V. Cuellas 2007 32 entre al 10 y el 60% del costo total de mucho productos obtenidos por fermentación, se hace prioritario disminuir el costo de los medios. Las materias primas más importantes corresponden a fuentes de carbono y de nitrógeno. Las fuentes de carbono pueden ser: 1) Hidratos de carbono como glucosa o dextrosa, sacarosa, lactosa, almidón, dextrina; 2) Alcoholes como el glicerol y manitol; y 3) Hidrocarburos como hexadecano, octadecano y otros. Son muy importantes también por su disponibilidad y costo reducido otras materias primas que contienen hidratos de carbono como granos, melazas, celulosas, suero de queso, etc. También se pueden emplear otros subproductos o efluentes de industrias que por su contenido en fuentes de carbono son interesantes para algunos procesos como las vinazas de destilería, alpechín y residuos sulfiticos, que son sin embargo solamente útiles para procesos de producción de biomasa destinados al consumo animal, ya que si bien contienen hidratos de carbono y otras fuentes de carbono asimilables por los microorganismos, también contienen muchas impurezas que impiden su utilización en otros procesos por las dificultades y costo elevado que presentan las operaciones de separación y purificación de los productos. Las fuentes de nitrógeno de naturaleza inorgánica más comunes son el amoníaco o las sales de amonio. Las orgánicas están representadas por varios productos, como ser: 1) Hidrolizados de proteínas (Peptonas) que son obtenidas por hidrólisis ácida o enzimática de distintas fuentes proteicas como carne de diferentes órganos y animales, pescado, caseína, gelatina, harina de soja, algodón, girasol, etc.. Mediante ajuste de la relación enzima-sustrato y variando tiempo de hidrólisis es posible variar el tamaño de la cadena de polipéptidos. Aparte de su función como fuente nitrogenada, las peptonas aportan algunas vitaminas y sales inorgánicas como fosfatos y suministran también algunos micronutrientes como Ca, Zn, Fe y Cu.
- 33. BIORREACTRES Mg. Anahí V. Cuellas 2007 33 2) Extracto de carne, que se obtiene por extracción acuosa y concentración posterior variando su tipo de acuerdo a la calidad de carne, tiempo de extracción y temperatura de la misma. 3) Extracto de levadura, que es disponible en forma de pasta o polvo, y puede ser obtenida mediante autólisis o plasmólisis de la levadura, es básicamente una mezcla de aminoácidos, péptidos, vitaminas solubles en H2 O y carbohidratos. 4) Extracto de malta, que es el extracto soluble en H2O de la malta de la cebada y 5) "Cornsteep", el agua de maceración de la industria del maíz tiene mucha importancia por su utilización como componente esencial de los medios para la producción de varios antibióticos y enzimas. Es muy importante también la correcta elección de una determinada fuente cuando se presentan varias alternativas posibles. En este sentido deben considerarse los costos, la disponibilidad y el problema de impurezas que puede acompañar a las distintas materias primas utilizadas. XIV-ESTERILIZACIÓN Esterilización significa la eliminación de toda forma de vida de un medio o material, lo que se lleva a cabo generalmente por medios físicos, por ejemplo, filtración, o por muerte de los organismos por calor, productos químicos u otra vía. Esta definición excluye por lo tanto cualquier técnica que resulte solamente en un daño a los microorganismos o atenuación de la actividad de cualquier tipo. La palabra desinfección se aplica a la remoción o destrucción por cualquier vía de organismos vivos que pueden causar daño particular o infección. No significa por lo tanto la destrucción de todos los microorganismos, sino solamente de aquellos que pueden producir un resultado no deseado. Un antiséptico es un desinfectante, o sea un agente químico usado para destruir microorganismos dañinos. Se utiliza en general para agentes a ser aplicados en animales o humanos. Asepsia es la exclusión continuada de microorganismos contaminantes. Así por ejemplo el cultivo de microorganismos en el laboratorio es llevado a cabo asépticamente como en muchas fermentaciones industriales. El medio de cultivo es esterilizado para remover toda forma de vida y luego inoculado con el cultivo requerido. Se dice entonces que el sistema se mantiene en condiciones asépticas.
- 34. BIORREACTRES Mg. Anahí V. Cuellas 2007 34 Pasteurización es el término aplicado al proceso que se utiliza para la destrucción de algunos de los microorganismos posiblemente presentes en materiales sensibles al calor como la leche y cerveza. Consiste en calentar la leche, por ejemplo a 62 °C, mantenerla a esta temperatura 30 minutos y después enfriarla lo más rápidamente posible. Esta técnica no es de ninguna manera un procedimiento de esterilización. Es solamente un método para destruir organismos patógenos y al mismo tiempo disminuir el nivel de aquellos organismos que más pueden deteriorar la leche. La razón fundamental para efectuar la esterilización en Microbiología Industrial es para evitar la competición por los nutrientes en medios de cultivo y permitir así que el cultivo de microorganismos específicos que se utilizan en un proceso de fermentación de los rendimientos esperados en biomasa y/o metabolitos específicos. Métodos de esterilización Los métodos de esterilización pueden ser de 3 tipos: a) por destrucción total de microorganismos; b) Por muerte o inactivación; y c) Por eliminación con mediofísicos. a)-Por destrucción total se entiende un proceso muy violento, que casi siempre implica calentamiento apreciable del material, como ocurre con la aplicación de una llama, que es lo que hacemos en el laboratorio cuando flameamos un ansa de platino o las bocas de tubo de ensayo o erlenmeyers. Otra manera de destruir contaminantes es con el uso de poderosos agentes oxidantes. Por supuesto ésta metodología, aunque es efectiva, está muy restringida en su empleo. b)-La muerte o inactivación significa la eliminación de microorganismos sin que exista necesariamente desintegración de las células. Se puede efectuar por calentamiento, seco o húmedo, por radiaciones o por agentes químicos. El calor húmedo, generalmente en forma de vapor bajo presión, es muy útil y de gran valor en la esterilización en el laboratorio, que se efectúa en autoclave, o en la industria cuando se esterilizan los medios de cultivo y los equipos de fermentación.
- 35. BIORREACTRES Mg. Anahí V. Cuellas 2007 35 c)-La eliminación física está restringida a la esterilización de gases líquidos, y es fundamentalmente llevada a cabo por filtración mediante filtros absolutos o filtros fibrosos. Los filtros absolutos son de materiales cerámicos, de vidrio o de metal sinterizado con poros tan pequeños que la penetración de los microorganismos no es posible. Los filtros fibrosos no son absolutos y el material filtrante puede ser lana de vidrio, amianto y esteres de celulosa, siendo las fibras de un diámetro variable de 0.5 a 15 micrones.
- 36. BIORREACTRES Mg. Anahí V. Cuellas 2007 36 MEDICIÓN DEL CRECIMIENTO MICROBIANO: La cinética de crecimiento microbiano constituye una de las operaciones más utilizadas por la ingeniería alimentaria y la biotecnología, por lo tanto, es sumamente importante conocer la forma de cuantificación de los mismos, sus formas de aplicación, las ventajas y desventajas de los diferentes métodos, y sobre todo el monto económico de cada uno de ellos. El cálculo del número de células que existen en una suspensión se puede llevar a cabo mediante el recuento celular (microscopía, número de colonias), masa celular (peso seco, medida del nitrógeno celular, turbidimetría) o actividad celular (grado de actividad bioquímica con relación al tamaño de la población). Todos estos métodos se clasifican en dos apartados: métodos directos y métodos indirectos. MÉTODOS DIRECTOS: MÉTODOS INDIRECTOS: • Recuento del número de células en una cámara • Peso seco celular • Determinación de nitrógeno o de proteínas totales • Determinación de DNA • Recuento de colonias en placa • Recuento sobre filtro de membrana • Consumo de oxígeno • Liberación de dióxido de carbono • Concentración de un enzima constitutivo • Decoloración de un colorante • Incorporación de precursores radiactivos • Medida de la turbidez 1-Métodos directos: PESO SECO CELULAR: El peso seco (contenido de sólidos) de las células bacterianas que se encuentran en una suspensión se obtiene por el secado de un volumen en un horno a 105°C hasta peso constante. Esta técnica es útil para grandes volúmenes de muestra, debido a que diferencias del orden de los miligramos representan el peso de un gran número de bacterias. La desventaja de este método es que componentes volátiles de la célula
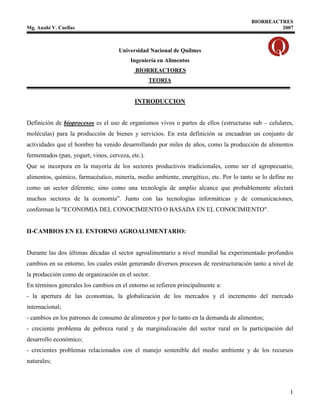
- 37. BIORREACTRES Mg. Anahí V. Cuellas 2007 37 pueden perderse por el secado y puede existir alguna degradación. También la muestra seca puede recobrar humedad durante el pesado, principalmente si el ambiente tiene una humedad relativa alta. ABSORCIÓN: Cuando un haz de luz paralelo (colimado) golpea una partícula en suspensión, parte de la luz es reflejada, parte es diseminada, parte es absorbida y parte es transmitida. La nefelometría mide la luz dispersada por una solución de partículas. La turbidimetría mide la luz dispersada como un decrecimiento de la luz transmitida a través de la solución. Con relación a la longitud de onda y al tamaño de la partícula pueden existir tres tipos de dispersión. Los métodos de dispersión de la luz son las técnicas más utilizadas para monitorear el crecimiento de los cultivos bacterianos. Son muy útiles y poderosos pero pueden llevar a resultados erróneos. Principalmente, dan información sobre el peso seco (contenido macromolecular). Turbidimetría: La turbidimetría mide la reducción de la transmisión de luz debido a partículas de una suspensión y cuantifica la luz residual transmitida. Estudios teóricos y experimentales han mostrado que soluciones diluidas de diferentes tipos de bacterias, independientemente del tamaño celular, tienen casi la misma absorbancia por unidad de concentración de peso seco. Esto quiere decir que, en soluciones diluidas, la absorbancia es directamente proporcional al peso seco, independientemente del tamaño celular del microorganismo. Sin embargo, se encuentran absorbancias muy diferentes por partícula o por UFC (Unidad Formadora de Colonia) cuando los tamaños de las células bacterianas son diferentes. Por esta razón, para estimar el número de microorganismos totales o el número de microorganismos viables de una suspensión bacteriana debe realizarse una "curva de calibración" con cada tipo de microorganismo, sólo de esta forma es posible relacionar Absorbancia (Densidad Óptica) con el número de microorganismos totales o con UFC.
- 38. BIORREACTRES Mg. Anahí V. Cuellas 2007 38 Fig. 1 Absorbancia en función del Peso Seco K: constante que varía con la longitud de onda utilizada y representa la inversa del peso seco del microorganismo que produce un aumento de 10 veces en el valor de la absorbancia (1/W0). Peso seco: Concentración celular bacteriana expresada en unidades de peso seco ( g/ml-mg/ml). La relación directa entre la absorbancia y el peso seco sólo se aplica para suspensiones diluidas de bacterias. Estas suspensiones no deben tener una absorbancia mayor a 0.3, ya que valores mayores producen desviaciones de la ley de Beer. Sin embargo, el inconveniente de utilizar suspensiones diluidas puede involucrar un mayor error de pipeteo y menor sensibilidad por el bajo nivel de absorción. PESO HÚMEDO: Se obtiene a partir de una muestra en suspensión que es pesada luego de la separación de las células por filtración o centrifugación. Es una técnica útil para grandes volúmenes de muestra. La principal desventaja es que el diluyente queda atrapado en el espacio intercelular y contribuye al peso total de la Absorbancia = K x Peso Seco
- 39. BIORREACTRES Mg. Anahí V. Cuellas 2007 39 masa. La cantidad de líquido retenida puede ser importante, por ejemplo, un pellet de células bacterianas muy empaquetadas puede contener un espacio intercelular que aporta entre el 5-30% del peso, de acuerdo a la forma y deformación celular. Para corregir el peso húmedo se determina la cantidad de líquido que queda retenida en el espacio intercelular luego de una centrifugación, para ello se utilizan soluciones de polímeros no iónicos (como el Dextrano) que pueden ingresar en el espacio intercelular pero no pueden atravesar las paredes bacterianas. VOLUMEN DE CÉLULAS EMPACADAS Y NÚMERO DE CÉLULAS: El crecimiento de una población bacteriana puede ser entendido desde diferentes perspectivas y de acuerdo a éstas se puede llegar a determinar la medida del crecimiento mediante diversas metodologías. Para algunos, el crecimiento es la capacidad para multiplicarse que tienen las células individuales, esto es iniciar y completar una división celular. De esta forma, se considera a los microorganismos como partículas discretas y el crecimiento es entendido como un aumento en el número total de partículas bacterianas. Existen dos formas para determinar el número total de microorganismos en una muestra: Recuento microscópico de partículas Recuento electrónico de partículas Para otros, el crecimiento implica el aumento de los microorganismos capaces de formar colonias debido a que sólo se tiene en cuenta el número de microorganismos viables, esto es capaces de crecer indefinidamente. Las determinaciones que se utilizan son: Recuento de colonias Método del número más probable Para los fisiólogos bacterianos, bioquímicos y biólogos moleculares una medida del crecimiento es el incremento de biomasa. Para ellos, la síntesis macromolecular y un incremento en la capacidad para la síntesis de los componentes celulares es una medida del crecimiento. Para este grupo la división celular es
- 40. BIORREACTRES Mg. Anahí V. Cuellas 2007 40 un proceso esencial pero menor que rara vez limita el crecimiento, ya que lo que limita el crecimiento es la capacidad del sistema enzimático para utilizar los recursos del medio y formar biomasa. RECUENTO MICROSCÓPICO: Es una técnica común, rápida y barata que utiliza un equipamiento fácilmente disponible en un laboratorio de microbiología. Las técnicas de recuento microscópico de células sin fijar usando microscopía de contraste de fase. Para ello se cuenta el número de partículas en un volumen determinado usando una célula de Petroff-Hauser o de Neubauer (portaobjetos modificado en el que una rejilla nos permite conocer el volumen que estamos observando). El procedimiento es rápido y sencillo; pero no permite distinguir células vivas inmóviles de células muertas. Una de las mayores ventajas del recuento microscópico es brindar información adicional sobre el tamaño y la morfología de los objetos contados. Fig. Cámara de recuento de Petroff-Hausser Técnicas de recuento en placa: Se coloca en un medio de cultivo adecuado un volumen determinado de muestra. Cada una de las células aisladas dará lugar, después de la incubación correspondiente, a una colonia de forma que el número de estas nos permitirá estimar el número de células presentes en la muestra plaqueada (sembrada). El sistema es fácil de utilizar en el caso de células aisladas . Puede realizarse sembrando en superficie (extendiendo un volumen dado de muestra sobre el medio de cultivo sólido) o en profundidad (mezclando un volumen dado de muestra con el medio de cultivo antes que solidifique). Esta última opción permite
- 41. BIORREACTRES Mg. Anahí V. Cuellas 2007 41 realizar el recuento de microorganismos microaerófilos que no crecen bien en la superficie de las placas de cultivo. Para que el sistema de recuento en placa tenga validez estadística, es necesario contar entre 30 y 300 colonias con objeto de disminuir el error de la medida. Medida del ATP. Es una medida relativamente sencilla basada en la emisión de luz por la luciferasa de luciérnaga (Photimus pyralis) en presencia de O2 y de ATP. De esta forma se puede medir la concentración de ATP en un volumen dado de cultivo. Esta medida es interesante porque la concentración de ATP decae rápidamente en las células muertas, de forma que esa medida indirecta detecta únicamente las células vivas. SISTEMAS DE CULTIVO I. Cultivo en Batch La evolución del cultivo en el tiempo, sigue una curva típica la cual recibe el nombre de “curva de crecimiento en batch”. Los sucesos que tienen lugar durante la misma pueden separarse en cuatro fases perfectamente diferenciables. En primer lugar existe una fase donde prácticamente no hay división celular pero sí aumento de la masa individual de los microorganismos (fase “lag” o fase de retardo). Le sigue una etapa donde el crecimiento ocurre a velocidad específica ( ) máxima y constante = m (fase exponencial). Al final de esta fase se alcanza la máxima concentración microbiana. Posteriormente hay un rápido período de desaceleración y se entra en la fase estacionaria la cual es causada por agotamiento de algún nutriente (el sustrato limitante) o bien por acumulación de inhibidores. Durante esta fase la concentración microbiana (o de biomasa) permanece constante. Finalmente se llega a una última etapa donde la concentración de biomasa disminuye por autolisis o como consecuencia del metabolismo endógeno (fase de decaimiento). La duración de cada una de estas fases es función del microorganismo en estudio y de la composición del medio de cultivo. En particular la fase lag depende además de la fase de crecimiento en que se encuentran las células en el momento de ser sembradas y de la composición del medio de cultivo en que fueron crecidas. Si éste es igual a la composición del medio en que se van a sembrar y las células están en fase exponencial, la duración de la fase lag, en general se acorta y puede llegar a desaparecer, lo cual es deseable ya que constituye tiempo perdido. De la definición de velocidad de formación de obtenemos rx = . x
- 42. BIORREACTRES Mg. Anahí V. Cuellas 2007 42 Donde x = concentración de biomasa. Hemos visto que varía durante el cultivo, siendo un valor constante y máximo en la fase exponencial ( m) y nulo en la estacionaria. Monod ha propuesto una relación muy simple entre el valor de y la concentración de sustrato limitante, S, entendiéndose por éste al componente del medio de cultivo que esté en menor proporción respecto de las necesidades del microorganismo. Por tanto S puede ser la fuente de N, de C, algún aminoácido, etc. La ecuación es: A KS se la conoce como Constante de Saturación, y da una idea de la afinidad que tiene el microorganismo por el sustrato en cuestión. A menor KS mayor afinidad. Normalmente KS tiene valores muy pequeños (10-2 - 10-3 g/l) por lo que concentraciones relativamente pequeñas de S son suficientes para hacer que: Reemplazando: Al principio del cultivo todos los nutrientes estarán en exceso, y en particular el sustrato limitante también, por lo que la ecuación se reduce a (fase exponencial) Integrando:
- 43. BIORREACTRES Mg. Anahí V. Cuellas 2007 43 Por tanto en esta fase la concentración de biomasa aumenta exponencialmente, y también lo hace rx ya que reemplazando: Se puede calcular el tiempo de generación del microorganismo (período de tiempo en que la biomasa se duplica) haciendo x = 2 xo y nos queda A medida que transcurre el tiempo de cultivo, S va disminuyendo (y por tanto rx) hasta que finalmente S = 0 (fase estacionaria), y
- 44. BIORREACTRES Mg. Anahí V. Cuellas 2007 44 De la fase exponencial se calcula цm mediante la ecuación. La duración de la fase lag, tL, se puede calcular del gráfico, o bien haciendo una corrección en la ec. Consumo de Sustrato Reemplazando: A medida que S tiende a cero, rs también. En fase exponencial:
- 45. BIORREACTRES Mg. Anahí V. Cuellas 2007 45 Da la variación de S en función de t durante la fase exponencial. Si se conoce de antemano el rendimiento yx (o Yx) y las concentraciones iniciales de sustrato y biomasa, es fácil estimar el valor de xf ya que: Si S es el sustrato limitante, se tendrá que para x = xf será Sf = 0, por tanto: Donde: II. Cultivo Continuo De los tres métodos usuales para el cultivo de microorganismos, el cultivo continuo, ofrece mayores posibilidades de control. Por sus características especiales permite controlar el proceso a un valor de velocidad específica de crecimiento (µ) prefijado de manera muy simple. Este punto es de suma importancia ya que el comportamiento de la mayoría de los microorganismos se ve afectado por el valor de µ al que están creciendo. Por ejemplo, es común que a altos valores (cercanos a µm) formen diversos productos, siendo la naturaleza de estos dependiente del microorganismo, mientras que a bajos valores de µ no los formen. Mediante el cultivo continuo es posible estudiar el efecto sobre el proceso de variables como pH, temperatura, concentración de nutrientes, etc., manteniendo constante el valor de µ, o bien, fijadas las anteriores,
- 46. BIORREACTRES Mg. Anahí V. Cuellas 2007 46 analizar el efecto de µ sobre el proceso. De este modo es posible separar los distintos efectos y obtener información valiosa para la mejora del proceso. Para poner en marcha un cultivo continuo, se realiza previamente un cultivo batch y en un momento dado, normalmente cuando se agota el substrato limitante, se comienza a alimentar el biorreactor con medio de cultivo fresco a un caudal F (Fig. 1). Fig. 1 Mediante un rebalse se logra que el volumen del cultivo permanezca constante. El caudal de salida contendrá células, mientras que la concentración de nutrientes será menor que en el caudal de entrada debido a que en parte fueron consumidos por los microorganismos. Eventualmente se encontrará también algún producto(s) proveniente de la actividad metabólica de los microorganismos. F, SR X S P F , S , X , P
- 47. BIORREACTRES Mg. Anahí V. Cuellas 2007 47 Una de las variables de operación fundamental en este tipo de cultivos es la velocidad de dilución, D, la que se define como la relación entre el caudal de alimentación, F, y el volumen de cultivo, V. V F D = (1) Teniendo en cuenta las unidades usuales de F (L. h-1 ) y de V (L), las de D serán de h-1 . El valor de D corresponde a las veces que se renueva el volumen del biorreactor por unidad de tiempo, así un valor de D= 0.25 h-1 indica que en una hora se renovó un 25 % del volumen de cultivo, o bien que al cabo de 16 hs. se habrá renovado cuatro veces el volumen de cultivo. Podría pensarse que a estas alturas prácticamente ya no quedan microorganismos dentro del biorreactor, pero no es así; debe tenerse en cuenta que estos se están multiplicando activamente lo cual compensa las “perdidas” debidas a los microorganismos que son arrastrados fuera del biorreactor por el caudal de salida. Bajo ciertas condiciones, que analizaremos mas adelante, ambos procesos se compensan de modo tal que la concentración de microorganismos se mantiene constante en el tiempo, es decir que se habrá alcanzado un estado estacionario. En estas condiciones también se mantendrán constantes en el tiempo las concentraciones de nutrientes, en particular la del substrato limitante del crecimiento, y la de producto(s). Balances de materia: De acuerdo al esquema de la Fig. 1 podemos plantear los siguientes balances de materia para la concentración de microorganismos ( X ), de substrato ( S ) y de producto ( P ). XF x rV dt dX V ... −= ( 2 ) s rVSF R SF dt dS V .~... −−= ( 3 ) PF P rV dt dP V ... −= ( 4 ) Cuando se alcanza el estado estacionario, X, S y P ya no varían con el tiempo, lo que equivale a igualar a cero las Ecs. (2), (3) y (4), de donde resulta:
- 48. BIORREACTRES Mg. Anahí V. Cuellas 2007 48 XD X r ~.= ( 5 ) )~(. S R SD S r −= ( 6 ) PD P r ~.= ( 7 ) Donde P~,S~,X~ representan las respectivas concentraciones en estado estacionario. La Ec. (6) es válida para cualquier nutriente del medio de cultivo, sea el substrato limitante o no, ya que la misma surge de un balance de materia en el que no se ha hecho ninguna consideración con relación a la naturaleza del substrato considerado. Lo primero que debe destacarse en este tipo de cultivo es que permite determinar experimentalmente y de modo muy simple las velocidades de crecimiento, consumo de substrato y de formación de producto, tal como se desprende de las Ecs. (5), (6) y (7). Del mismo modo permite calcular los rendimientos. Por ej. Si suponemos que S representa a la fuente de carbono y energía, el rendimiento celular se calcula fácilmente: )~( ~ / S R S X sx Y − = ( 8 ) De modo similar puede calcularse YP/S , o bien las velocidades específicas. Por ej. Para qs será: x SSD x r q RS S ~ )~.( − == ( 9 ) Mientras que para la velocidad específica de crecimiento será: D X XD X rX === ~ ~. µ ( 10 ) La Ec. (10) es de suma importancia pues significa que en estado estacionario es µ = D, y como D puede ser variado a voluntad por el operador (variable de operación) resulta que el cultivo continuo permite “imponerle” externamente a los microorganismos el valor de µ al que deben crecer.
- 49. BIORREACTRES Mg. Anahí V. Cuellas 2007 49 El estado estacionario: Hemos visto que en estado estacionario es µ = D, la pregunta que surge inmediatamente es: ¿cuanto tiempo demora el sistema en alcanzar este estado?. En rigor, la respuesta surge de la misma definición de estado estacionario, es decir cuando todas las variables del cultivo (X, S, P, concentración de O2 disuelto y composición de la biomasa) no varían en el tiempo. El criterio práctico que se suele seguir es que, una vez fijado el valor de D, debe esperarse al menos 4.tR, donde tR se conoce como tiempo de retención medio y puede demostrarse que : tR = 1 / D Por tanto si se fija un valor de D= 0.15 h-1 , habrá que esperar 26,7 hs. para suponer que se ha alcanzado el estado estacionario, lo que deberá ser corroborado experimentalmente midiendo las concentraciones de X, S, P hasta observar que no varían con el tiempo. Usualmente con 4.tR es suficiente.