
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Tolerancia y ajustes en fabricación mecánica
Similar a Tolerancia y ajustes en fabricación mecánica (20)
Último
Último (20)
Tolerancia y ajustes en fabricación mecánica
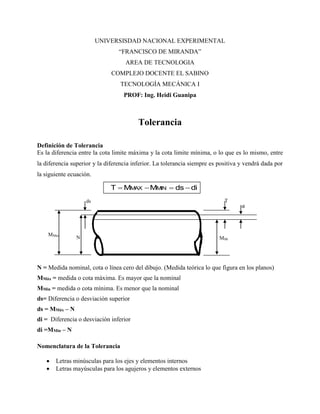
- 1. UNIVERSISDAD NACIONAL EXPERIMENTAL “FRANCISCO DE MIRANDA” AREA DE TECNOLOGIA COMPLEJO DOCENTE EL SABINO TECNOLOGÍA MECÁNICA I PROF: Ing. Heidi Guanipa Tolerancia Definición de Tolerancia Es la diferencia entre la cota limite máxima y la cota limite mínima, o lo que es lo mismo, entre la diferencia superior y la diferencia inferior. La tolerancia siempre es positiva y vendrá dada por la siguiente ecuación. N = Medida nominal, cota o línea cero del dibujo. (Medida teórica lo que figura en los planos) MMáx = medida o cota máxima. Es mayor que la nominal MMin = medida o cota mínima. Es menor que la nominal ds= Diferencia o desviación superior ds = MMáx – N di = Diferencia o desviación inferior di =MMin – N Nomenclatura de la Tolerancia Letras minúsculas para los ejes y elementos internos Letras mayúsculas para los agujeros y elementos externos di ds M M T MIN MAX N di T ds MMi n MMáx
- 2. Tolerancia de Fabricación Tolerancia de Forma Tolerancia de Rugosidad Tolerancia de Medida Tolerancia de Forma Característica admisible de forma (redondez, planicidad, cilindricidad, etc.) que se debe controlar durante el proceso de fabricación Tolerancia de Forma Características Símbolos Rectitud Planicidad Redondez Cilindricidad Orientación Paralelismo Inclinación Tolerancia de Planicidad La superficie debe estar comprendida entre dos planos paralelos separados entre si 0.08 mm. Tolerancia de Rugosidad Características que debe tener la superficie de los elementos a fabricar. El símbolo utilizado en la rugosidad superficial es: 0.08 a) Valor numérico clase de la rugosidad (micrómetros) b) Proceso de fabricación, tratamiento, etc. c) Longitud normalizada (base) de muestra de rugosidad d) Dirección de las estrías del mecanizado e) Sobre medida para el mecanizado
- 3. Tolerancia de Medida Valor de tolerancia que debe existir en los ejes y agujeros a fabricar Agujero En los agujeros a medida que van aumentando las calidades (ISA) y la calidad (DIN) en el proceso de fabricación la tolerancia aumenta hacia arriba de la línea cero o medida nominal (N) Ejes VALORES DE LA RUGOSIDAD MEDIA Valores de la rugosidad media R Valores complementarios de R μ en micrones μ en pulgadas Clase de rugosidad μ en micrones μ en pulgadas 50 2000 12 20 800 25 1000 11 15 600 12,5 500 10 10 400 6,3 250 9 8 320 3,2 125 8 4 160 1,6 63 7 2 80 0,8 32 6 1 40 0,4 16 5 0,63 25 0,2 8 4 0,50 20 0,1 4 3 0,32 13 0,05 2 2 0,25 10 0,025 1 1 0,15 6 Línea Cero Sistema DIN (Calidad) Alta Precisión Precisión Corriente Basto Sistema ISA (Calidades) Línea Cero DIN ISA Alta Precisión Precisión Corriente Basto T T T T
- 4. En los ejes a medida que van aumentando las calidades (ISA) y la calidad (DIN) en el proceso de fabricación la tolerancia va disminuyendo hacia abajo de la línea cero o medida nominal (N). Medida Nominal: es la que se emplea para identificar a una pieza. Medida Constructiva: es la nominal con expresiones de tolerancias, siendo estas las que señalan los valores máximos y mínimos que la dimensión puede alcanzar para que la pieza construida con dimensión práctica comprendida entre dichos valores, sirva para el fin propuesto. Las Tolerancias se expresan en micras 1µ = 0,001 mm, representando su máximo en la desviación superior y el valor mínimo en la desviación mínima ambos valores con relación a la medida constructiva. La unidad de tolerancia tiene por valor: i = 0,45 3 D + 0,001(D) i= micras D= milímetros Para cada dimensión se ha establecido 18 Calidades o series de Tolerancias Fundamentales, correspondiendo a cada serie un número de tolerancia, como se especifica en la Tabla Nº 1 (Ver anexo 1) Definición de Calidades Según ISA es el grado de precisión con que se desea trabajar una pieza determinada. Se establecen valores de calidades y dependen de una medida nominal de la pieza, teóricamente existen 18 calidades, las cuales se designan por la letra IT seguida del número Sistema de Tolerancia ISO
- 5. El más utilizado actualmente es el ISO (organización internacional de normalización) antes ISA, destaca los siguientes elementos: a) Serie de grupos de diámetros (dimensiones lineales) de 1 a 500 mm., que deben usarse para acotar piezas mecánicas 1 – 1,1 – 1,2 – 1,4 – 1,6 – 1,8 – 2 – 2,2 – 2,5 – 2,8 – 3 – 3,5 – 4 – 4,5 – 5 – 5,5 – 6 – 7 – 8 – 9 – 10 - ……..315 – 400 – 450 – 500 b) Tolerancias fundamentales o simplemente tolerancias que determinan la precisión Unidades de Tolerancias En resumen, se pueden destacar los siguientes usos para calidades de tolerancias IT IT1 = corresponde a la fabricación mas exacta (valor menor de las tolerancias) IT16 = corresponde a la fabricación menos exacta (valor mayor de las tolerancias) Las tolerancias IT1 a IT5 casos especiales, como la fabricación de calibres o elementos de verificación Las tolerancias de calidades IT5 a IT11 se aplican para dos ejes IT6 a IT11 para agujeros, de IT6 a IT8 mecánica fina, ya se trate de cotas interiores (agujeros) o exteriores (ejes, chavetas, lengüetas) Superior a IT11, elaboración de piezas aislada que no se ajuste con otras o para trabajos de forja, etc. c) Posiciones de las tolerancias: Es la posición que ocupa con relación con la cota básica, determinada por el valor de la diferencia en magnitud y signo, pueden presentarse 5 casos tales son: a. Dmin < D y Dmax < D con di < 0 y ds < 0 b. Dmin < D y Dmax = D con di < 0 y ds = 0 c. Dmin < D y Dmax > D con di < 0 y ds > 0 d. Dmin = D y Dmax > D con di = 0 y ds > 0 e. Dmin > D y Dmax > D con di > 0 y ds > 0 Calidad para calibres o elementos de verificación Calidad para precisión media conveniente para ajustes Calidad para tolerar grandes: laminación, forja, etc. Calidades 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1i 1,6i 2,5i 4i 6,4i 10i 16i 25i 40i 64i 100i 160i 250i 400i
- 6. D = Cota Básica Dmáx = Cota Limite Máxima Dmin = Cota Limite Mínima ds = Diferencia Superior di = Diferencia Inferior ds = Dmax – D di = Dmin - D Posición de Tolerancia Los CM y Cm pueden ser superiores o inferiores a la nominal (C); por lo tanto la zona de tolerancia (T) se encuentra situada por encima o por debajo de la cota nominal (C), según los casos En la siguiente figura se indican cuales son las letras y su posición respecto a la línea cero Ajustes Dos piezas lisas que penetran una sobre la otra para formar un montaje o entrar en la composición de un conjunto mecánico. Constituye lo que antiguamente se llamaba conjunto. Después de la normalización este término cedió su lugar al de ajuste, en el cual las partes ajustadas tienen la misma cota nominal. La dimensión real de cada una de las piezas depende evidentemente de las tolerancias adaptadas, según la naturaleza del ajuste y grado de precisión exigido para la ejecución de las piezas Definición de Ajuste Es la relación que existe entre dos piezas que deben acoplarse, con respecto a la cantidad de holgura (juego) o interferencia (apriete) que se presentan cuando se ensamblan. La “Tolerancia CM = C Cm < C CM > C Cm < C CM > C Cm = C Letras a - g Letras h Letra j Letra k Letra m - z CM < C Cm < C CM > C Cm > C
- 7. Parte Exterior Parte Interior J = Juego Agujero de Ajuste” es la oscilación máxima de la holgura (juego) o interferencia (apriete) de las piezas a encajar. El ajuste puede ser con holgura (juego); con interferencia (apriete) o de transición (indeterminado) Holgura (juego) Es un término que se refiere al ensamble de piezas cilíndricas; como el de un perno y su agujero; o de un eje (muñón) y un cojinete. Se emplea cuando el elemento interno es de menor diámetro que el agujero Interferencia (apriete) Es lo contrario a holgura en el caso de piezas cilíndricas a ensamblar, cuando el diámetro del elemento interno es mayor que el del agujero Transición (indeterminado) Se presenta cuando el diámetro del eje y del agujero son iguales, es decir, son deslizantes AJUSTE CON HOLGURA (Juego) Es aquel que se presenta entre dos piezas que tienen unos límites tales que siempre resulta un juego en el montaje. JMÁX = Juego Máximo JMÍN = Juego Mínimo J
- 8. Juego Máximo Ajuste Eje - Agujero = Ø mayor agujero – Ø menor eje Juego Mínimo Ajuste Eje - Agujero = Ø menor agujero – Ø mayor eje AJUSTE CON INTERFERENCIA (Apriete) Es aquel que tiene lugar entre dos piezas que poseen unos límites tales que siempre resulta un apriete en el ensamble Amáx = Apriete máxima Amin = Apriete mínimo Agujero Eje Pieza Exterior Pieza Exterior JMÁX JMÍN Eje Parte Exterior A = Apriete A Parte Interior Agujero AMáx Parte Exterior Parte Interior Eje Agujero AMin
- 9. Apriete máximo ajuste eje-agujero = Ø mayor eje – Ø menor agujero Apriete mínimo ajuste eje-agujero = Ø menor eje – Ø mayor agujero AJUSTE DE TRANSICION (Indeterminado) Llamado también deslizante, se presenta cuando el diámetro del agujero puede ser más grande o pequeño que el diámetro del eje. El ajuste puede ser con holgura o con interferencia según las cotas de las piezas a ensamblar SISTEMAS DE AJUSTE Es la forma sistemática que se utiliza para realizar la combinación del ajuste de dos piezas que deben acoplarse entre ellas, y tienen por objeto facilitar la interpretación del tipo de ajuste que posean ya sean forzado, deslizante u holgado. Existen dos tipos de sistemas para nominar los ajustes Sistemas de agujero único o agujero base Sistema de eje único o eje base Sistemas de Agujero Único o Base Toma como elemento de referencia la situación de tolerancia la que corresponde a la letra “H”, que en su valor mínimo coincide con la cota nominal. La letra de la tolerancia que corresponde a la letra del eje determinara fácilmente el tipo de ajuste correspondiente De la letra “a” a la “h” (ajuste deslizante) De la letra “j” a la “z” (ajuste forzado) En este sentido los escariadores comerciales se suelen fabricar adaptados para conseguir las tolerancias de ajuste H; por esta razón es el sistema que más se utiliza. ds = i di = 0 Línea de cero Ajuste con juego Ajuste de transic. Ajuste con apriete
- 10. Sistemas de Eje Único o Base Toma como referencia la letra “h” donde su valor máximo coincide con la cota nominal. Si el acoplamiento se produce entre un eje h y un agujero de la “A” a la “H” se tratara de un ajuste deslizante u holgura y si el ajuste es entre un eje h y un agujero de la “J” a la “Z” se tratara de un ajuste forzado Representación de las Tolerancias para Ajustes Ahí una línea de referencia sobre la que se sitúan las diferentes letras de las tolerancias de las piezas, así las letras mayúsculas de la “A” a la “H”, corresponde a la tolerancia de hembras (agujeros) cuyo valor esta por encima de la cota nominal, siendo el valor mínimo de la letra H el que corresponde con el valor nominal de la cota Las letras mayúsculas de la “J” a la “Z” corresponde a tolerancia de hembras (agujeros) cuyo valor esta por debajo de la cota nominal. Las letras de la tolerancia van acompañadas de un número que corresponde a la calidad de mecanizado que se trate de conseguir Para el contrario las cotas de los ejes que se representan con letras minúsculas acompañadas del grado de calidad IT, las letras de la “a” a la “h” corresponden a los valores por debajo de la cota nominal siendo el valor máximo de la letra “h” el valor de la cota nominal y los valores de la “j” a la “z” corresponden a valores por encima de la cota nominal Ajuste con juego Ajuste de transic. Ajuste con apriete ds = i di = 0
- 12. Tabla Nº 1
- 13. Tabla Nº 2
- 14. Tabla Nº 3
- 15. Tabla Nº 4
- 16. Tabla Nº 5
- 17. Tabla Nº 6
- 18. Tabla Nº 7