
Recomendados
Más contenido relacionado
Similar a mempapa.pdf
Similar a mempapa.pdf (20)
Último
Último (20)
mempapa.pdf
- 1. MEMORIA DESCRIPTIVA 1 1. INTRODUCCIÓN El presente proyecto se redacta con carácter de Trabajo Profesional de Fin de Carrera, para la obtención por parte de quien lo suscribe del título de Ingeniero Agrónomo y en base al deseo de un Promotor, que ha encargado la redacción de un “Proyecto de planta de elaboración de patatas “chips”, en el Término Municipal de Albacete”. Las motivaciones que han llevado al Promotor al encargo del mismo parten de su interés por introducirse en el Sector Agroalimentario con un producto novedoso, aunque ya conocido por los consumidores, y altamente demandado en el mercado español y europeo. Para tal fin desea disponer de una industria de elaboración de patatas "chips", en el Polígono Industrial “Campollano”, situado en el Término Municipal de Albacete, con conexión directa con las autovías de Madrid, Valencia y Alicante, y las carreteras de Murcia, Jaén y Ciudad Real. Es iniciativa del Promotor potenciar la actividad industrial en Albacete, lo que, unido a la localización en el entorno de las materias primas necesarias para la fabricación industrial del producto, lo llevan a pensar que esta localidad es el lugar idóneo para la ubicación de la planta objetivo de proyecto. En los documentos que se presentan a continuación, se recogen todos los datos y características que han sido obtenidos como resultado de los cálculos desarrollados en los correspondientes anejos, y que permiten marcar las líneas directrices para la materialización de las obras e instalaciones que se proyectan. El proyecto consta de los documentos siguientes: - Memoria - Planos - Pliego de condiciones - Presupuesto
- 2. MEMORIA DESCRIPTIVA 2 Objeto de estudio dentro del mismo serán los fundamentos de las sucesivas operaciones básicas de la línea de elaboración, el diseño de la obra civil y de las instalaciones e infraestructura, las bases para la redacción del informe medioambiental e implantación del futuro sistema de Análisis de Peligros y Puntos de Control Críticos, la presupuestación de las instalaciones, la determinación del plan para su ejecución y puesta en marcha, así como la evaluación financiera de los resultados que cabe esperar. En la redacción y cálculos realizados se tendrán en cuenta las disposiciones y preceptos contenidos en la legislación vigente y se prestará especial atención al medio ambiente y al entorno circundante a la planta. Igualmente, se pretende obtener el mejor equilibrio posible entre la funcionalidad de las instalaciones proyectadas y su estética, optimizando todos aquellos factores y agentes que intervienen, con el objetivo de producir un producto de alta calidad y rentable al mismo tiempo. 2. OBJETO DEL PROYECTO El objeto del presente proyecto es, de acuerdo con los condicionantes fijados por el Promotor, diseñar, proyectar y ejecutar una planta de elaboración de patatas “chips”, siempre que la rentabilidad económica que se obtenga así lo aconseje. Así mismo, el presente proyecto ha de servir como documento administrativo para su presentación ante los organismos competentes, al objeto de recabar de los mismos las ayudas financieras necesarias para su ejecución, en lo que respecta a subvenciones a fondo perdido o a créditos hipotecarios a interés preferencial. También servirá como base para la ejecución y dirección de las obras.
- 3. MEMORIA DESCRIPTIVA 3 3. ANÁLISIS Y FORMULACIÓN DEL PROBLEMA 3.1. Directrices del proyecto 3.1.1. Objetivos del Promotor El promotor pretende incrementar el precio de venta de la materia prima al incorporarle valor añadido tras su elaboración, obteniendo un producto, las patatas “chips”, de alta demanda en el mercado español. 3.1.2. Finalidad del proyecto La finalidad del presente proyecto es conseguir la transformación de patatas, principal materia prima, junto con aceite y sal, en patatas “chips”, satisfaciendo los objetivos del Promotor. El motivo principal de la realización del presente proyecto es la transformación de una situación problema o inicial en otra situación objetivo o final. El problema real consiste en la existencia de unos recursos disponibles, la materia prima, a la que se añade el factor capital, y unas necesidades insatisfechas por la infrautilización de estos recursos, junto a los objetivos del Promotor, que son los de obtener los mayores beneficios posibles. Para pasar de la situación problema a la situación objetivo es preciso transformar los recursos en productos. Para ello se ha de crear un sistema capaz de realizar dicha transformación. En estas circunstancias se plantea la necesidad de resolver el problema técnico de creación de un sistema que permita transformar los recursos disponibles en los productos que satisfagan las necesidades insatisfechas.
- 4. MEMORIA DESCRIPTIVA 4 Para ello se creará una industria que sea capaz de hacer frente a esta situación con una moderna tecnología de procesado. 3.1.3. Condicionantes del Promotor Los condicionantes impuestos para la realización del proyecto son los siguientes: • Localizar la planta de elaboración en el Polígono Industrial "Campollano" en el T.M. de Albacete. • La industrialización de patatas “chips”, facilitando la comercialización de las mismas, de manera que satisfaga la demanda del mercado. • La principal materia prima, las patatas, provendrá de explotaciones de la zona, tratando con ello de contribuir a una mayor desarrollo agroindustrial de la misma. • Mantener una presencia continuada en el mercado. • El presupuesto se deberá mantener dentro de unos límites preestablecidos. • El principal fin del presente proyecto será la maximización del beneficio en base a añadir valor al producto actual, y obtener éste al menor coste posible. Por tanto, el proyecto habrá de buscar la óptima solución económica que satisfaga estos condicionantes. 3.1.4. Condicionantes legales del producto: concepto de patatas “chips” La “Reglamentación Técnico-Sanitaria para la elaboración y comercialización de patatas fritas y productos de aperitivo” define las patatas fritas como “el producto obtenido a partir de patatas sanas, sin inicio de verdeo, peladas, debidamente lavadas, cortadas y fritas en aceite de oliva u otros aceites y grasas vegetales comestibles” Se elaboran a partir de: - Patatas. - Aceite. - Sal.
- 5. MEMORIA DESCRIPTIVA 5 La normativa legal que afecta a este tipo de productos es la siguiente: • Real Decreto 126/1.989, de 3 de febrero: “Reglamentación Técnico-Sanitaria para la elaboración y comercialización de patatas fritas y productos de aperitivo”. • Real Decreto 1424/1.983, de 27 de abril, modificado por el Real Decreto 1095/1.987: “Reglamentación Técnico-Sanitaria para la obtención, circulación y venta de sal y salmueras comestibles”. • Real Decreto 308/1.983, de 25 de enero: “Reglamentación Técnico-Sanitaria de aceites vegetales comestibles”, y modificaciones posteriores. • Orden de 13 de enero de 1.986, modificada por la Orden de 1 de abril de 1.992: “Lista positiva e aditivos y coadyuvantes tecnológicos para uso en la elaboración de aceites vegetales comestibles”. • Orden de 26 de enero de 1.989, modificada por la Orden de 1 de febrero de 1.991: “Norma de Calidad para los aceites y grasas calentados”. • Orden de 6 de julio de 1.983, modificada por la Orden de 29 de octubre de 1.986: “Norma de Calidad para patata de consumo destinada al mercado interior”. • Decreto 2484/1.967 de 21 de Septiembre: “Código Alimentario Español”. • Real Decreto 2106/1.996 de 20 de septiembre: “Normas de identidad y pureza de los edulcorantes utilizados en los productos alimenticios”. • Real Decreto 2107/1.996 de 20 de septiembre: “Normas de identidad y pureza de los colorantes utilizados en los productos alimenticios”. • Real Decreto 145/1.997, de 31 de enero: “ Lista positiva de aditivos distintos de colorantes y edulcorantes para su uso en la elaboración de productos alimenticios, así como sus condiciones y utilización”. • Real Decreto 1268/1.997, de 24 de julio: “Relativo a la indicación en el etiquetado de determinados productos alimenticios de otras menciones obligatorias distintas de las previstas en el Real Decreto 212/1.992, de 6 de marzo, y por el que se modifica el artículo 20 de la Norma general de etiquetado, presentación y publicidad de los productos alimenticios”.
- 6. MEMORIA DESCRIPTIVA 6 • Ley 1171.997 de 24 de abril: “Envases y residuos de envases”. • Real Decreto 3177/1.983 de 16 de Noviembre: “Reglamentación Técnico Sanitaria de Aditivos Alimentarios”. 3.1.5. Criterios de diseño Los criterios seguidos para la realización del presente proyecto se basan en el estudio de las condiciones actuales del sector y de la producción de patatas en la zona, así como de las características y cualidades tecnológicas de la materia prima y su demanda, enfocándolo hacia un producto de gran calidad y buscando la flexibilidad y adaptabilidad en el sistema a proyectar. 3.2 Antecedentes socioeconómicos La patata “chip” es el principal producto dentro del sector “snacks”. El mercado de tal sector atraviesa ahora una etapa estacionaria después de los continuos cambios en una etapa anterior, marcada por fuertes inversiones, nacimiento de nuevas empresas y reestructuración de los líderes nacionales. Paralelamente a la reducción del crecimiento del sector, se observa también una reducción en las inversiones, así, pasado el frenesí inversor de finales de los 80 y principios de los 90, a partir de 1992 las inversiones se mantienen en un nivel más discreto pero constante. Una nota importante dentro del sector “snacks” es el liderazgo de tres grupos: SNACKS VENTURES EUROPE (marca Matutano), K.P. LARIOS Y CRESCPAN, que en los últimos años han estado inmersos en procesos de reestructuración para afrontar el mercado en una situación más competitiva.
- 7. MEMORIA DESCRIPTIVA 7 4. ALTERNATIVAS DE PROYECTO 4.1. Generación de alternativas A la vista de la situación y considerando que la industrialización del producto es un condicionante del Promotor, se estudian una serie de alternativas, para alcanzar una situación objetivo lo más idónea posible. Las posibles alternativas estratégicas que hay que tener en cuenta son las referidas a la materia prima que se va a procesar, a la capacidad de la planta, su ubicación, a la tecnología del proyecto y al material de envasado. q Ubicación de la industria. q Respecto a la materia prima a utilizar, las alternativas de proyecto se refieren a la variedad de patata y al tipo de aceite de fritura. q La capacidad de la industria es un factor importante, teniendo tantos prejuicios un sobredimensionamiento de ésta, como un subdimensionamiento. En la actualidad existen tecnologías para procesar desde volúmenes muy pequeños hasta volúmenes muy grandes. q La presentación del producto es un factor relevante, que puede mejorar en gran medida el consumo de tales productos. q En cuanto a la tecnología del proceso, para cada una de las fases existen diversas alternativas, que a continuación se exponen: o Sistema de suministro y descarga de la materia prima: Se puede realizar a granel o descargando en tolvas. También se puede llevar a cabo en cajas, mediante sistemas específicos de carga y descarga directa de las mismas. o Almacenamiento de la materia prima: Las patatas, en las mismas cajas donde se han recibido se introducen en la cámara frigorífica para su almacenamiento. También pueden ser procesadas directamente.
- 8. MEMORIA DESCRIPTIVA 8 o Pelado: Existen diferentes métodos de pelado, los más extendidos utilizan el vapor, la lejía o la abrasión como principios del mismo, dependiendo de la materia prima a utilizar y del volumen de materia a pelar. o Lavado: Puede realizarse de una forma húmeda o seca, dependiendo fundamentalmente de la materia prima que se pretenda lavar. o Escaldado: Puede realizarse escaldado al vapor o escaldado por agua caliente. 4.2. Restricciones impuestas a las alternativas 1. Respecto a la ubicación, ésta viene impuesta por el Promotor, que desea localizar la planta de elaboración en el Polígono Industrial “Campollano” en el Término Municipal de Albacete. 2. En cuanto a la materia prima: - Se tiene que utilizar una materia prima que permita la producción de patatas “chips”, ofreciéndose así un producto novedoso y que permita la apertura de mercado. - Hay que utilizar ingredientes en buen estado y en proporciones adecuadas para obtener un producto que garantice su calidad. 3. Respecto a la capacidad, hay que considerar la rentabilidad de la inversión y la moderación del desembolso inicial de la misma. Así, según las producciones que se desean obtener, se aumentará un porcentaje determinado en previsión de las acumulaciones en periodos punta que se puedan producir en el suministro de la materia prima. 4. Deberá elegirse un material de envasado adecuado para el producto a elaborar y que sea de aceptación en el mercado. 5. Por último hay que emplear una tecnología punta de elaboración, con todos aquellos procedimientos que posibiliten la consecución de un producto de alta calidad, capaz de competir en el mercado nacional e internacional.
- 9. MEMORIA DESCRIPTIVA 9 4.3. Evaluación de las alternativas de proyecto. Solución adoptada Considerando las restricciones anteriormente expuestas y los criterios de selección o factores más relevantes que deben tenerse en cuenta para analizar las ventajas e inconvenientes de cada alternativa, se aceptan como óptimas: 1. La Planta de Elaboración de patatas “chips” se situará en el Polígono Industrial “Campollano” (Albacete), zona en la cual se tiene rápido acceso a las materias primas, además de aprovechar los terrenos propiedad del Promotor y la no presencia de industrias semejantes en el entorno. 2. Se procesarán patatas de la variedad “Agria” dada su aptitud para la fritura, su productividad y su presencia en la zona donde se ubica la planta procesadora. En cuanto al aceite de fritura, se usará aceite de oliva virgen fino, que es el óptimo para este tipo de proceso industrial. 3. En cuanto a la capacidad, estudiado el mercado del comercio tanto a nivel español como europeo y teniendo en cuenta el volumen de comercialización del producto, se obtendrá la capacidad óptima productiva para el procesado de 400-500 kg/h de patatas, lo que implica una producción de 242 tn/año de patatas “chips”. 4. En cuanto a los envases a utilizar, se empleará un sistema de envase combinado: • Las patatas “chips” irán envasadas en bolsas de película flexible, material que presenta las siguientes ventajas: coste relativamente bajo; alta impermeabilidad al oxígeno, vapor de agua y gases; se puede termosellar; mantiene su resistencia tanto en condiciones húmedas como secas; puede imprimirse fácilmente; se maneja con facilidad y es un material muy ligero. Se realizará el envasado en bolsas de tres tamaños: 140 g; 225 g; y 400 g. • Las bolsas de película flexible serán embaladas en cajas de cartón. Las citadas cajas tienen capacidad para 6 bolsas de 400 g, 12 bolsas de 225 g, y 14 bolsas de 140 g. • Las cajas se embalan a su vez, para su transporte, en plástico retráctil una vez se han formado los palets.
- 10. MEMORIA DESCRIPTIVA 10 5. En cuanto a la tecnología del proceso: - Suministro y descarga de la materia prima: Se considera más favorable descargar en cajas directamente en la industria, lo que facilita el almacenaje de las patatas en caso de que no sean incorporadas a la línea de procesado directamente, a la vez que se simplifican las instalaciones. - Almacenamiento de la materia prima: Teniendo en cuenta la capacidad de conservación de las patatas y las posibles pérdidas que se pudieran dar durante el periodo de almacenamiento, se decide almacenarlas en cajas en cámara frigorífica. - Pelado: Se realizará un pelado abrasivo, mediante el contacto del producto con unos rodillos de carborundo (material abrasivo a base de silicio y carbono). Las ventajas de este sistema de pelado son: su bajo coste energético (debido a que esta operación se realiza a temperatura ambiente), los escasos gastos de inversión que requiere y el buen aspecto de los alimentos pelados de esta manera. - Lavado: Se realizará un lavado húmedo por inmersión ya que se trata de un lavado suave para eliminar los restos de piel y de almidón de la superficie de las láminas de patata, no deteriora al alimento y no supone la utilización de productos químicos. - Escaldado: Se realizará escaldado al vapor frente al escaldado con agua caliente debido a que produce una menor pérdida de componentes hidrosolubles y un menor volumen de efluentes y, por tanto, menor gasto. Tales escaldadores son, además, más fáciles de limpiar y esterilizar. 4.4. Planteamiento específico del problema técnico El objetivo es diseñar y proyectar un sistema que permita la obtención de un producto de alta calidad mediante la ordenación e implantación de las actividades industriales necesarias, la creación de las construcciones y la instalación de la infraestructura técnica precisa.
- 11. MEMORIA DESCRIPTIVA 11 5. INGENIERÍA DEL PROYECTO 5.1. Ingeniería del proceso A continuación se describirán brevemente los aspectos técnicos que caracterizarán el proceso productivo a desarrollar en la presente instalación. 5.1.1. Características del producto Se van a producir 125 kg/h de patatas “chips”, de las cuales, 100 kg/h serán “chips” con sal y 25 kg/h “chips” sin sal. Los requerimientos de materia prima para el trabajo de la planta son: 400-500 kg/h de patatas 20-25 litros/h de aceite de fritura 1,5-2 kg/h de sal 5.1.2. Plan de producción Se diseña una línea de procesado en base a las siguientes consideraciones: • Máximo aprovechamiento de la línea. • Mínimo sobredimensionamiento de la maquinaria. • Máxima continuidad y uniformidad en la elaboración. La producción será constante a lo largo de todo el año, almacenando aquella parte de la misma en los momentos en que la demanda disminuya.
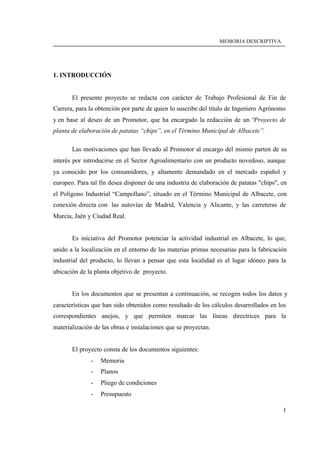
- 12. MEMORIA DESCRIPTIVA 12 La línea se diseña para funcionar durante todo el año, excepto, los días de fiesta y el mes de agosto, mes en que la industria permanecerá cerrada para su limpieza y revisión de maquinaria en profundidad. Se trabajará de lunes a viernes con jornada partida y el siguiente horario: Mañana: de 9:00 a 14:00 horas. Tarde: de 15:00 a 18:00 horas. En los meses de junio, julio, agosto y hasta el 15 de septiembre, la jornada será continua de 7:00 a 15:00 horas. Las necesidades diarias y el abastecimiento de las materias primas necesarias para la elaboración de las patatas “chips” se recogen en la Tabla 1: Tabla 1. Plan de suministro de las materias primas. MATERIA PRIMA NECESIDAD SUMINISTRO Patatas 3.200-4.000 kg/día Recepción semanal en cajas de madera de 37 kg. Aceite 160-200 litros/día Recepción semanal en bidones de acero inoxidable de 50 l. Sal 12-16 kg/día Recepción semanal en bolsas de plástico de 10 kg. Con una producción de 125 kg/h de patatas “chips”, en la planta se prevé una producción anual de 208 t de patatas “chips” con sal y 52 t de patatas “chips” sin sal. 5.1.3. Proceso productivo El esquema de la línea de proceso se muestra a en la figura 1.
- 13. RECIRCULACIÓN DE AGUA RECIRCULACIÓN DE AGUA ELABORADO RECEPCIÓN MATERIAS PRIMAS ALMACENAMIENTO PELADO Y ENJUAGADO INSPECCIÓN ESCALDADO SECADO FRITURA SALADO ENFRIAMIENTO ENVASADO Y EMBALADO ALMACENAMIENTO EXPEDICIÓN CORTADO Y LAVADO ACEITE SAL PATATAS PRODUCTO Fig. 1. Proceso de elaboración de patatas “chips”.
- 14. MEMORIA DESCRIPTIVA 14 5.1.3.1. Recepción y almacenamiento Un camión de la empresa suministradora proveerá semanalmente a la industria todas las materias primas necesarias para la transformación en dicha semana. A su entrada a la industria, las materias primas se someterán a un control de calidad y cantidad. Las patatas se recibirán en cajas de madera de 37 kg dispuestas en palets, los cuales se descargarán mediante carretillas en la cámara frigorífica de conservación de las patatas. El aceite se recibirá en bidones de acero inoxidable de 50 litros y la sal en bolsas de plástico de 10 kg. Se descargarán mediante carretillas en el lugar adecuado dentro del almacén de materias primas. 5.1.3.2. Pelado de las patatas El operario conductor de la carretilla abastecerá de materias primas a la línea de procesado. Las patatas parten de una tolva en el inicio de la línea, de 500 kg de capacidad, desde donde pasarán a la tolva de dosificación volumétrica del equipo pelador mediante una cinta elevadora vertical. Se trata de un pelado abrasivo, sistema que consiste en que el producto entra en contacto con unos rodillos de carborundo (material abrasivo a base de silicio y carbono). Esta superficie abrasiva arranca la piel, que es seguidamente arrastrada por una corriente de agua.
- 15. MEMORIA DESCRIPTIVA 15 La piel se recogerá en dos cubos colectores y el agua procesada procedente del pelador será recogida y filtrada, con reutilización de la misma en un 50 %. Las patatas peladas pasan a continuación a una correa lisa tipo parrilla, donde un operario las inspeccionará para eliminar las porciones deterioradas. Las porciones deterioradas de patata, así como las patatas que no se procesen, serán vendidas a industrias de elaboración de purés y sopas. El agua residual del procesado será evacuada a la red de saneamiento del polígono, previo paso por un separador de grasas y fangos presente en la parcela donde se ubica la industria que se proyecta. 5.1.3.3. Cortado y lavado Tras la inspección, las patatas peladas pasan a una tolva y de ésta a un transportador vertical de dosificación, de velocidad variable, que las llevará a la máquina cortadora. La cortadora consiste esencialmente en una serie de cuchillas rotatorias que cortan el alimento que circula bajo ellas, fabricada en estructura de acero inoxidable y que proporcionará un corte liso y de un espesor de lámina comprendido entre 1,2 y 2,5-3 mm. Tras el cortado, el almidón presente en las rodajas de patata ha de ser eliminado, ya que éste afecta al aceite de fritura. Para ello, se somete a las rodajas de patata a un lavado suave, por inmersión en agua. Para la reutilización de esta agua, el almidón presente ahora en ella ha de ser eliminado, por lo que el agua será recogida y filtrada y se recirculará en un 50%. El almidón se recogerá en un cubo colector.
- 16. MEMORIA DESCRIPTIVA 16 5.1.3.4. Escaldado Tras el lavado suave, las láminas de patata pasan a una mesa vibradora con criba para la eliminación de pequeñas piezas y separación del agua. Tras la eliminación del agua, sigue la operación de escaldado, la cual reduce el número de microorganismos contaminantes presentes en la superficie de los alimentos. Se emplea el escaldado por vapor, consistente en mantener durante un tiempo el alimento en una atmósfera de vapor saturado. El escaldador a vapor está constituido esencialmente por una cinta sinfín de malla que transporta el producto en una atmósfera de vapor. El vapor necesario para esta operación procede de una caldera instalada para tal fin en la industria. 5.1.3.5. Secado Desde el escaldador, las láminas de patata pasarán a una cinta transportadora donde quedarán esparcidas y allí les será eliminada el agua mediante un equipo secador con ventilador de aire. El equipo secador con ventilador de aire eliminará el agua de las láminas de patata, haciendo así más efectivo el trabajo de la freidora. Constará de dos ventiladores. 5.1.3.6. Fritura La fritura es una operación que modificará las características organolépticas del alimento, consiguiendo también un efecto conservador por la destrucción de los microorganismos y enzimas presentes en el mismo y por la reducción de la actividad de agua en toda la masa de las láminas de patata.
- 17. MEMORIA DESCRIPTIVA 17 El tiempo de fritura oscilará entre 2 y 3 minutos, y la temperatura de fritura entre 140 y 180 ºC. La proporción entre el aceite y el peso de las láminas crudas será de 6 a 1. El método de fritura utilizado es el de inmersión, en que el alimento recibe en toda su superficie el mismo tratamiento térmico, lo cual le confiere un color y aspecto uniformes. La freidora está constituida por una cinta sinfín de malla de acero, sumergida en un baño de aceite, el cual es calentado a una temperatura determinada, para lo cual la freidora cuenta con un equipo auxiliar, un calentador térmico de aceite, con quemador para gasoil. El aceite circula en la freidora de forma continua por intercambiadores de calor externo y a través de un filtro, para eliminar las partículas de alimento. El residuo procedente del filtrado del aceite será recogido en bidones y recogido por una empresa de recogida de vertidos líquidos contaminantes. El aceite usado será vendido a industrias de elaboración de jabones e industrias de elaboración de biocombustibles. En la limpieza de la freidora se emplearán disoluciones acuosas de NaOH, que serán eliminadas de la industria a través de una empresa de recogida de vertidos líquidos contaminantes. Al final de la línea de producción y antes del envasado y embalado, se realiza una inspección visual de las patatas “chips” eliminándose manualmente las de calidad inferior. La inspección se lleva a cabo sobre una cinta transportadora que va ligeramente inclinada hacia arriba hasta descargar en el tambor de salado.
- 18. MEMORIA DESCRIPTIVA 18 5.1.3.7. Salado El sistema de salado consiste en una cinta sinfín que transporta el alimento bajo una tolva cuyo fondo está constituido por una malla que contiene la sal. Al final de la cinta sinfín el producto cae al interior de un tambor de acero inoxidable que rueda en posición ligeramente inclinada. Los salientes que el tambor posee en su cara interna agitan suavemente el alimento y distribuyen la sal homogéneamente por toda su superficie. 5.1.3.8. Envasado y embalado El envasado se realizará una vez que el producto procesado esté frío. Se trata de un envase combinado. El producto terminado se envasará en bolsas de película flexible mediante una pesadora envasadora multicabezal totalmente automatizada, que realiza las funciones de pesado de las patatas, formación de las bolsas a partir de la película flexible termosoldable embobinada y llenado y cerrado de las mismas. Se realizará el envasado en bolsas de tres tamaños: 140 g, 225 g, y 400 g. A continuación, las patatas “chips” envasadas en películas flexibles serán embaladas en cajas de cartón. Antes las cajas deben prepararse con una formadora de cajas totalmente automática y prevista para trabajar con cajas de cartón ondulado. Se usarán cajas de un solo tamaño, que tendrán capacidad para 6 bolsas de 400 g, 12 bolsas de 225 g, y 14 bolsas de 140 g. Las cajas son manipuladas con ventosas y expulsadas de la máquina para su posterior llenado y cerrado, que se hará manualmente por un operario. Una vez las bolsas embaladas en las cajas, se procederá al paletizado de las mismas. Se ha proyectado el paletizador como un equipo semiautomático. Se usarán europalets, cuyas dimensiones son 1.200 x 800 mm. Cada capa del palet constará de 4 cajas y serán 5 las capas en altura.
- 19. MEMORIA DESCRIPTIVA 19 Por último, se procederá al enfardado de los palets para su transporte. Para ello se empleará una enfardadora con pisón superior automático, el cual se mueve hacia arriba y hacia abajo automáticamente sujetando el palet durante el ciclo de enfardado. 5.1.3.9. Almacenamiento y expedición El almacenamiento se realizará mediante el empleo de carretillas elevadoras, siendo los palets colocados en módulos de 2 palets, hasta llegar a una altura de 3,1 m. Los palets serán agrupados por lotes de las mismas referencias y siguiendo el orden de elaboración. El almacenamiento se realizará a temperaturas entre 25-16ºC, en locales amplios y bien ventilados, de forma que los envases queden aislados del exterior. 5.1.4. Control de calidad Se desarrollará una metodología que permita el aseguramiento de la calidad establecida por la industria, de forma que se puedan detectar todos los posibles fallos antes de que repercutan en el producto final. Esto se realizará mediante el análisis de muestras y su control estadístico. Se llevará a cabo un control de calidad de las materias primas antes de su entrada a la línea de elaboración, para lo cual se tomarán muestras de cada una de las partidas, realizándose los análisis pertinentes. Se realizará también un análisis de los puntos de control críticos, para lo cual se ha llevado a cabo un Análisis de Peligros y Puntos de Control Críticos (APPCC), así como un control de calidad del producto acabado, tras el envasado.
- 20. MEMORIA DESCRIPTIVA 20 Este control se llevará a cabo por el Departamento de Control de Calidad de la industria. 5.1.5. Personal necesario Con objeto de desarrollar las actividades previstas para un funcionamiento adecuado de la Fábrica de Elaboración de patatas “chips”, será necesario el personal laboral que se indica a continuación. - Un técnico gerente. - Un técnico de laboratorio y gestión de calidad. - Un auxiliar administrativo. - Un mecánico encargado del taller. También atenderá el control de la caldera y de la instalación frigorífica. Controlará además el abastecimiento de gas-oil al quemador del calentador térmico de aceite. - Un maestro de fábrica, que controlará al resto de los operarios y tomará las decisiones oportunas en cuanto al proceso de producción. Vigilará las temperaturas y los tiempos en los equipos que lo requieran y dará la alarma en el caso de anomalía en el funcionamiento de la instalación. - Un conductor de carretillas que efectuará la descarga de las materias primas y su almacenamiento en los distintos almacenes, así como de la recogida de los palets formados, transporte hasta el almacén de producto elaborado y carga en los camiones de acuerdo con las indicaciones del encargado de recepción y expedición. También se encargará del abastecimiento de materia prima a la línea de procesado y de reponer los materiales de envasado y embalaje en los distintos equipos. - Un encargado del control de recepción, que llevará a cabo un primer control cuantitativo y cualitativo de las materias primas. Esta misma persona se encargará del control de expedición y almacén.
- 21. MEMORIA DESCRIPTIVA 21 - Un operario que se encargará de la inspección de las patatas tras su pelado y eliminará las porciones deterioradas. - Un operario que se encargará de la inspección del producto elaborado antes de su envasado. Eliminará las “chips” de mala calidad. - Un operario que colocará las bolsas de patatas en las cajas previamente formadas, cerrándolas a continuación. - Un encargado de limpieza y mantenimiento. Se ocupará de la limpieza de los locales y equipos y del cuidado de la parcela donde se ubica la fábrica - Un guarda jardinero. A la vista de lo anterior, la demanda de personal laboral asciende a un total de 12 personas. 5.2. Ingeniería de las obras 5.2.1. Introducción Para el dimensionamiento de las distintas dependencias de la instalación se han tenido en cuenta aspectos tales como la densidad de carga óptima de las salas, el espacio mínimo para desempeñar su función por parte de los empleados de la misma, la consideración de espacios muertos y pasillos en ellas, el espacio ocupado por la maquinaria y equipos, etc. La instalación ha sido diseñada para que los productos sigan un recorrido lógico desde la recepción de las materias primas hasta la expedición de los mismos una vez finalizado el proceso, sin que se produzcan “marchas atrás” de los mismos dentro de la instalación. En cualquier caso, el diseño general de la planta ha venido condicionado por la forma y dimensiones de la parcela.
- 22. MEMORIA DESCRIPTIVA 22 5.2.2. Diseño de la planta de procesado La planta ha sido diseñada con el objetivo de conseguir: • Una organización racional del trabajo para minimizar los costes de operación, de forma que se consiga la máxima operatividad y el menor tiempo muerto. • El cumplimiento de los requisitos higiénicos exigidos a la industria alimentaria para alcanzar la calidad perseguida en los productos elaborados. • Minimizar las distancias a recorrer: los productos seguirán una trayectoria prácticamente lineal a lo largo de todo el proceso sin retrocesos en su recorrido, con el máximo aprovechamiento del espacio. • Evitar interferencias entre las distintas funciones que se lleven a cabo en la fábrica. • Cumplir la “Ley de Prevención de Riesgos Laborales”, de 8 de Noviembre de 1.995 (BOE nº 269 de 10 de Noviembre de 1.995). En la planta diseñada se pueden distinguir los siguientes tipos de locales: • Local de elaboración: En él se lleva a cabo todo el proceso productivo, desde que entra la materia prima hasta que es transformada y envasada. • Almacenes: cámara frigorífica, almacén de aceite y sal, almacén de envases y embalajes y almacén de producto elaborado. • Locales comunes: zonas de apoyo al proceso productivo como son el taller, la sala de máquinas, la sala de la caldera, la sala de distribución en baja tensión, la sala de control de la báscula, el laboratorio, comedor, sala de descanso y los aseos y vestuarios del personal. • Locales de oficinas: recepción, despachos, despacho de dirección, sala de juntas, y los aseos de oficinas.
- 23. MEMORIA DESCRIPTIVA 23 5.2.3. Urbanización La nave industrial de procesado se ubicará en un terreno de 5.676 m2 formado por una parcela situada entre la calle A y la avenida 4ª del Polígono Industrial “Campollano” en el Término Municipal de Albacete en la Provincia del mismo nombre. 5.2.3.1. Equipamientos El Polígono Industrial tiene buenas vías de comunicación y con facilidad de acceso, permitiendo así rápidas comunicaciones con Madrid, Valencia, Alicante y Murcia, en primera instancia. El Polígono se abastece con una línea eléctrica de AT a la que se conectará el transformador ubicado en el centro de transformación de la parcela. El Polígono cuenta con una red de abastecimiento de agua incluyendo dos arquetas de acometida (IFA-24) en la propia parcela, así como una red de saneamiento que permite su conexión a través de un pozo de registro (ISS-55). Se pavimentarán todas las zonas inmediatamente exteriores a la nave, las vías y áreas de circulación de los vehículos y las zonas de espera de los camiones previa descarga o expedición. Se empleará un pavimento flexible a base de material asfáltico. Para la ejecución del pavimento se compactará la explanación, previamente nivelada, se extenderá una sub-base de 15 cm de material granular, una base granular de 20 cm de mayor calidad y una capa de rodadura de mezcla asfáltica constituida por una primera capa de 7 cm de espesor y una segunda capa de 5 cm, siendo el espesor total de la capa de 12 cm.
- 24. MEMORIA DESCRIPTIVA 24 Se colocará una acera de 1,6 m de anchura bordeando toda la nave, y también se colocará una acera de 1 m de anchura alrededor del centro de transformación. La acera estará formada por solera de hormigón HM-20/B/20/I de 15 cm bordillo prefabricado de H-400 achaflanado. Se ha previsto que los vehículos entren por una de las cancelas y salgan por la otra, con recorrido distinto para los vehículos industriales y para los turismos. La anchura de los viales, 8 m, permite fácilmente realizar maniobras y la doble circulación en toda la parcela. Se dispondrá una zona de aparcamientos con aforo suficiente para los vehículos del personal de la empresa así como vehículos de posibles visitas, de dimensiones 2,5 x 5 m, y serán señalizadas con pintura duroplástica. Se diseñará una zona ajardinada en las zonas no pavimentadas que rodee a la nave, proporcionando a la misma barrera acústica y visual. Las especies vegetales que se usarán serán arbustivas, arbóreas y tipo césped. Para el riego se han proyectado bocas de riego, que permiten el acceso a todas las zonas ajardinadas con ayuda de mangueras y aspersores. El cerramiento exterior de la parcela se efectuará con fábrica de bloques huecos de hormigón de 40 x 20 x 20 cm, hasta una altura de 1,20 m, y cerramiento metálico realizado con perfiles tubulares galvanizados de 50 mm de diámetro, separados 3 m y malla galvanizada de simple torsión, hasta completar una altura total de 3 m. Se colocarán dos cancelas metálicas de cierre de la parcela. Una situada en la entrada de vehículos, junto al centro de transformación, en el lateral de la parcela orientado al este, y otra en la salida de vehículos, en el lateral sur de la parcela. Las dimensiones de las cancelas serán de 8 x 3 m. En las proximidades inmediatas de tales cancelas destinadas básicamente a la circulación de vehículos, existirán puertas para el
- 25. MEMORIA DESCRIPTIVA 25 paso de peatones que estarán señalizadas de manera claramente visible y permanentemente expeditas. 5.2.4. Obra civil 5.2.4.1. Características generales La única nave de que consta la instalación se desarrolla sobra una planta rectangular de 50 x 30 m, con su eje longitudinal orientado en la dirección N-S. Está formada por 12 cerchas metálicas tipo española peraltada montadas sobre soportes metálicos, limitada por sendos muros hastiales. Estas cerchas metálicas cubrirán una luz de 30 m, estando separadas 5 m entre sí. Se dispondrán a una altura de 7 m sobre los soportes metálicos antes citados. La cubierta tendrá una pendiente de 10º. El acero a emplear en la estructura metálica será del tipo A-42b, con un limite elástico de 2.600 kp/cm2 , y las constantes elásticas que a este tipo corresponden. Se emplearán tres tipos de hormigones, en función del elemento de que se trate. Para la base de las zapatas de cimentación, se empleará HM-20/P/40/I; para las zapatas- vigas y forjado, HA-25/P/20/I; y para las soleras, HM-20/B/20/I. Para las armaduras de los zunchos se emplearán barras de acero corrugado B400S, con un límite elástico de 400 N/mm2 . La instalación dispondrá de ventanas en todo el perímetro de la nave. La unión de los pilares a la cimentación se realizará mediante placas de anclaje metálicas. Las dimensiones de las placas de anclaje serán distintas para cada uno de los tipos distintos de zapatas:
- 26. MEMORIA DESCRIPTIVA 26 De acuerdo con la naturaleza del terreno en la zona en la que se va a llevar a cabo la instalación, correspondiente a una litología de arcillas de bastante espesor, las cimentaciones de los elementos principales se efectuará mediante zapatas empotradas a nivel de arcillas. Dado que la edificación se encuentra en zona sísmica 2ª, de sismicidad media, la Norma PDS-1 obliga a establecer una retícula que una entre sí todas las zapatas del edificio. 5.2.4.2. Cubierta El material de cubierta empleado será panel sandwich, constituido por dos chapas de acero perfiladas y un alma de espuma rígida de poliuretano de 40 kg/m3 de densidad y 30 mm de espesor, especialmente diseñado para cubiertas. Tiene una anchura útil de 1,15 m y su longitud puede llegar hasta 18 m. El peso de tal material de cubierta, incluidos todos los elementos auxiliares de fijación es de 16 kp/m2 . 5.2.4.3. Estructura • Correas La estructura resistente está compuesta por: • Correas de cubierta: tipo IPE-120, en un número de 9 por vertiente, separadas 190,39 cm en vertiente y 187,5 cm en proyección vertical, consideradas para el cálculo como vigas continuas de dos tramos de 5 m cada uno. • Correas laterales: tipo IPE-100, en un número de 2 en cada lateral de la cubierta, separadas 1 m. Se considerarán para el cálculo como vigas continuas de dos tramos de 5 m cada uno.
- 27. MEMORIA DESCRIPTIVA 27 La sujeción de la cubierta a las correas se hace mediante ganchos de acero galvanizado que perforen la cresta de la greca. • Cerchas Se dispondrán 12 cerchas metálicas de tipo española, cubriendo 30 m de luz, y separadas 5 m, excepto las dos situadas a 30 m de la fachada norte de la nave, que estarán a 1 cm, sobre los pilares correspondientes, materializando la junta de dilatación. Tendrán sus nudos articulados y sus apoyos fijos, de manera que las barras que la forman únicamente trabajen a esfuerzo axial. La cercha se dimensionará con 8 vanos de 3,80 m por vertiente, tal y como se indica en la figura 1. Dichas barras estarán formadas por perfiles cuadrados huecos, y se dimensionarán según los diferentes tipos: Pares: se dimensionarán con perfiles huecos cuadrados # 140 x 6. Tirantes: se dimensionarán con perfiles huecos cuadrados # 120 x 6. Montantes: se dimensionarán con perfiles huecos cuadrados # 90 x 4. Diagonales excepto las dos más cercanas al montante central de la cercha: se dimensionarán con perfiles huecos cuadrados # 90 x 4. Diagonales centrales: se dimensionarán con perfiles huecos cuadrados # 80 x 3.
- 28. MEMORIA DESCRIPTIVA 28 • Pilares Para el dimensionamiento de los pilares que sustentan las cerchas metálicas se toman perfiles HEB 200 distanciados 5 m en el sentido longitudinal de la nave. Se consideran los pilares empotrados en la cimentación y unidos a las cerchas metálicas mediante uniones articuladas. • Muros hastiales Son los muros frontales que cierran la nave en los extremos de su eje longitudinal. Deben asegurar suficiente estabilidad frente a la acción del viento, para lo cual se situarán pilares que dividan el cerramiento en paños más pequeños. Los muros hastiales se conformarán mediante dos pilares extremos diseñados con perfiles del tipo 2 UPN 120 soldados a tope y siete pilares intermedios HEB 200, equidistantes. Todos ellos irán unidos por un dintel en cabeza diseñado con perfil IPE 180. También se incluye en el diseño del muro hastial una viga horizontal de perfil HEB 140, de 6,5 m de longitud, para soportar el peso del forjado existente en el lateral oeste de la parcela. 5.2.4.4. Cimentaciones • Placas de anclaje. Sus dimensiones son distintas en función del tipo de zapata. o Zapatas tipo 1. Las placas de anclaje serán de 300 x 300 x 18 mm, con 4 pernos de 16 mm de diámetros y 400 mm de longitud. o Zapatas tipo 2. Las placas de anclaje serán de 400 x 500 x 35 mm, con 4 pernos de 32 mm de diámetro y 350 mm de longitud. o Zapatas tipo 3. Las placas de anclaje serán de 350 x 500 x 35 mm, con 4 pernos de 20 mm de diámetro y 400 mm de longitud.
- 29. MEMORIA DESCRIPTIVA 29 o Zapatas tipo 4. Las placas de anclaje serán de 500 x 500 x 30 mm, con 4 pernos de 32 mm de diámetro y 300 mm de longitud. o Zapatas tipo 5. Las placas de anclaje serán de 500 x 500 x 25 mm, con 4 pernos de 32 mm de diámetros y 650 mm de longitud. • Zapatas La cimentación se realizará mediante zapatas. Se construirán cinco tipos de zapatas diferentes: • 4 Zapatas tipo 1, de dimensiones: 120 x 120 x 60 cm. • 16 Zapatas tipo 2, de dimensiones: 170 x 170 x 60 cm. • 4 Zapatas tipo 3, de dimensiones: 220 x 220 x 130 cm. • 18 Zapatas tipo 4, de dimensiones: 220 x 220 x 60 cm. • 7 Zapatas tipo 5, de dimensiones: 240 x 240 x 90 cm. • Zunchos de cimentación Las zapatas se unirán entre sí mediante vigas de hormigón armado que impedirán los desplazamientos horizontales de las mismas y, a la vez, soportarán el peso del cerramiento completo. Dado que la edificación se encuentra en zona sísmica 2ª, de sismicidad media, la Norma PDS-1 obliga a establecer una retícula que una entre sí todas las zapatas del edificio. Se dispondrán zunchos de 35 x 35 cm, con una armadura longitudinal de 6 redondos de acero corrugado de 16 mm de diámetro. Los cercos serán barras de 6 mm de diámetro separados 20 cm.
- 30. MEMORIA DESCRIPTIVA 30 5.2.4.5. Soleras y pavimentos En las dependencias interiores, la solera está compuesta por los siguientes materiales: - Grava, con tamaño de árido inferior a 2 cm, formando capa compacta de 20 cm de espesor, extendida sobre suelo limpio y compactado. - Arena de río, con tamaño máximo de grano de 0,5 cm, formando una capa de nivelación de 2 cm de espesor, extendida sobre la capa de grava. - Losa de hormigón HM-20/B/20/I de 10 cm de espesor con malla electrosoldada. - Tratamiento superficial antidesgaste, antideslizante y anticorrosivo, con un pavimento continuo por tratamiento de resinas epoxi. - En la zona de oficinas, laboratorio y servicios se colocarán baldosas de terrazo sobre capa de mortero. 5.2.4.6. Cerramientos exteriores Se realizarán con losas macizas de hormigón armado de canto constante igual a 15 cm. Los perfiles laterales de la placa alveolar del cerramiento forman juntas macho- hembra. Los extremos de las placas quedarán enlazados a los pilares de la estructura, de modo que puedan transmitirle los esfuerzos. El acabado será liso en el interior y rugoso en el exterior. 5.2.4.7.Cerramientos interiores En las dependencias interiores de dispondrá fábrica de ladrillo de 7 cm de espesor más 1,5 cm de enfoscado en ambas caras con mortero de cemento P-350 de dosificación 1:6.
- 31. MEMORIA DESCRIPTIVA 31 Las paredes, una vez enlucidas, irán pintadas con dos manos de pintura, a excepción de las correspondientes a las cámaras frigoríficas, cuya composición se expone en el Anejo Instalación Frigorífica. En la sala de la caldera la fábrica de ladrillo lleva un guarnecido por la parte interior. Las separaciones interiores en los aseos se harán con ladrillo hueco de 4 cm de espesor. 5.2.4.8. Falsos techos En toda la superficie de la nave se dispondrá un falso techo. Además se dispondrán falsos techos en la sala de máquinas, en el almacén de aceite y sal, en el almacén de envases y embalajes, en el almacén de producto final y en la sala de control de la báscula. Tales falsos techos constan de un panel rígido de lana de vidrio aglomerada con resinas termoendurecidas, con la cara vista recubierta de PVC blanco pegado con cola ignífuga. La cámara frigorífica cuenta también con un falso techo, pero en este caso será a base de panel sándwich con núcleo de espuma de poliuretano (PUR). 5.2.4.9. Forjado Para soportar el peso de la segunda planta existente en una zona de la nave de dimensiones 50 x 6,5 m2 se diseña un forjado de viguetas de acero formado por chapas galvanizadas grecadas, como encofrado perdido, y losa de hormigón HA-25/P/20/I, levemente armado, de 5 cm de espesor. Las viguetas de forjado, separadas 80 cm, serán de perfil IPN 160.
- 32. MEMORIA DESCRIPTIVA 32 Para el acceso a tal planta superior se dispone una escalera de dos tramos con meseta intermedia. 5.2.4.10. Alicatados Las paredes irán recubiertas de un alicatado a base de azulejo blanco de 15 x 15 cm en la zona de servicios y en el laboratorio. 5.2.4.11. Carpintería 5.2.4.11.1. Puertas La sala de elaboración cuenta con dos puertas al exterior, en sus caras norte y sur. Se trata de puertas con doble hoja abatible, y de dimensiones 1,5 x 2,2 m. Existirá una puerta de acceso al vestíbulo de la nave, desde donde se podrá acceder tanto a la sala de elaboración como a la planta superior, donde se encuentra la zona de oficinas. Tal puerta está situada en la fachada oeste de la nave, y será de doble hoja abatible de dimensiones 1,5 x 2,2 m. Habrá una puerta de acceso del personal a la zona de vestuarios y será de doble hoja abatible y de dimensiones 1,5 x 2,2 m. La sala de la caldera tendrá una puerta de una hoja abatible que dé al exterior, normalmente cerrada, y se usará en caso de avería si es necesario sacar piezas de la misma o toda ella. Sus dimensiones serán 0,9 x 2 m. En la recepción de materias primas y en la expedición de producto elaborado existen dos persianas enrollables de aluminio anodizado con aislamiento térmico de dimensiones 5 x 4 m.
- 33. MEMORIA DESCRIPTIVA 33 Las puertas interiores serán de madera y las exteriores metálicas. Las puertas en el interior de la industria serán de varios tipos: • Puerta de dos hojas abatibles, de dimensiones 1,2 x 2 m (5 unidades en la planta superior y 11 en la inferior). • Puerta de dos hojas abatibles, de dimensiones 2 x 2,5 m (3 unidades, en los almacenes). • Puerta de una hoja abatible, de dimensiones 0,8 x 2 m (4 unidades en la planta superior y 2 en la inferior). • Puerta de una hoja abatible, de dimensiones 0,7 x 2 m (4 unidades en la planta superior y 14 en la inferior). • Puerta metálica de acero de hoja simple y corredera, con apoyo en viga superior, que hace las veces de rail, para el acceso a la cámara frigorífica. Sus dimensiones serán 2 x 3 m. 5.2.4.11.2. Ventanas Las ventanas serán correderas, de aluminio anodizado y su número se ha determinado en base a la necesidad de iluminación que posee la sala de elaboración para la realización de un trabajo de calidad. Las ventanas se situarán en el cerramiento exterior en todo el perímetro de la nave con diferentes medidas y posiciones. A continuación se describen las diferentes ventanas que se situarán, recogiendo las dimensiones y dependencia donde irá situada. Su ubicación exacta se puede observar en el Plano Alzados.
- 34. MEMORIA DESCRIPTIVA 34 • Ventana de hoja simple de dimensiones 0,8 x 1 m. 3 unidades, ubicadas en el pasillo junto al taller, en un despacho y en la sala de control de la báscula, con vistas a la zona de elaboración de materias primas. • Ventana de hoja simple de dimensiones 1 x 1 m. 8 unidades, ubicadas: 1 en el comedor, 4 en vestuario de hombres, 1 en la sala de máquinas y 2 en recepción. • Ventana de doble hoja, abatible en dirección vertical, de dimensiones 0,5 x 0,5 m. 9 unidades, ubicadas en los aseos de hombres, mujeres y oficinas, en los cuartos del inodoro con pared al exterior. • Ventana de doble hoja de dimensiones 1,5 x 1 m. 11 unidades, ubicadas: 1 en la sala de elaboración, 1 en la sala de distribución de baja tensión, 2 en la sala de limpieza, 3 en la sala de juntas, 1 en el taller, 1 en el laboratorio, 1 en un despacho y 1 en el despacho de dirección. • Ventana de triple hoja de dimensiones 2 x 1 m. 4 unidades, ubicadas: 1 en el comedor, 1 en las escaleras, 1 en el vestíbulo de la planta superior y 1 en la sala de la caldera. • Ventana de triple hoja de dimensiones 2,5 x 1 m. 12 unidades, ubicadas: 8 en la sala de elaboración, 2 en el almacén de producto elaborado y 2 en el almacén de envases u embalajes. • Ventana de cuatro hojas de dimensiones 3 x 1 m. 5 unidades, ubicadas: 1 en la zona de recepción de materias primas, 1 en el comedor, 1 en la sala de descanso, 1 en el laboratorio y 1 en el vestuario de mujeres. 5.2.4.12. Vidriería Se dispondrán 5 cristaleras, que constan de dos lunas incoloras de 6 mm y cámara de aire de 8 mm, con junta plástica, colocadas sobre aluminio y selladas con silicona. Las dimensiones y su lugar de ubicación son:
- 35. MEMORIA DESCRIPTIVA 35 • 3 cristaleras de dimensiones 4,3 x 1,5 m en el pasillo de la zona de oficinas, con vistas a la sala de elaboración. • 1 cristalera de dimensión 4,5 x 1,5 m en el vestíbulo de la planta superior, con vistas a la sala de elaboración. • 1 cristalera de dimensiones 3,9 x 1,5 m en el vestíbulo de la planta baja, con vistas a la sala de elaboración. 5.2.4.13. Pinturas y revestimientos Los tabiques interiores ejecutados con fábrica de ladrillo llevarán 1,5 cm de enfoscado con mortero de cemento. Las paredes, después de enlucidas, irán pintadas con dos manos de pintura, a excepción de las paredes de la cámara frigorífica. La fábrica de ladrillo en la sala de la caldera lleva un guarnecido por la parte interior. 5.3. Instalaciones 5.3.1. Instalación frigorífica La cantidad de patatas que se recibirá con periodicidad semanal de la empresa suministradora será algo superior a la necesidad semanal (20.000 kg) ya que se cuenta con un margen de seguridad. Se recibirán en total 23.976 kg/semana. Se dimensiona, por tanto, una cámara frigorífica para almacenar tal cantidad, y la conservación se realizará a 9 ºC de temperatura y 90 % de humedad relativa. La cámara se situará en una de las esquinas de la industria, orientando sus caras externas al norte y al este. Las otras dos caras interiores limitarán con el interior de la nave.
- 36. MEMORIA DESCRIPTIVA 36 5.3.1.1. Aislamiento El aislamiento de las paredes de la cámara frigorífica que dan al exterior de la nave se realizará con panel de espuma de poliuretano. Tal aislante será incorporado al cerramiento exterior de la nave. En el aislamiento de las restantes paredes y techo se empleará un aislante tipo panel “sándwich”, con núcleo de espuma rígida de poliuretano entre dos chapas de acero galvanizado y lacado. El poliuretano es un excelente aislante térmico y posee ventajas con respecto a otros materiales en este tipo de aplicación. 5.3.1.2. Características de la instalación frigorífica En la industria que se proyecta existe solamente un sistema desde el punto de vista frigorífico, la cámara frigorífica de conservación de patatas. El sistema de producción de frío será del tipo de compresión mecánica de simple efecto, el evaporador se calcula de acuerdo con las características del recinto a refrigerar y la condensación de los vapores se realiza mediante agua que será recirculada y enfriada de nuevo a través de una torre de enfriamiento. El fluido frigorígeno elegido para la instalación es el Tetrafluoretano (R-134a). Es el sustituto directo de R-12, utilizándose en cámaras frigoríficas de refrigeración, tanto en instalaciones comerciales como industriales. Es un refrigerante muy seguro y a la vez, muy eficaz desde el punto de vista energético. Este refrigerante no presenta toxicidad ni inflamabilidad, con ODP=0 y GWP=0,34. Es decir, que sigue contribuyendo al efecto invernadero, aunque en menor medida que los CFC y HCFC. La utilización de este fluido puro constituye una de las estrategias frío-gas para la sustitución del R-12, tanto en instalaciones nuevas, como en las ya existentes y para compresores actuales. Además se han diseñado nuevos aceites (poliésteres), que ya sí son compatibles con el R-134a.
- 37. MEMORIA DESCRIPTIVA 37 Se propone un ciclo frigorífico de evaporación y compresión simples. 5.3.1.3. Componentes del ciclo frigorífico Se dispone un compresor cuya capacidad se adapta a la potencia frigorífica que se quiere evacuar (27.000 Kcal/h). Para ello se propone la utilización de un compresor alternativo semihermético de 4 cilindros. El condensador será de tipo multitubular horizontal de carcasa y tubos. Se trata de un cambiador de calor que utiliza el calor sensible del agua para, en primer lugar enfriar los vapores del fluido refrigerante y, después realizar la condensación de los mismos. Es de un paso por la carcasa y dos pasos por los tubos. La condensación del fluido refrigerante se llevará a cabo mediante agua, la cual se enfriaría de nuevo haciéndola pasar por una torre de enfriamiento. Se dispondrán dos evaporadores con dos ventiladores cada uno que asegurarán una circulación de aire forzada. Están construidos con tubos de cobre con aletas helicoidales exteriores de aluminio. 5.3.2. Instalación de vapor Las necesidades de vapor de la industria que se proyecta serán únicamente las derivadas del proceso de escaldado. Se realizará la instalación de una caldera de vapor de capacidad 200 Kg/h. Respecto a la construcción de la sala de calderas se han de cumplir una serie de condiciones mínimas especificadas en el Art. 8º de la ITC MIE AP1 del “Reglamento de Aparatos a Presión” del Ministerio de Industria y Energía.
- 38. MEMORIA DESCRIPTIVA 38 Según el “ Reglamento de Aparatos a Presión” del Ministerio de Industria y Energía, la caldera a instalar pertenece a la categoría C, por lo que puede ser ubicada en cualquier dependencia del edificio industrial. Sus dimensiones son: 1,9 x 1,3 x 1,7 m. El agua para alimentar la caldera procede de la red general de abastecimiento, por lo que se dispone en la industria un equipo completo para el tratamiento del agua que alimenta la caldera, evitando así la formación de incrustaciones y la corrosión. Tal equipo está compuesto por un descarbonatador, un desmineralizador y un desgasificador. La caldera cuenta con los siguientes accesorios: - Regulador automático de nivel por boya. - Dos indicadores de nivel ópticos. - Presostato de trabajo. - Presostato de seguridad de rearme manual. - Dos válvulas de seguridad. - Válvula de interrupción para la salida del vapor con una válvula de retención, para la entrada de agua. - Dos válvulas de purga y vaciado de la caldera, una de asiento y una de esfera. - Tapón fusible. - Termómetro. - Válvula de desaire. - Mirilla de inspección de llama. Las conducciones de vapor y las de condensado serán de acero, ambas aisladas térmicamente mediante coquillas, compuestas de fibras concéntricas impregnadas con sustancias aislantes. El espesor de las coquillas será de 4 cm.
- 39. MEMORIA DESCRIPTIVA 39 5.3.3. Instalación eléctrica El abastecimiento de energía eléctrica se realizará a partir de una línea aérea de alta tensión de 20 kV que abastece al Polígono Industrial. A partir de ella se derivará una línea de media tensión hasta el centro de transformación, que constituye el origen de la instalación eléctrica objeto de estudio en el presente proyecto. Se contratará una tarifa eléctrica 3.1. de utilización normal, aplicable a suministros en alta tensión, sin límite de potencia, con complemento por energía reactiva y discriminación horaria tipo 3 de uso general, sin discriminación horaria de sábados y festivos. La instalación de enlace entre la red de distribución pública y la instalación interior estará formada por los siguientes elementos: - Línea eléctrica de alta tensión, con sus correspondientes apoyos de entronque y fin de línea. - Centro de transformación de 400 kVA y tensión en el secundario de 380/220 V. - Equipo de medida en alta tensión. La instalación interior en baja tensión arrancará en el embarrado de baja tensión del cuadro general del centro de transformación, transcurriendo de forma subterránea hasta llegar al cuadro de distribución general situado la sala de distribución de baja tensión. A partir de aquí, excepto para algunas zonas de alumbrado exterior, la instalación discurrirá al aire. Desde el citado cuadro se abastecerá a tres cuadros de control de motores, cuatro cuadros de tomas de fuerza y cinco cuadros de alumbrado.
- 40. MEMORIA DESCRIPTIVA 40 La instalación incluye un equipo corrector del factor de potencia formado por un conjunto de condensadores autorregulables, situado en el centro de transformación, con el que se consigue una compensación discreta en función del factor de potencia de la instalación en ese momento. La red de alumbrado se ha diseñado estimando las necesidades de alumbrado en base a las recomendaciones procedentes de las normas DIN 5035, NTE-EIE: “Instalaciones de electricidad. Alumbrado interior” y UNE 72.163-84. Las luminarias y lámparas que se instalarán serán: • Lámparas de vapor de mercurio de color corregido de 250 W montadas sobre luminarias reflectoras de flujo directo en la sala de elaboración, en el almacén de aceite y sal, en el almacén de envases y embalajes, en el almacén de producto elaborado y en la sala de la caldera. • Lámparas de vapor de mercurio de color corregido de 700 W montadas sobre luminarias reflectoras de flujo directo en la zona de recepción de materias primas. • Lámparas fluorescentes con arranque a baja temperatura de ignición de 40 W, montadas en luminarias de iluminación semidirecta con armadura de celosías, colocando dos lámparas por luminara en la cámara frigorífica. • Lámparas de vapor de mercurio de color corregido de 400 W montadas sobre luminarias reflectoras de flujo directo en la sala de máquinas y en el taller. • Lámparas fluorescentes de 65 W montadas en luminarias de iluminación semidirecta con armadura de celosías, colocando dos lámparas por luminaria, en la sala de control de la báscula,en el comedor, en la sala de descanso, en el laboratorio, en los despachos, en recepción, en el despacho de dirección y en la sala de juntas. • Lámparas fluorescentes de 40 W, montadas en luminarias de iluminación semidirecta con armadura de celosías, colocando dos lámparas por luminaria en la sala de distribución de baja tensión, en la sala del equipo de limpieza y en los vestíbulos de las plantas baja y alta.
- 41. MEMORIA DESCRIPTIVA 41 • Lámparas incandescentes de 100 W montadas con pantalla aislante hidrófuga en los pasillos de la planta baja. • Lámparas incandescentes de 60 W montadas con pantalla aislante hidrófuga en los aseos y vestuarios de la planta baja y de la zona de oficinas. • Lámparas fluorescentes de 40 W montadas en luminarias de iluminación semidirecta con armadura de celosías, colocando una lámpara por luminaria en el pasillo de la planta alta. • Lámparas fluorescentes de 65 W montadas en luminarias de iluminación semidirecta con armadura de celosías, colocando una lámpara por luminaria, en el pasillo de la zona de oficinas. Para la iluminación exterior se emplearán lámparas de vapor de mercurio, con una potencia de 150 W montadas sobre dos tipos de luminarias: ∗ Linterna asimétrica con armadura cerrada montada sobre brazo mural de acero de 1,5 m, con fijaciones a la nave a una altura de 4,5 m. ∗ Linterna asimétrica con armadura cerrada montada sobre columna de 4 m de altura, con fijaciones a macizos de hormigón en el suelo mediante pernos de anclaje. La instalación de fuerza motriz fija está integrada por los equipos que constituyen las líneas de elaboración. Para el cálculo de la potencia instalada se ha supuesto que los motores tienen un factor de potencia de 0,8. Se han distribuido tomas de fuerza trifásica 16/25A de 7.000 w y tomas de fuerza monofásica 10/16A de 2.500 w repartidas por toda la nave. Se considerará que el factor de potencia es de 0,8 para los posibles receptores a conectar. Teniendo en cuenta el conjunto de cargas que componen la instalación eléctrica y considerando la simultaneidad de funcionamiento de los equipos, la potencia total demandada es:
- 42. MEMORIA DESCRIPTIVA 42 Alumbrado: 51.723 VA Fuerza motriz fija: 70.965 VA Tomas de fuerza: 131.125 VA Total: 253.812 VA Los conductores que forman la red de distribución en baja tensión serán de cobre, con una tensión de aislamiento de 1.000 V, y aislados con policloruro de vinilo en conducciones al aire libre, o con etileno propileno en conducciones enterradas. La determinación de las secciones de los conductores se realizará de acuerdo con los criterios de caída de tensión e intensidad máxima admisible recogidos en el "Reglamento Electrotécnico para Baja Tensión" e Instrucciones Complementarias. En base al estudio de los fallos más frecuentes en las instalaciones eléctricas, como son los producidos por contacto entre conductores activos y entre éstos y las masas metálicas, y de acuerdo con las prescripciones reglamentarias sobre las protecciones en instalaciones de baja tensión y las consideraciones sobre la seguridad de las personas, se considera una protección térmica contra sobrecargas, magnética contra cortocircuitos y diferencial contra intensidades de defecto. La instalación dispondrá de la aparamenta necesaria para asegurar la correcta maniobra y protección de la misma. 5.3.4. Protección contra incendios Aunque no existe legislación nacional aplicable a la extinción y protección contra incendios en la industria, se han tenido en cuenta una serie de criterios para garantizar una adecuada protección de las personas y los bienes en el supuesto de producirse un incendio.
- 43. MEMORIA DESCRIPTIVA 43 Así pues se han contemplado las disposiciones, generales y específicas de las siguientes Normas y Reglamentaciones: • Orden del Mº de Trabajo de 9 de marzo de 1.971. “Ordenanza general de seguridad e higiene en el trabajo”. B.O.E. 16 y 17 de marzo de 1.971. Capítulo VII: Prevención y extinción de incendios. • Real Decreto 485/1.997, de 14 de abril. “Disposiciones mínimas en materia de señalización de seguridad y salud en el trabajo”. B.O.E. de 23 de abril de 1.997. • Real Decreto 486/1.997, de 14 de abril. “Disposiciones mínimas de seguridad y salud en los lugares de trabajo”. B.O.E. de 23 de abril de 1.997. Se adoptan las siguientes medidas de protección contra incendios: - 9 unidades de extintores de polvo químico polivalente y presión incorporada, de eficacia 13A/89B y 6 Kg de carga en lugares fácilmente accesibles, según se refleja en el plano correspondiente. - 7 bocas de incendio de tipo normalizado abastecidas por la Red Municipal de Aguas que garantiza la presión y el caudal adecuados para su uso. - Instalación de alumbrado de emergencia constituida por aparatos autónomos automáticos, que se pondrán en marcha cuando se produzca una bajada de tensión por debajo del 70% y mantendrán, durante al menos 1 hora una intensidad luminosa mínima de 60 lux. - Instrucción adecuada al personal. Teniendo en cuenta las Normas enumeradas y, según se deduce de su aplicación en el anejo Protección contra incendios del presente Proyecto, la Seguridad contra incendios es suficiente. La localización de los distintos equipos de protección así como las posibles salidas de evacuación quedan reflejados en el Plano Protección contra incendios.
- 44. MEMORIA DESCRIPTIVA 44 5.3.5. Instalación de fontanería El suministro se realizará a partir de dos arquetas de acometida situadas en la propia parcela, pertenecientes a la red del Polígono Industrial, que asegura la dotación y presión necesaria en las conducciones para el consumo habitual en este tipo de instalaciones. Una de las arquetas de acometida abastecerá el agua necesaria para uso industrial, para servicios y usos generales, y para el riego de la parcela, mientras que la otra arqueta de acometida abastecerá el agua necesaria para la protección contra incendios. Las líneas de abastecimiento desde las arquetas de acometida hasta los contadores generales correspondientes se realizarán mediante conducciones reforzadas de PVC de 80 mm, ya que transcurren por zonas en las que circulan vehículos (IFA-12). En todos los casos, las conducciones correspondientes a la red de abastecimiento se encontrarán al menos 50 cm por encima de las de saneamiento. Además, la red interior se dispondrá a una distancia no menor de 30 cm de cualquier conducción o cuadro eléctrico. Se consideran dos redes de tuberías, dada la existencia de dos arquetas de acometida: • Red 1 de fontanería: La correspondiente a la arqueta que abastece el agua de uso industrial, servicios y usos generales y de riego. Esta red estará constituida por canalizaciones enterradas de PVC desde la arqueta de acometida correspondiente a dicha red y hasta el punto en que se ubica el calentador eléctrico, donde la tubería asciende y empieza a estar constituida por canalizaciones de cobre, que irán empotradas en los tabiques, tanto para agua caliente como fría.
- 45. MEMORIA DESCRIPTIVA 45 • Red 2 de fontanería: La correspondiente a la arqueta que abastece el agua de protección contra incendios. Esta red estará constituida por canalizaciones de PVC enterradas en toda su distribución. En los puntos donde la tubería asciende para alimentar a las bocas de incendio equipadas, pasan a ser de acero, para evitar que ardan en caso de incendio. En los puntos de consumo se dispondrán grifos de agua fría y monobloc de latón cromado, según el caso. La red de agua caliente se ajustará a un sistema de producción individual a partir de la red de agua fría mediante la instalación de un calentador acumulador eléctrico dispuesto en la sala del equipo de limpieza (IFC-33). Estará realizada mediante conducciones de cobre (IFC-22), que transcurrirán a una distancia superior a 4 cm de las conducciones de agua fría, y nunca por debajo de éstas. Para asegurar unas condiciones de protección y maniobra adecuadas se colocarán llaves de paso (IFF-23) siempre que haya derivaciones. Se dispondrán dos contadores generales (IFF-17) que permitirán el control del consumo total de agua de la instalación. Se encuentran en cámaras impermeabilizadas y con desagüe. El calibre de los contadores será de 65 mm, mientras que las dimensiones de las cámaras serán de 2,2 x 0,8 x 0,8 m. Todo lo referente a la instalación de fontanería se recoge con mayor detalle en el anejo y plano correspondientes.
- 46. MEMORIA DESCRIPTIVA 46 5.3.6. Instalación de saneamiento La instalación de saneamiento estará formada por un sistema unitario que evacua todo tipo de aguas por una red única de conductos hasta la acometida en la red de alcantarillado público presente en el Polígono Industrial. a) Canalones y bajantes Las aguas pluviales correspondientes a la cubierta serán recogidas mediante canalones de chapa y conducidas por medio de bajantes de PVC (ISS-43) hasta la red horizontal de saneamiento. Los canalones tendrán una sección rectangular y una pendiente del 1 %, situándose tanto en la parte este como en la parte oeste de la cubierta. Se dispondrán bajantes de sección circular, separados 15 m entre sí. Las secciones de estos dos tipos de elementos dependerán de la superficie de cubierta en proyección horizontal y de la zona pluviométrica en la que se encuentra la instalación. Se dispondrá una arqueta enterrada a pié de cada bajante (ISS-50), a partir de la cual pasan dichas aguas a la red enterrada de saneamiento. b) Dispositivos de desagüe y red de arquetas sumidero El desagüe de los inodoros se realizará directamente a arquetas sifónicas. Las duchas, urinarios, lavabos, piletas de grifos de limpieza y fregaderos desaguarán a botes sifónicos. Las aguas residuales procedentes de los equipos de la línea de procesado y de limpieza de la nave serán vertidas hacia arquetas sumidero (ISS-53), pasando así a la red de colectores enterrada.
- 47. MEMORIA DESCRIPTIVA 47 También se colocarán arquetas sumidero alrededor de la nave, para recoger el agua de lluvia del exterior de la nave. c) Red horizontal enterrada. La red horizontal se compone de colectores enterrados de PVC rígido, que irán siempre por debajo de la red de distribución de agua fría, y con una pendiente no menor al 1 %. Se dispondrán arquetas en la red enterrada, a pie de bajantes, en los encuentros de colectores, cambios de dirección o pendiente y en los tramos rectos con un intervalo máximo de 20 m. La conducción entre éstas se realizará mediante tramos rectos y pendiente uniforme. El cálculo de las secciones de los diferentes colectores se realizará según las indicaciones recogidas en la NTE-ISS-1.973: “Instalaciones de Salubridad. Saneamiento”, en función de la zona pluviométrica de la instalación, de la superficie de cubierta asociada, del número de aparatos que vierten al colector y de la pendiente del tramo. A la salida de la línea de conductos se colocará un separador de grasas y fangos (ISS-54) para retener las materias flotantes y sólidos sedimentables que pudieran ser arrastrados por las aguas de la limpieza de las instalaciones. La acometida a la red de alcantarillado será llevada a cabo según la especificación correspondiente de la NTE-ISA, y de acuerdo con las Ordenanzas Municipales locales.
- 48. MEMORIA DESCRIPTIVA 48 6. SEGURIDAD Y SALUD EN LAS OBRAS En la realización de las diferentes obras e instalaciones de un proyecto, es necesario garantizar el mantenimiento de la salud, la integridad física y la vida de los trabajadores de las mismas, cumpliendo con lo que ordena el Real Decreto 1627/97 del 24 de Octubre (B.O.E. de 25/10/97). En base a esto, resulta obligatorio la redacción de un Estudio de Seguridad y Salud en las obras, que sirva de base para la elaboración de un Plan de Seguridad y Salud por parte de las Empresas Constructoras, Contratistas, Subcontratistas y trabajadores autónomos que participen en las obras. De acuerdo a dicho Real Decreto y debido a que el presupuesto de ejecución supera 75 millones de pesetas, se ha elaborado un Estudio Completo de Seguridad y Salud en las Obras, en el correspondiente tomo, en el que se tienen en cuenta los posibles riesgos en las diferentes unidades de obra, las medidas preventivas generales, las medidas preventivas específicas de cada unidad de obra, y la legislación, normativas y convenios que se aplican al estudio. 7. SEGURIDAD Y SALUD EN EL TRABAJO Los derechos y obligaciones en materia de seguridad y salud reflejados en la “Ley de Prevención de Riesgos Laborales” (Ley 31/1.995 de 8 de noviembre, BOE de 10 de noviembre de 1.995), deberán ser conocidos por todo el personal directivo, técnico, operarios y toda aquella persona implicada en la actividad de la empresa. Del mismo modo, deberá ser conocido lo dispuesto en el título III de dicha Ley que hace mención a las responsabilidades y posibles sanciones por incumplimiento de los preceptos de la misma.
- 49. MEMORIA DESCRIPTIVA 49 Con el fin de lograr el cumplimiento de lo anteriormente expuesto, se pondrá a disposición del personal un ejemplar de dicha Ley. Adicionalmente, antes de que el personal comience a desempeñar cualquier puesto de trabajo, se le facilitará la adecuada instrucción acerca de los riesgos y peligros que en el mismo pueden afectarle; y sobre la forma, métodos y procesos que deben observarse para prevenirlos o evitarlos. Todo esto se realizará con el fin de evitar los riesgos más frecuentes en las industrias de este tipo, como son: quemaduras, contacto con vapor, caídas y los arreglos provisionales con carácter de definitivos. 7.1. Seguridad y aspectos sanitarios No se permitirá sacar o trasegar agua para la bebida por medio de vasijas, barriles, cubos u otros recipientes abiertos o cubiertos provisionalmente. Se prohíbe también beber aplicando los labios directamente sobre los grifos. Se dispondrá de cuartos vestuarios y de aseo para uso personal, convenientemente separados para los trabajadores de uno y otro sexo. Los vestuarios estarán dotados de asientos y taquillas individuales, con llave, para guardar ropa y calzado. Los aseos tendrán ventilación exterior. Las puertas serán opacas, impidiendo la visibilidad desde el exterior y estarán dotadas de cierre interior y de una percha. Los inodoros se instalarán y conservarán en debidas condiciones de desinfección, desodorización y supresión de emanaciones.
- 50. MEMORIA DESCRIPTIVA 50 Los suelos y paredes de los servicios, lavabos, duchas y vestuarios serán continuos, de azulejo claro que permita la limpieza con líquidos desinfectantes o antisépticos con la frecuencia necesaria. Las carretillas elevadoras serán eléctricas, para evitar la emanación de gases tóxicos. Se habilitarán dos botiquines, uno para cada vestuario, convenientemente señalizados. Cada botiquín incluirá como mínimo: alcohol 96ª, agua oxigenada, mercurocromo, tintura de yodo, gasa estéril, amoniaco, algodón hidrófilo, vendas, esparadrapo, antiespasmódicos, analgésicos y tónicos cardíacos de urgencia, torniquete, bolsas de goma para agua o hielo, guantes esterilizados, jeringuilla, hervidor, agujas para inyectables y termómetro clínico. Se revisará mensualmente y se repondrá inmediatamente lo usado. 7.2 Higiene y seguridad personal. Se obligará a los trabajadores a usar ropa de trabajo, con el fin de evitar riesgos para los consumidores de los alimentos elaborados en la planta. Estarán obligados además a cuidar y mantener su higiene personal, para evitar enfermedades contagiosas o molestias a sus compañeros de trabajo. El personal tendrá vigente el carnet sanitario individual. El personal no podrá introducir bebidas u otras sustancias no autorizadas en los centros de trabajo, ni presentarse o permanecer en los mismos en estado de embriaguez o de cualquier otro género de intoxicación.
- 51. MEMORIA DESCRIPTIVA 51 Se prohíbe el consumo de alimentos o bebidas durante el trabajo. El personal tendrá tiempo libre en la jornada labora, para proceder al aseo personal antes de las comidas y al abandonar el trabajo. 8. ESTUDIO MEDIOAMBIENTAL La industria que se proyecta deberá someterse a una evaluación de impacto ambiental previamente a su autorización por el órgano sustantivo que corresponda, de la forma prevista en la “Ley 5/1.999, de 8 de abril, de Evaluación de Impacto Ambiental” de la Comunidad Autónoma de Castilla la Mancha. Esta evaluación se extenderá a la obra, construcción, instalación o actuación completa, incluidas todas las obras, instalaciones, elementos y actuaciones auxiliares necesarias para su puesta en funcionamiento y susceptibles de producir impacto ambiental. Se identificarán los impactos más relevantes, incluyendo descripciones cualitativas y su objetivo más destacado será el servir como indicador de la incidencia ambiental que la actuación origine. A continuación se recoge la información relativa a las consecuencias ambientales que se habrán de tener en cuenta en la redacción del Estudio de Impacto Ambiental: • Localización: En un polígono industrial de reciente creación, por lo que se presupone la existencia del correspondiente Estudio de Impacto Ambiental en el cual se evalúan las afecciones derivadas de la creación del mismo.
- 52. MEMORIA DESCRIPTIVA 52 • Según el “Reglamento de Actividades Molestas, Insalubres, Nocivas y Peligrosas”, de 30 de noviembre de 1961, la industria proyectada: - No se considera insalubre por no evacuar productos directamente o indirectamente perjudiciales para la salud humana. - No se considera nociva por no dar lugar a residuos, vertidos, emisiones o cualquier otro elemento derivado de la actividad, tanto en fase de ejecución de proyecto como en la de producción, que pueda dar lugar a daños en la riqueza agrícola, forestal, pecuaria o piscícola. - Los vertidos líquidos pasarán por un separador de grasas y fangos antes de ser eliminados a la red de saneamiento del Polígono Industrial, con lo que se eliminarán los sólidos en suspensión de las aguas residuales de la industria. En cuanto a las disoluciones acuosas de silicio y carbono (carborundo) que surgen en el lavado posterior a la operación de pelado abrasivo y las de NaOH procedentes de la limpieza de los equipos, serán eliminadas de la industria a través de una Empresa de Recogida de vertidos líquidos contaminantes. - En cuanto a los residuos sólidos, éstos serán eliminados a través del Servicio Municipal de Recogida de Basura, conduciéndolos al vertedero municipal. - En el caso de las emisiones, el combustible utilizado es gasóleo C, con un contenido de azufre mínimo. - No se considera peligrosa por no fabricar, manipular, expedir o almacenar productos susceptibles de originar riesgos graves de explosiones, combustiones o radiaciones. - No se producen olores desagradables. - No se considera molesta pues la maquinaria instalada estará provista de bancadas antivibratorias y los niveles de ruido estarán por debajo de 80 dB. Teniendo en cuenta lo anteriormente expuesto, se considera que la planta proyectada no afecta al medio perceptual (elementos paisajísticos singulares y vistas panorámicas) o al medio natural (calidad de agua y de aire), habiéndose tomado las medidas oportunas para paliar los efectos mencionados según se ha señalado.
- 53. MEMORIA DESCRIPTIVA 53 9. NORMATIVA LEGAL En la redacción y realización del presente proyecto se han tenido en cuenta las normas que se detallan a continuación: - Real Decreto 1.829/1.995, de 10 de noviembre de 1.995. NBE EA-95: “Estructuras de acero en edificación”. - Real Decreto 1.371/1.988, de 11 de noviembre. NBE AE-88: “Acciones en la edificación”. - Real Decreto 2.543/1.994, de 29 de diciembre: “Norma de construcción sismorresistente. Parte general y edificación (NCSE-94)”. - Real Decreto 1.244/1.979, de 4 de abril: “Reglamento de Aparatos a Presión” y modificaciones posteriores. - Ley 42/1.975, de 19 de noviembre de 1.975: “Desechos y residuos sólidos urbanos”. - Real Decreto 2661/1998, de 11 de diciembre: “Instrucción de Hormigón Estructural” (EHE) - Decreto 2.431/1.973, de 20 de septiembre de 1.973: “Reglamento electrotécnico de Baja Tensión”, así como todas las instrucciones complementarias publicadas posteriormente. - Real Decreto 2.177/96, de 4 de octubre de 1.996: NBE CPI-96: “Condiciones de protección contra incendios en los edificios”. - Orden del Ministerio de Trabajo del 9 de marzo de 1.971: “Ordenanza general de seguridad e higiene en el trabajo”. - Real Decreto 3.099/1.977, de 8 de septiembre de 1.977: “Reglamento de Seguridad para Plantas e Instalaciones Frigoríficas”. - Real Decreto 754/1.981, de 13 de marzo de 1.981, por el que se modifican los artículos 28, 29 y 30 del “Reglamento de Seguridad para Plantas e Instalaciones Frigoríficas”.
- 54. MEMORIA DESCRIPTIVA 54 - Real Decreto 168/1.985 de 6 de febrero de 1.985, por el que se aprueba la “Reglamentación Técnico Sanitaria y Condiciones Generales de Almacenamiento Frigorífico de Alimentos y Productos Alimentarios”. - Real Decreto 1.316/1.987: “Reglamento de protección de los trabajadores frente al ruido en los lugares de trabajo” (Transposición a la legislación española de la Directiva 86/188/CEE). - Ley 31/1.995: “Prevención de Riesgos Laborales”. - Real Decreto 487/1.997: “Disposiciones mínimas de seguridad y salud en los lugares de trabajo”. - Real Decreto 773/1.997: “Disposiciones mínimas de seguridad y salud relativas a la utilización por los trabajadores de equipos de protección individual”. - Real Decreto 1215/1.997: “Disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de equipos de trabajos”. - Real Decreto Legislativo 1.302/1.986 del Ministerio de Obras Públicas y Urbanismo, de 28 de junio de 1.986: “Evaluación de impacto ambiental”. - Real Decreto 1.131/1.988 del Ministerio de Obras Públicas y Urbanismo, de 30 de septiembre de 1.988, por el que se aprueba el Reglamento para la ejecución del Real Decreto Legislativo 1.302/1.986: “Evaluación de impacto ambiental”. - Ley 5/1999, de 8 de abril, de “Evaluación de Impacto Ambiental”. - Ley 9/1999, de 26 de mayo, de “Conservación de la Naturaleza”. - Orden del Ministerio de Industria del 9 de diciembre de 1.975: “Normas básicas para las instalaciones interiores de suministro de agua”, y corrección de errores. - Real Decreto 2.207/1.995: “Normas de higiene de los productos alimenticios”. Decreto 1324/1972, de 20 de abril, referente a la Norma MV-201/1972 de “Muros resistentes de Fábrica de Ladrillo”. - Norma NTE-RSS/1973. “Revestimientos de suelos. Soleras”. - Norma NTE-RTP/1973. “Revestimiento de techos. Placas”. - Norma NTE-RPA/1973. “Revestimiento de paramentos. Alicatados”. - Norma NTE-QTG/1976. “Cubiertas. Tejados Galvanizados”. - Norma NTE-EAZ/1976. “Escaleras”.
- 55. MEMORIA DESCRIPTIVA 55 - Norma NTE-ISS/1973. “Instalaciones de Salubridad. Saneamiento”. - Norma NTE-IFA/1976. “Instalaciones de Fontanería. Abastecimiento”. - Norma NTE-IFA/1973. “Instalaciones de Fontanería. Agua fría”. - Norma NTE-IFA/1973. “Instalaciones de Fontanería. Agua caliente”. 10. EVALUACIÓN FINANCIERA DEL PROYECTO La evaluación financiera del proyecto ha sido realizada en base al criterio de los flujos de caja, para lo que se han contabilizado los flujos ordinarios (inversión, cobros y pagos) y los extraordinarios (reinversiones y valores de desecho). La vida útil de la instalación se ha estimado en 25 años, produciéndose en año quince una renovación de la maquinaria. Para evaluar la inversión se han tenido en cuenta tres índices de rentabilidad: V.A.N. (Valor Actual Neto), T.I.R. (Tasa Interna de Recuperación), y el período de recuperación. En el anejo “Evaluación Financiera” se recoge el valor de los distintos índices de rentabilidad obtenidos con los flujos de caja. Como conclusión significar que el proyecto resultará rentable para cualquiera de las circunstancias evaluadas. El estudio de viabilidad contempla el modo de financiación de las inversiones. Se han analizado una única alternativa de financiación: mixta, con participación pública y privada, tanto propia como ajena. Por último, se ha efectuado un análisis de sensibilidad del nivel de producción y precio del producto elaborado encontrándose que la rentabilidad se mantiene con variaciones del precio del producto, siendo mayor su sensibilidad a las variaciones del nivel de producción.
- 56. MEMORIA DESCRIPTIVA 56 11. RESUMEN GENERAL DEL PRESUPUESTO El presupuesto para la Ejecución del presente proyecto se ha dividido en dos grupos de inversión: Presupuesto de ejecución por Contrata de Obra Civil e Instalaciones 128.593.649 pta Presupuesto por compra directa de Maquinaria 72.995.275 pta 16% IVA 32.254.228 pta TOTAL DEL PRESUPUESTO 233.843.152 pta = 1.405.425,65 Euros Asciende el total del Presupuesto del presente Proyecto de Planta de Elaboración de patatas “chips” en el T.M. de Albacete, a la cantidad de DOSCIENTOS TREINTA Y TRES MILLONES OCHOCIENTAS CUARENTA Y TRES MIL CIENTO CINCUENTA Y DOS pesetas. Córdoba, Mayo de 2001 La alumna, Fdo: Mercedes de la Cruz Seguí.
- 57. MEMORIA DESCRIPTIVA 57 MEMORIA DESCRIPTIVA ÍNDICE 1. INTRODUCCIÓN...........................................................................................................1 2. OBJETO DEL PROYECTO............................................................................................2 3. ANÁLISIS Y FORMULACIÓN DEL PROBLEMA......................................................3 3.1. Directrices del proyecto ............................................................................................3 3.1.1. Objetivos del Promotor ......................................................................................3 3.1.2. Finalidad del proyecto........................................................................................3 3.1.3. Condicionantes del Promotor.............................................................................4 3.1.4. Condicionantes legales del producto: concepto de patatas “chips” ...................4 3.1.5. Criterios de diseño..............................................................................................6 3.2 Antecedentes socioeconómicos..................................................................................6 4. ALTERNATIVAS DE PROYECTO...............................................................................7 4.1. Generación de alternativas........................................................................................7 4.2. Restricciones impuestas a las alternativas.................................................................8 4.3. Evaluación de las alternativas de proyecto. Solución adoptada................................9 4.4. Planteamiento específico del problema técnico......................................................10 5. INGENIERÍA DEL PROYECTO..................................................................................11 5.1. Ingeniería del proceso .............................................................................................11 5.1.1. Características del producto.............................................................................11 5.1.2. Plan de producción...............................................................................................11 5.1.3. Proceso productivo...........................................................................................12 5.1.3.1. Recepción y almacenamiento.....................................................................14 5.1.3.2. Pelado de las patatas...................................................................................14 5.1.3.3. Cortado y lavado ........................................................................................15 5.1.3.4. Escaldado ...................................................................................................16 5.1.3.5. Secado........................................................................................................16 5.1.3.6. Fritura.........................................................................................................16 5.1.3.7. Salado.........................................................................................................18
- 58. MEMORIA DESCRIPTIVA 58 5.1.3.8. Envasado y embalado.................................................................................18 5.1.3.9. Almacenamiento y expedición...................................................................19 5.1.4. Control de calidad ............................................................................................19 5.1.5. Personal necesario............................................................................................20 5.2. Ingeniería de las obras.............................................................................................21 5.2.1. Introducción.....................................................................................................21 5.2.2. Diseño de la planta de procesado.....................................................................22 5.2.3. Urbanización....................................................................................................23 5.2.3.1. Equipamientos............................................................................................23 5.2.4. Obra civil..........................................................................................................25 5.2.4.1. Características generales............................................................................25 5.2.4.2. Cubierta......................................................................................................26 5.2.4.3. Estructura ...................................................................................................26 5.2.4.4. Cimentaciones............................................................................................28 5.2.4.5. Soleras y pavimentos..................................................................................30 5.2.4.6. Cerramientos exteriores..............................................................................30 5.2.4.7.Cerramientos interiores...............................................................................30 5.2.4.8. Falsos techos ..............................................................................................31 5.2.4.9. Forjado .......................................................................................................31 5.2.4.10. Alicatados.................................................................................................32 5.2.4.11. Carpintería................................................................................................32 5.2.4.11.1. Puertas................................................................................................32 5. 2.4.11.2. Ventanas............................................................................................33 5.2.4.12. Vidriería ...................................................................................................34 5.2.4.13. Pinturas y revestimientos .........................................................................35
- 59. MEMORIA DESCRIPTIVA 59 5.3. Instalaciones............................................................................................................35 5.3.1. Instalación frigorífica.......................................................................................35 5.3.1.1. Aislamiento ................................................................................................36 5.3.1.2. Características de la instalación frigorífica................................................36 5.3.1.3. Componentes del ciclo frigorífico..............................................................37 5.3.2. Instalación de vapor.........................................................................................37 5.3.3. Instalación eléctrica..........................................................................................39 5.3.4. Protección contra incendios .............................................................................42 5.3.5. Instalación de fontanería ..................................................................................44 5.3.6. Instalación de saneamiento...............................................................................46 6. SEGURIDAD Y SALUD EN LAS OBRAS .................................................................48 7. SEGURIDAD Y SALUD EN EL TRABAJO ...............................................................48 7.1. Seguridad y aspectos sanitarios...............................................................................49 7.2 Higiene y seguridad personal. ..................................................................................50 8. ESTUDIO MEDIOAMBIENTAL.................................................................................51 9. NORMATIVA LEGAL .................................................................................................53 10. EVALUACIÓN FINANCIERA DEL PROYECTO ...................................................55 11. RESUMEN GENERAL DEL PRESUPUESTO..........................................................56
- 60. ANEJO I MATERIAS PRIMAS 1 1. PATATAS CHIPS: DESCRIPCIÓN DEL PRODUCTO Las patatas “chips” son láminas delgadas de patata (entre 1,2 y 1,5 mm de espesor) fritas en un baño de aceite a 170-180 ºC. Deben ser de color claro y uniforme, crujientes y no grasas (el contenido en agua ha de ser del 2-3 %, y el contenido en aceite del 30-40 %). Los principales factores de calidad de este producto son: • Color • Sabor • Textura/Consistencia • “Crujencia” • Contenido de aceite El color de los “chips” está determinado por el contenido de azúcares reductores en las patatas. Si este contenido es bajo, obtendremos “chips” dorados de buena calidad, sin embargo, un excesivo contenido de azúcares reductores en las patatas provocará una coloración marrón oscura en los “chips”, que los hará inaceptables tanto por su color como por su sabor. Por tanto, no se deben procesar patatas con un contenido en azúcares reductores mayor del 0,2-0,3 %, factor imprescindible en la variedad de patata. El sabor de los “chips” está influenciado también por el tipo de aceite usado y por las operaciones de salado y condimentado cuando éstas se lleven a cabo. También afecta al sabor un excesivo contenido en aceite. Si las patatas tienen un alto contenido de materia seca y son cortadas lo más lisas posible, absorberán menos aceite. La consistencia de los “chips” está fundamentalmente afectada por las características de la variedad de patata.
- 61. ANEJO I MATERIAS PRIMAS 2 La obtención de “chips” crujientes se logra por la evaporación del agua durante el proceso de fritura y puede ser afectada por un mal envasado o por largos tiempos de almacenaje. Valores nutricionales aproximados de las patatas “chips” (por 100 gramos) Energía 521 kcal = 2.171 kj Proteínas 6,4 g Hidratos de carbono 49,5 g Grasas 33,1 g El producto resultante de la transformación industrial, se presentará en bolsas de tres tamaños distintos y de capacidades: 400 g, 225 g, y 140 g. Una quinta parte de la producción de la planta procesadora no experimentará la operación de salado, obteniendo por tanto dos líneas de producto: Patatas “chips” con sal Patatas “chips” sin sal La producción horaria de patatas “chips” será de 125 kg. Considerando que la planta procesará 8 horas cada día, la producción diaria de patatas “chips” será de 1.000 kg y, por último, considerando un trabajo de la planta a lo largo 11 meses en el año y 22 días trabajados al mes, la producción anual de patatas “chips” será de 242.000 kg. De esta producción total: Producción de patatas “chips” con sal: Horaria: 100 kg Diaria: 800 kg Anual: 193.000 kg
- 62. ANEJO I MATERIAS PRIMAS 3 Producción de patatas “chips” sin sal: Horaria: 25 kg Diaria: 200 kg Anual: 48.400 kg 1.1. Mercado del sector “snacks” En este sector se mantiene la patata “chip” como producto principal. Se analizará a continuación la evolución de este sector en los últimos años. Tras unos años de continuos cambios en el sector, período marcado por fuertes inversiones, nacimiento de nuevas empresas y, fundamentalmente, la reestructuración de los líderes nacionales, definitivamente integrados en multinacionales, el mercado de patatas “chips” y “snacks” afronta una etapa de ralentización, en la que cada cual debe saber vender lo que es capaz de fabricar. El mercado, acostumbrado a crecimientos que hasta los 90 llegaron al 20%, con acusados descensos desde entonces, podría situarse en 1992 en torno a los 72.000 millones de pesetas de facturación, un 3% superior a 1991, y las 120.000 t. En 1991 el segmento de “snacks” empezaba a ganar un cierto terreno y las novedades se centraban en la proliferación de sabores. Junto al buen momento de los “snacks” de patata destacaba el fenómeno de los fritos de maíz. La exportación resultaba poco importante salvo excepciones y, por contra, la importación comenzaba a ser negocio. El mercado europeo se situaba, según qué fuentes, entre los 900.000 t y las 1.200.000 t. De este volumen se estima en más del 40% la parte que correspondía a las patatas “chips”. Mientras que en España o Italia la patata subía al 70%, la situación cambiaba en países como los centroeuropeos.