5 1 sumatane hs
•
0 recomendaciones•2,504 vistas

El documento describe Sumatane HS, un esmalte poliuretánico acrílico alifático bicomponente con bajo contenido de compuestos orgánicos volátiles. Proporciona excelente resistencia en condiciones exteriores y puede aplicarse en espesores de 50 a 90 micras sin problemas de cobertura o descuelgue. El producto tiene excelente flexibilidad y dureza para resistir condiciones severas, y es fácil de aplicar por pulverización.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a 5 1 sumatane hs
Similar a 5 1 sumatane hs (20)
Último
Último (20)
5 1 sumatane hs
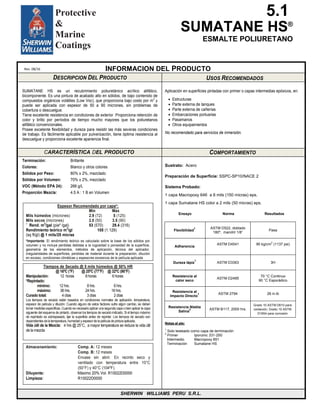
- 1. SUMATANE HS® ESMALTE POLIURETANO DESCRIPCION DEL PRODUCTO SUMATANE HS es un recubrimiento poliuretánico acrílico alifático, bicomponente. Es una pintura de acabado alto en sólidos, de bajo contenido de compuestos orgánicos volátiles (Low Voc), que proporciona bajo costo por m2 y puede ser aplicada con espesor de 50 a 90 micrones, sin problemas de cobertura o descuelgue. Tiene excelente resistencia en condiciones de exterior. Proporciona retención de color y brillo por períodos de tiempo mucho mayores que los poliuretanos alifático convencionales. Posee excelente flexibilidad y dureza para resistir las más severas condiciones de trabajo. Es fácilmente aplicable por pulverización, tiene óptima resistencia al descuelgue y proporciona excelente apariencia final. CARACTERÍSTICA DEL PRODUCTO Terminación: Brillante Colores: Blanco y otros colores Sólidos por Peso: 80% ± 2%, mezclado Sólidos por Volumen: 70% ± 2%, mezclado VOC (Método EPA 24): 266 g/L Proporción Mezcla: 4.5 A : 1 B en Volumen Espesor Recomendado por capa*: Min Max Mils húmedos (micrones) 2.9 (72) 5 (125) Mils secos (micrones) 2.0 (50) 3.5 (90) ˜ Rend. m2 /gal (pie² /gal) 53 (570) 29.4 (316) Rendimiento teórico m2 /gl 105 (1.129) (sq ft/gl) @ 1 mils/25 micras *Importante: El rendimiento teórico es calculado sobre la base de los sólidos por volumen y no incluye perdidas debidas a la rugosidad o porosidad de la superficie, geometría de los elementos, métodos de aplicación, técnica del aplicador, irregularidades de superficies, perdidas de material durante la preparación, dilución en exceso, condiciones climáticas y espesores excesivos de la película aplicada Tiempos de Secado @ 5 mils húmedos @ 50% HR @ 16ºC (°F) @ 25ºC (77°F) @ 32ºC (90°F) Manipulación: 12 horas 8horas 6 horas *Repintado: mínimo: 12hrs. 8hrs. 6hrs. máximo: 36 hrs. 24hrs. 16hrs. Curado total: 4días 3 días 2días Los tiempos de secado están basados en condiciones normales de aplicación, temperatura, espesor de película y dilución. Cuando alguno de estos factores sufre algún cambio, se deben tomar medidas específicas. Cuando es necesarioaplicar una segunda capa o bien aplicar la capa siguiente del esquema de pintado, observar los tiempos de secado indicado. Si el tiempo máximo de repintado es sobrepasado, lijar la superficie antes de repintar. Los tiempos de secado son dependientesdelatemperatura,humedadyespesordelapelículadepinturaaplicada. Vida útil de la Mezcla: 4 hrs @ 25°C, a mayor temperatura se reduce la vida útil dela mezcla Almacenamiento: Comp. A: 12 meses Comp. B: 12 meses Envase sin abrir. En recinto seco y ventilado con temperatura entre 10°C (50°F) y 40°C (104ºF). Diluyente: Máximo 20% Vol. R10022D0000 Limpieza: R10022D0000 USOS RECOMENDADOS Aplicación en superficies pintadas con primer o capas intermedias epóxicos, en: Estructuras Parte externa de tanques Parte externa de cañerías Embarcaciones portuarias Pasamanos Otros equipamientos No recomendado para servicios de inmersión. COMPORTAMIENTO Sustrato: Acero Preparación de Superficie: SSPC-SP10/NACE 2 Sistema Probado: 1 capa Macropoxy 646 a 6 mils (150 micras) eps. 1 capa Sumatane HS color a 2 mils (50 micras) eps. Notas al pie: 1 Solo testeado como capa de terminación 2 Primer Iponzinc 331-250 Intermedio Macropoxy 851 Terminación Sumatane HS Ensayo Norma Resultados Flexibilidad 1 ASTM D522, doblado 180º, mandril 1/8“ Pasa Adherencia ASTM D4541 80 kg/cm 2 (1137 psi) Dureza lápiz 1 ASTM D3363 3H Resistencia al calor seco ASTM D2485 70 °C Continuo 90 °C Esporádico Resistencia al Impacto Directo 1 ASTM 2794 26 in.lb Resistencia Niebla Salina 2 ASTM B117, 2000 hrs. Grado 10 ASTM D610 para oxidación; Grado 10 ASTM D1654 para corrosión Rev. 08/16 INFORMACION DEL PRODUCTO 5.1 SHERWIN WILLIAMS PERU S.R.L.. Protective & Marine Coatings
- 2. SUMATANE HS® ESMALTE POLIURETANO SISTEMAS RECOMENDADOS Mils (Micrones) Atmosférico: Acero: 1 capa Epolon 300 LT 1.2 - 6.0 30 – 150 1 - 2 capas Sumatane HS color 2.0 – 3.5 50 – 90 Acero: 1 capa Zinc Clad IV 3.0 – 4.0 50 – 75 1 capa. Macropoxy 646 5.0 – 10.0 125 – 250 2.0 – 3.5 50 – 90 3.0 – 4.0 50 – 75 2.0 – 3.5 50 – 90 5.0 – 10.0 125 – 250 2.0 – 3.5 50 – 90 1 - 2 capas Sumatane HS color Acero: 1 capa Zinc Clad IV 1 - 2 capas Sumatane HS color Acero: 1 capa. Macropoxy 646 1 - 2 capas Sumatane HS color Acero: 1 capa. Zinc-Clad II 2.5 - 4.0 63 – 100 1 capa Epolon 299X 1.0 25 2.0 – 3.5 50 – 90 1.0 – 3.0 25 – 75 2.0 – 3.5 50 – 90 0.8 – 1.0 22 – 25 2.0 – 3.5 50 – 90 1 - 2 capas Sumatane HS color Acero Galvanizado: Limpieza con detergente X80-1 1 capa Iponlac 331-315 1 - 2 capas Sumatane HS color Acero Galvanizado: 1 capa Iponlac Primer 1 - 2 capas Sumatane HS color Los sistemas listados anteriormente son representativos del uso del producto, otros sistemas también pueden ser apropiados. DECLARACION LEGAL La información y recomendaciones de esta hoja se basan en pruebas conducidas o a nombre de la Compañía Sherwin- Williams. Por ende esta información y recomendaciones pueden cambiar y se refieren al producto ofrecido al momento de publicación. Consulte a su representante de Sherwin Williams para obtener la información del producto más reciente y el boletín de aplicación. PREPARACION DE SUPERFICIE La superficie debe estar limpia, seca y en condiciones óptimas. Remueva las grasas, el polvo, oxido suelto, y otros materiales extraños para asegurar una adhesión adecuada. Refiérase al boletín de Aplicación para mayor información sobre la preparación de la superficie. Mínimo recomendado para preparación de superficies: Acero y Hierro: Atmosférico: SSPC-SP2 o SSPC SP12/NACE 5, WJ-4 Concreto y Albañilería Atmosférico: SSPC-SP13/NACE 6, o ICRI No. 310.2, CSP 1-3 Galvanizado, atmosférico: SSPC-SP1 Preparación Standard de Superficies Condición ISO 8501-1 Swedish Std. SSPC NACE de Superficie BS7079:A1 SIS055900 Metal Blanco Sa 3 Sa 3 SP 5 1 Casi Metal Blanco Sa 2.5 Sa 2.5 SP 10 2 Grado Comercial Sa 2 Sa 2 SP 6 3 Grado Brush-Off Sa 1 Sa 1 SP 7 4 Limpieza Manual Oxidado C St 2 C St 2 SP 2 - Picado y Oxidado D St 2 D St 2 SP 2 - Limpieza Motriz Oxidado C St 3 C St 3 SP 3 - Picado y Oxidado D St 3 D St 3 SP 3 - TINTEADO Tintear parte A con Fullchroma . Se requieren 5 minutos de mezclado en un agitador mecánico para mezcla completa del color. CONDICIONES DE APLICACIÓN Temperatura: 5°C mínimo, 50°C máximo (aire, superficie y material). Al menos 3°C sobre el punto de rocío. Humedad Relativa: 85% máximo Refiérase al Boletín de Aplicación para mayor información sobre la aplicación. INFORMACIÓN DE PEDIDO Envasado: Kit galón (1 gl) Kit Tineta (5 gls) Parte A: 1 galón (3.105 L) tineta (15.5 L) Parte B: ¼ galón (0.68L) galón (3.4 L) Peso: 12.35 ± 0.2 lb/gal; 1.48 Kg/L, mezcla PRECAUCIONES DE SEGURIDAD Refiérase a la hoja MSDS antes de usarse. Datos técnicos publicados e instrucciones están sujetos a cambios sin previo aviso. Contacte a su representante Sherwin-Williams para mayor información técnica e instrucciones. GARANTÍA La compañía Sherwin-Williams garantiza que nuestros productos están libres de defectos de fábrica de acuerdo a los controles de aplicación de Sherwin Williams. La responsabilidad de aquellos productos probados como defectuosos, si se encuentran, está limitada a la reposición de productos defectuoso o a la devolución del dinero pagado por el producto defectuoso lo que será determinado por Sherwin- Williams. NINGUNA OTRA GARANTÍA DE NINGÚN TIPO ES HECHA POR SHERWIN-WILLIAMS, EXPRESADA O IMPLICADA, ESTABLECIDA POR LA LEY, REGIDA POR LA LEY INCLUYENDO LA COMERCIALIZACIÓN Y LA APTITUD PARA UN FIN EN PARTICULAR. SHERWIN WILLIAMS PERU S.R.L.. Protective & Marine Coatings
- 3. SUMATANE HS® ESMALTE POLIURETANO PREPARACIÓN DE SUPERFICIES La superficie debe estar limpia, seca y en condiciones óptimas, Remueva los aceites, polvo, grasa, suciedad, oxido suelto, y materias extrañas para asegurar una adecuada adherencia. Acero y Hierro, servicio atmosférico: Remover todas las salpicaduras de soldadura y redondear todos los cantos vivos mediante galleteado y/o esmerilado. Remueva toda suciedad, aceite o grasa de la superficie mediante limpieza con solvente según norma SSPC- SP1. Para la preparación de superficie efectúe una limpieza con abrasivo al grado SSPC-SP6/NACE 3, Use un abrasivo angular y filoso para obtener una rugosidad optima (2 mils / 50 micras. Cubra la superficie de acero limpio durante el mismo día y/o antes que comience la oxidación. Acero Galvanizado nuevo: Permita que la superficie se desgaste al menos 6 meses antes de aplicar la primera capa o remueva todo aceite o grasa de la superficie con limpieza con detergente según SSPC-SP1, dejar secar y producir una rugosidad suave con un granallado tipo Bush off SSPC-SP7 objeto mejorar la adherencia del esquema de pintura. Acero Galvanizado antiguo: Limpie y remueva toda la suciedad mediante solución detergente según SSPC-SP1 El galvanizado oxidado requiere como mínimo limpieza manual mecánica/motriz con herramienta según SSPC-SP2/SP3, aplique el anticorrosivo en el área el mismo día que se limpie. Concreto y albañilería: Para preparación de superficie consulte SSPC-SP13/NACE 6, ó ICRI Nª 310.2, CSP 1–3. La superficie debe estar completamente limpia y seca. El concreto y mortero debe estar curado al menos 28 días a 24ºC (75ºF). Remover todo el mortero suelto y material extraño. La superficie debe estar libre de lechada, polvo, suciedad, agentes de fraguado, membranas húmedas de curado, cemento suelto y endurecedores. Rellenar micro poros, bolsas de aire y otras cavidades con Steel-Seam FT910. Siga los métodos estándares cuando sean aplicables: ASTM D4258 Standard Practice for Cleaning Concrete. ASTM D4259 Standard Practice for Abrading Concrete. ASTM D4260 Standard Practice for Etching Concrete. ASTM F1869 Standard Test Method for Measuring Moisture Vapor Emission Rate of Concrete. SSPC-SP 13/Nace 6 Surfease Preparation of Concrete. ICRI No. 310.2 Concrete Surfease Preparation. Superficies pintadas previamente: Si está en óptimas condiciones, limpie la superficie de todo material extraño. Superficies suaves, duras, o con capas brillantes deben ser opacadas mediante un lijado suave. Aplique en un área de prueba dejando que la pintura se seque al menos una semana antes de probar la adhesión. Si la adhesión es mala, o este producto ataca el acabado anterior, la remoción de capas anteriores puede ser necesaria. Si la pintura se descascara o se erosiona, limpie la superficie con sustrato y trate la nueva superficie como se menciona arriba. Preparación Standard de Superficies Condición ISO 8501-1 Swedish Std. SSPC NACE de Superficie BS7079:A1 SIS055900 Metal Blanco Sa 3 Sa 3 SP 5 1 Casi Metal Blanco Sa 2.5 Sa 2.5 SP 10 2 Grado Comercial Sa 2 Sa 2 SP 6 3 Grado Brush-Off Sa 1 Sa 1 SP 7 4 Limpieza Manual Oxidado C St 2 C St 2 SP 2 - Picado y Oxidado D St 2 D St 2 SP 2 - Limpieza Motriz Oxidado C St 3 C St 3 SP 3 - Picado y Oxidado D St 3 D St 3 SP 3 - CONDICIONES DE LA APLICACIÓN Temperatura: 5°C mínimo, 50°C máximo (aire, superficie y material). Al menos 3°C sobre el punto de rocío. Humedad Relativa: 85% máximo EQUIPOS DE APLICACIÓN La siguiente es una guía. Cambios en las presiones y tamaños de las boquillas pueden ser necesarios para lograr características de aplicación adecuadas. Siempre limpie purgue los equipos de rociado antes de usarlos con los reductores adecuados. Cualquier reducción debe cumplir con las regulaciones VOC y compatibles con las condiciones ambientales y de aplicación. Diluyente/Limpieza………….Diluyente, R10022D0000 Spray sin aire Presión…………………………1800 - 2000 psi Manguera………………………1/4" Diámetro exterior Boquilla…………………………0.015" - 0.019" Filtro…………………………….60 malla Dilución…………………………No necesaria Spray convencional Se recomiendan separadores de humedad y aceites Pistola………………………….DeVilbiss JGA 502/3 Boquilla Fluido…………………FX-FF Boquilla de aire……………….704 Presión de atomización………50 psi Presión de fluido………………30 psi Dilución…………………………Lo necesario hasta 20% en volumen Brocha (solo áreas pequeñas o para tornillos, tuercas, cordones de soldadura o para retoques.) Brocha………………………….Nylon/Polyester o cerdas naturales Reducción……………………..No recomendada Rodillo Cubierta………………………..3/8" tejido con capa protectora de solventes Reducción……………………..No recomendado Si equipos específicos no se encuentran listados, puede substituirse por un equipo equivalente. BOLETÍN DE APLICACIÓNRev.: Sept. 21, 2015 SHERWIN WILLIAMS PERU S.R.L.. Protective & Marine Coatings
- 4. SHERWIN WILLIAMS PERÚ S.R.L SUMATANE HS® ESMALTE POLIURETANO PROCEDIMIENTO DE APLICACIÓN La preparación de la superficie debe ser completada como se indica. Mezcle completamente el contenido de cada uno de los componentes con una mezcladora eléctrica a velocidad lenta. Asegúrese de que no queden pigmentos al fondo del recipiente. Luego combine 4.5 partes por volumen de Parte A con 1 parte por volumen de la Parte B. Agite completamente con mezcladora eléctrica. Si el diluyente es un solvente, agréguelo solamente luego de que ambos componentes estén completamente mezclados, Aplique la pintura al espesor de película y rendimiento como se indica a continuación: Espesor Recomendado por capa*: Min Max Mils húmedos (micrones) 2.9 (72) 5 (125) Mils secos (micrones) 2.0 (50) 3.5 (90) ˜ Rend. m2 /gal (pie² /gal) 53 (570) 29.4 (316) Rendimiento teórico m2 /gl 105 (1.129) (sq ft/gl) @ 1 mils/25 micras *Importante: El rendimiento teórico es calculado sobre la base de los sólidos por volumen y no incluye perdidas debidas a la rugosidad o porosidad de la superficie, geometría de los elementos, métodos de aplicación, técnica del aplicador, irregularidades de superficies, perdidas de material durante la preparación, dilución en exceso, condiciones climáticas y espesores excesivos de la película aplicada Tiempos de Secado @ 5 mils húmedos @ 50% HR @ 16ºC (°F) @ 25ºC (77°F) @ 32ºC (90°F) Manipulación: 12 horas 8horas 6 horas *Repintado: mínimo: 12hrs. 8hrs. 6hrs. máximo: 36 hrs. 24hrs. 16hrs. Curado total: 4días 3 días 2días Los tiempos de secado están basados en condiciones normales de aplicación, temperatura, espesor de película y dilución. Cuando alguno deestos factores sufren algún cambio, se deben tomar medidas específicas. Cuando es necesario aplicar una segunda capa o bien aplicar la capa siguiente del esquema de pintado, observar los tiempos de secado indicado. Si el tiempo máximo de repintado es sobrepasado, lijar la superficie antes de repintar. Los tiempos de secado son dependientes de la temperatura, humedad y espesor de la película de pintura aplicada. Vida útil de la Mezcla: 4 hrs @ 25°C, a mayor temperatura se reduce la vida útil delamezcla INSTRUCCIONES DE LIMPIEZA Limpie salpicaduras y manchas inmediatamente con Diluyente R10022. Limpie las herramientas inmediatamente después de usarlas con Diluyente R10022D0000. Siga las recomendaciones de seguridad del fabricante cuando use cualquier solvente. DECLARACIÓN La información y recomendaciones de esta hoja se basan en pruebas conducidas o a nombre de la Compañía Sherwin- Williams. Por ende esta información y recomendaciones pueden cambiar y se refieren al producto ofrecido al momento de publicación. Consulte a su representante de Sherwin Williams para obtener la información del producto más reciente y el boletín de aplicación. CONSEJOS DE USO Cubra los rincones, soldaduras, y ángulos filosos para prevenir cualquier falla en estas áreas. Con aplicaciones en Spray, use un 50% de repaso en cada pasada de la pistola para evitar zonas descubiertas, vacios, y poros. Si es necesario, rocíe de forma cruzada en un ángulo recto. Los factores de rendimiento se calculan sobre el volumen de sólidos y no incluyen un factor de pérdidas por el tipo de superficie, rugosidad o porosidades de la superficie, habilidad y técnica del operador, método de aplicación, irregularidades varias de la superficie, pérdida del material al mezclar, derrames, condiciones climáticas, grosor de capa excesiva o delgado. La dilución excesiva del material puede afectar la estructura de la película, su apariencia y adhesión. La ventilación insuficiente, el mezclado incompleto, capas excesivamente gruesas pueden causar atrapamiento de solventes y fallas prematuras. No mezcle producto ya catalizado con producto nuevo. No aplique material que haya sobrepasado su vida útil en el tarro. Para evitar taponamientos en el equipo de rociado, limpie el equipo con diluyente R10022D0000 antes de usarlo, o durante periodos de uso muy extendidos. No recomendado para servicio de inmersión Refiérase a la página de Información del Producto para ver mayor información. PRECAUCIONES DE SEGURIDAD Refiérase a la hoja de MSDS antes de usar. Las instrucciones e información Técnica publicada están sujetas a cambie sin previo aviso. GARANTÍA La compañía Sherwin-Williams garantiza que nuestros productos están libres de defectos de fábrica de acuerdo a los controles de aplicación de Sherwin Williams. La responsabilidad de aquellos productos probados como defectuosos, si se encuentran, está limitada a la reposición de productos defectuoso o a la devolución del dinero pagado por el producto defectuoso lo que será determinado por Sherwin-Williams. NINGUNA OTRA GARANTÍA DE NINGÚN TIPO ES HECHA POR SHERWIN-WILLIAMS, EXPRESADA O IMPLICADA, ESTABLECIDA POR LA LEY, REGIDA POR LA LEY U OTRO, INCLUYENDO LA COMERCIALIZACIÓN Y LA APTITUD PARA UN FIN EN PARTICULAR. SHERWIN WILLIAMS PERU S.R.L.. Protective & Marine Coatings