Este documento describe gráficas de control para atributos, específicamente la gráfica p que monitorea la fracción defectuosa de un proceso. Explica cómo construir e interpretar la gráfica p, incluyendo el cálculo de los límites de control y la selección del tamaño de muestra. También cubre el análisis de patrones para identificar procesos fuera de control. Presenta dos ejemplos numéricos para ilustrar el uso de la gráfica p con tamaños de muestra constantes y variables.





![GRAFICA DE CONTROL p
Si el proceso está estable con fracción defectuosa constante p; y si las
observaciones se pueden considerar independientes entonces:
X : # de defectuosos en una muestra de tamaño n Binomial (n,p)
La distribución binomial se aproxima por la distribución normal si np > 5
X Normal ( = np, = np(1-p) )
y los límites de control son: E [X/n] 3 DS [X/n]
p 3 p(1-p)/ n](https://image.slidesharecdn.com/atributos-230219040658-1346bf86/85/atributos-ppt-6-320.jpg)


















![d) Suponga que la fracción defectuosa real del proceso aumenta a 0.11. Cuál es la
probabilidad de que la gráfica lo detecte en la siguiente muestra ?
Sea X BIN (n = 40, p = 0.11)
P [x / n > LSC] = P [x / n > 0.1583]
= P [ x > 40 (0.1583)]
= P [ x > 6.332]
= 1 - 0.8555
= 0.145
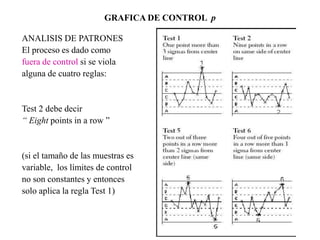
GRAFICA DE CONTROL p
Ejemplo 1](https://image.slidesharecdn.com/atributos-230219040658-1346bf86/85/atributos-ppt-26-320.jpg)







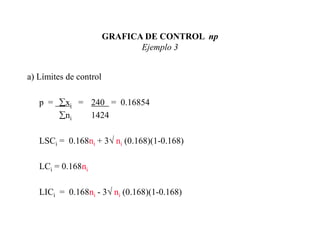
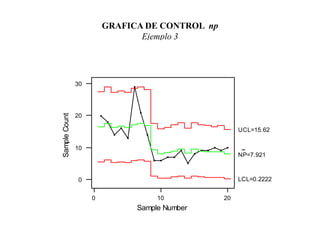
![GRÁFICA DE CONTROL np
• La gráfica se basa en la aproximación normal a la binomial
• Si X : # de defectuosos en la muestra de tamaño n es
una Variable Binomial (n,p)
entonces X ~ Normal ( np,np (1-p) ) aproximadamente si np 5
• Los límites de control son:
E[X] 3 D.S. [X]
np 3 np (1-p)
• Si el tamaño de muestra es variable, entonces los límites de control así
como la línea central varían de muestra a muestra](https://image.slidesharecdn.com/atributos-230219040658-1346bf86/85/atributos-ppt-35-320.jpg)





























![Curso control estadisticos_de_procesos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cursocontrolestadisticosdeprocesos1-130925184706-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





















![ch20[1].ppt](https://cdn.slidesharecdn.com/ss_thumbnails/ch201-230310224339-ed5e9422-thumbnail.jpg?width=640&height=640&fit=bounds)



















