Descargado 36 veces
















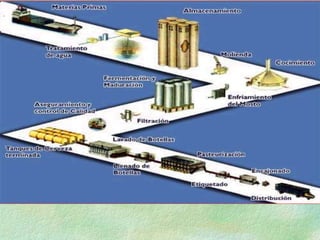






El documento describe el proceso de producción de cerveza. La cerveza se produce a través de varias etapas que incluyen molienda de malta, cocción del mosto, fermentación y filtración. Cada etapa sigue procesos automatizados y de alta tecnología para garantizar la calidad del producto final. La cerveza también se somete a controles de calidad antes de ser envasada y distribuida.

































![Proyecto cerveza final[1]pdf](https://cdn.slidesharecdn.com/ss_thumbnails/proyectocervezafinal1pdf-121028220506-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)








































































