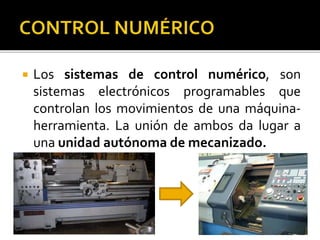
Los sistemas de control numérico son sistemas electrónicos programables que controlan los movimientos de una máquina herramienta mediante motores. Permiten realizar movimientos complejos en 3 ejes de forma autónoma y precisa. Se utilizan para operaciones como fresado, torneado y taladrado, incrementando la productividad pero requiriendo mayores inversiones y conocimientos sobre programación.